You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ashrae 15-2013 D-86021Document36 pagesAshrae 15-2013 D-86021Mohammed Abdul ParwezNo ratings yet
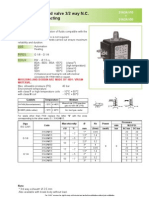
- Solenoid valve 3/2 way N.C. direct acting featuresDocument2 pagesSolenoid valve 3/2 way N.C. direct acting featuresJoseph A. LoeNo ratings yet
- 0751 VICTAULIC in Mechanical PipingDocument17 pages0751 VICTAULIC in Mechanical PipingsyafiqNo ratings yet
- BOILER - Instruction Manual BoilerDocument540 pagesBOILER - Instruction Manual BoilerAndrei Matei100% (5)
- 01-SAMMS-046 Stainless PipeDocument11 pages01-SAMMS-046 Stainless PipesureshNo ratings yet
- Cost Estimate For Submersible Boring at Iccc Building AreaDocument10 pagesCost Estimate For Submersible Boring at Iccc Building AreaShubhankar SharmaNo ratings yet
- MS 06 16 PDFDocument4 pagesMