You might also like
- PED-Design Preliminaries-Mechanical Aspects - MergedDocument87 pagesPED-Design Preliminaries-Mechanical Aspects - Mergedsudhanshu shekharNo ratings yet
- Steam Trapping Overview GB GST 33 enDocument22 pagesSteam Trapping Overview GB GST 33 enJerges Gerardo Mamani SilvaNo ratings yet
- Norsok Pipe Details PDFDocument41 pagesNorsok Pipe Details PDFAli BariNo ratings yet
- Shaft Clamp ElsDocument20 pagesShaft Clamp ElsAlejandro Fabián MoreyraNo ratings yet
- Mechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期Document1 pageMechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期saidNo ratings yet
- Coating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in ServiceDocument6 pagesCoating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in Serviceharish mohammedNo ratings yet
- Agitator - Mixer For VesselsDocument26 pagesAgitator - Mixer For VesselsSri AmshaNo ratings yet
- Welding Solutions For The Chemical IndustryDocument44 pagesWelding Solutions For The Chemical IndustryDipesh ParekhNo ratings yet
- Wear ProtectionDocument6 pagesWear ProtectionRafael CortezNo ratings yet
- 32 Samss 034Document16 pages32 Samss 034naruto256No ratings yet
- Global FRP Standard - A Comparison Between Four Different Design Codes For FRP VesselsDocument18 pagesGlobal FRP Standard - A Comparison Between Four Different Design Codes For FRP VesselsMahadevan RamananNo ratings yet
- API 682 Accumulator Data SheetDocument1 pageAPI 682 Accumulator Data SheetBhyrappaNo ratings yet
- P04 - General Arrangement Drawings.Document1 pageP04 - General Arrangement Drawings.bmanojkumar16No ratings yet
- ZeCor® Sulfuric Acid Plant Towers and PumDocument4 pagesZeCor® Sulfuric Acid Plant Towers and PumacckypenrynNo ratings yet
- Fi-103 Agitator PDFDocument18 pagesFi-103 Agitator PDFuttam prabhuNo ratings yet
- 18-001 - Calculations PDFDocument196 pages18-001 - Calculations PDFCalcgen EngineeringNo ratings yet
- NPTELDocument31 pagesNPTELRashminda Attanayake100% (1)
- Cyclone Separator LucasDocument28 pagesCyclone Separator LucasAnonymous zOo2mbaVANo ratings yet
- Mechanical Design Basics of Tall ColumnsDocument45 pagesMechanical Design Basics of Tall Columnshardik5818No ratings yet
- Shaft-Hub Couplings With Polygonal Profiles - Citarella-Gerbino2001Document8 pagesShaft-Hub Couplings With Polygonal Profiles - Citarella-Gerbino2001sosu_sorin3904No ratings yet
- Typical Specification For Steam Surface Condensers Appendix ADocument5 pagesTypical Specification For Steam Surface Condensers Appendix Ahappale2002No ratings yet
- NEMO Progressing Cavity PumpsDocument24 pagesNEMO Progressing Cavity PumpsPeñaloz GustavoNo ratings yet
- Saddle Stress CalculationsDocument8 pagesSaddle Stress CalculationsMuthuNo ratings yet
- Hastelloy G 35Document16 pagesHastelloy G 35Ir Go JarNo ratings yet
- Technical Insulation HandbookDocument48 pagesTechnical Insulation HandbookEduardNo ratings yet
- Effect of Viscosity On PumpsDocument4 pagesEffect of Viscosity On PumpsChemkhiNo ratings yet
- Furnace Hot Spot Repair Report Reformer Malaysia Jan 2017 PDFDocument14 pagesFurnace Hot Spot Repair Report Reformer Malaysia Jan 2017 PDFRajabuddin AhmedNo ratings yet
- Improve Selection and Sizing of Storage TanksDocument6 pagesImprove Selection and Sizing of Storage Tankscrespi36100% (1)
- Membrane Separation Process-Week 10Document52 pagesMembrane Separation Process-Week 10baymaxxxxxNo ratings yet
- Optimization Design of The U-Shaped Metal BellowsDocument5 pagesOptimization Design of The U-Shaped Metal BellowsdaymonNo ratings yet
- First Fill LubricantsDocument1 pageFirst Fill LubricantsAnubhav ChandraNo ratings yet
- Fiberglass Tanks, Structures and Component Recertification ProgramDocument2 pagesFiberglass Tanks, Structures and Component Recertification ProgramChristian CoboNo ratings yet
- Ahlstar End-Suction Single-Stage Centrifugal Pumps: Flow EquipmentDocument28 pagesAhlstar End-Suction Single-Stage Centrifugal Pumps: Flow EquipmentARYAN_FATHONI_AMRINo ratings yet
- ZENON MBR Tech (Chris Jeffery)Document70 pagesZENON MBR Tech (Chris Jeffery)Srinivas DiviNo ratings yet
- Hydraulics CurriculumDocument8 pagesHydraulics CurriculumChris ChrisNo ratings yet
- Nitrile Rubber InsulationDocument2 pagesNitrile Rubber Insulationavid_ankurNo ratings yet
- Hair Pin Heat Exchanger - BaherDocument11 pagesHair Pin Heat Exchanger - BahersbmmlaNo ratings yet
- AspenDocument156 pagesAspenapi-3750488No ratings yet
- Mist Elimination Equipment For Sulphuric Acid Production PlantsDocument6 pagesMist Elimination Equipment For Sulphuric Acid Production PlantsOtman AmmiNo ratings yet
- Vessel With Large Opening: PVE SamplesDocument25 pagesVessel With Large Opening: PVE SamplesSivateja NallamothuNo ratings yet
- BioGas Products BrochureDocument4 pagesBioGas Products Brochureawhk2006No ratings yet
- Failure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedDocument6 pagesFailure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedOwais MalikNo ratings yet
- Fabricated Basket Strainers: Features OptionsDocument3 pagesFabricated Basket Strainers: Features OptionsmusaveerNo ratings yet
- Pressure Vessel BrochureDocument18 pagesPressure Vessel BrochureNikhil VermaNo ratings yet
- Installation & Operation Manual: Rev. 2A SEPT 07 P/N 77740213Document17 pagesInstallation & Operation Manual: Rev. 2A SEPT 07 P/N 77740213Anonymous alQXB11EgQNo ratings yet
- 920 01 641 ImpellerOverview 08.03.2017 WebDocument1 page920 01 641 ImpellerOverview 08.03.2017 Websaroat moongwattanaNo ratings yet
- Forged Components Catalog For Pressure Vessel ConnectionsDocument72 pagesForged Components Catalog For Pressure Vessel ConnectionsForged ComponentsNo ratings yet
- Maximum Temperature For SS 310Document3 pagesMaximum Temperature For SS 310yogacruiseNo ratings yet
- RATHDocument12 pagesRATHYoo KyungsikNo ratings yet
- Random Packing CatalogDocument32 pagesRandom Packing CatalogNurul NadirahNo ratings yet
- Improved Analysis of External Loads On Flanged JointsDocument1 pageImproved Analysis of External Loads On Flanged JointsTiHoRNo ratings yet
- Thermal Degassing Fundamentals R4i1 enDocument6 pagesThermal Degassing Fundamentals R4i1 enAnonymous v5uipHNo ratings yet
- Cost Air CoolersDocument1 pageCost Air CoolersSteve WanNo ratings yet
- Effect Chlorine in FreshWaterDocument5 pagesEffect Chlorine in FreshWaterEl Ehsan Abinya FatihNo ratings yet
- User'S Manual of Filament Wound Pressure Vessels: Protec Arisawa Europe S.ADocument33 pagesUser'S Manual of Filament Wound Pressure Vessels: Protec Arisawa Europe S.AkylealamangoNo ratings yet
- Codeline User Guide 80UDocument41 pagesCodeline User Guide 80Udwi yuliantoNo ratings yet
- Codeline User Guide 80S and HDocument46 pagesCodeline User Guide 80S and HThiago PessoaNo ratings yet
- Codeline User Guide E8S SP and E8H SPDocument49 pagesCodeline User Guide E8S SP and E8H SPOsama AhmedNo ratings yet
- Codeline - 80E Series: 8 Inch End Entry Membrane Housing For Ro ApplicationsDocument29 pagesCodeline - 80E Series: 8 Inch End Entry Membrane Housing For Ro ApplicationsCecilia Guerra AburtoNo ratings yet
- 08 6.H Pressure VesselDocument32 pages08 6.H Pressure VesselstargaxxxxNo ratings yet
- BQUA - Hydranautics CPA5-LD MembraneDocument1 pageBQUA - Hydranautics CPA5-LD MembraneBassemNo ratings yet
- Cat 7CP6110 PDFDocument4 pagesCat 7CP6110 PDFBassemNo ratings yet
- C Protec Arisawa Users Manual - en PDFDocument39 pagesC Protec Arisawa Users Manual - en PDFBassemNo ratings yet
- Danfoss Isave Datasheet Energy Recovery DeviceDocument12 pagesDanfoss Isave Datasheet Energy Recovery DeviceBassem100% (1)
- Mikogo User GuideDocument34 pagesMikogo User GuideBassemNo ratings yet
- BQUA - Swc5 MaxDocument1 pageBQUA - Swc5 MaxBassemNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Slau 144 JDocument644 pagesSlau 144 JJuan Ricardo Sanchez LopezNo ratings yet
- User Manual: Logitech Harmony 650 RemoteDocument26 pagesUser Manual: Logitech Harmony 650 RemoteEyalDvoraNo ratings yet
- Moto360 User ManualDocument22 pagesMoto360 User ManualBassemNo ratings yet
- User GuideDocument230 pagesUser GuideedelindNo ratings yet
- Disinfection2 WebDocument200 pagesDisinfection2 WebSrijita JoarderNo ratings yet
- Technical Summary of Oil & Gas Produced Water Treatment TechnologiesDocument53 pagesTechnical Summary of Oil & Gas Produced Water Treatment TechnologiesPrie TeaNo ratings yet
- Method Statement Fire Protection InstallationDocument45 pagesMethod Statement Fire Protection InstallationMuhammad Farezon82% (11)
- IPS Grooved CouplingsDocument2 pagesIPS Grooved CouplingsVijayakumar S.P.No ratings yet
- 25.03 MRL For Abrasive ServiceDocument1 page25.03 MRL For Abrasive ServiceAnonymous LeC3YexoBoNo ratings yet
- Pump Noise and Vibration AttenuationDocument2 pagesPump Noise and Vibration AttenuationSteven A McMurrayNo ratings yet
- Precios AquamineDocument19 pagesPrecios AquamineGABRIELANo ratings yet
- Victaulic Tools For Revit User Manual 6.8.2015Document21 pagesVictaulic Tools For Revit User Manual 6.8.2015bill100% (1)
- Listino Sea RecoveryDocument117 pagesListino Sea RecoveryEduardo Harold ChapuzNo ratings yet
- FFS 0217 2015 Franklin Fueling Systems Price ListDocument208 pagesFFS 0217 2015 Franklin Fueling Systems Price ListpogisimpatikoNo ratings yet
- G 105 PDFDocument88 pagesG 105 PDFsmithwork100% (1)
- NFPA 13 - Aboveground Piping Test Certificate Zona 1 PDFDocument3 pagesNFPA 13 - Aboveground Piping Test Certificate Zona 1 PDFsamantha guerreroNo ratings yet
- GA 315 VSDpart List (AIF 108332 Den)Document74 pagesGA 315 VSDpart List (AIF 108332 Den)Sales AydinkayaNo ratings yet
- Victaulic Fire Protection Specification - March 06Document12 pagesVictaulic Fire Protection Specification - March 06ABELWALIDNo ratings yet
- Grooved FittingsDocument156 pagesGrooved FittingsmostafaabdelrazikNo ratings yet
- Coo Seg Cat CDC Eqf 0002 0Document182 pagesCoo Seg Cat CDC Eqf 0002 0Ricardo VerdugoNo ratings yet
- Victaulic Firelock Igs Installation-Ready Style V9 Sprinkler CouplingDocument3 pagesVictaulic Firelock Igs Installation-Ready Style V9 Sprinkler CouplingRiaz EbrahimNo ratings yet
- Victaulic HVAC Genel Katalog PDFDocument164 pagesVictaulic HVAC Genel Katalog PDFJuan Villavicencio100% (1)
- Firefighting Network Method StatementDocument60 pagesFirefighting Network Method StatementDiaa GobranNo ratings yet
- HALE Portable ProspektDocument24 pagesHALE Portable ProspektKatie LawrenceNo ratings yet
- I PT101Document2 pagesI PT101AndiniPermanaNo ratings yet
- Packing SDocument5 pagesPacking SJoydev GangulyNo ratings yet
- G 105 PDFDocument88 pagesG 105 PDFDicky KhairuddinsyahNo ratings yet
- Dimensions Victaulic ClampDocument12 pagesDimensions Victaulic ClampAries MunandarNo ratings yet
- 3.aparat Central de Control Si Semnalizare Apa Apa PDFDocument14 pages3.aparat Central de Control Si Semnalizare Apa Apa PDFHeart StoneNo ratings yet
- Manual Bomba EspumaDocument108 pagesManual Bomba EspumaFrancisco ManriquezNo ratings yet
- PCW User UnEncryptedDocument46 pagesPCW User UnEncryptedJulia BalabaNo ratings yet
- High Rise Piping Challenge - Eighth Ave Place Calgary - Plumbing HVAC Oct 2011Document4 pagesHigh Rise Piping Challenge - Eighth Ave Place Calgary - Plumbing HVAC Oct 2011prvns0074377No ratings yet
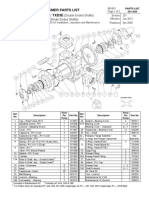
- Blackmer Parts List Pump Models: Txd3E Tx3E: (Double Ended Shafts) (Single Ended Shafts)Document2 pagesBlackmer Parts List Pump Models: Txd3E Tx3E: (Double Ended Shafts) (Single Ended Shafts)Sebastian Espinoza100% (1)
- Firelock NXT™ Preaction Valve With Series 767 Electric/Pneumatic ActuatorDocument44 pagesFirelock NXT™ Preaction Valve With Series 767 Electric/Pneumatic ActuatorChhomNo ratings yet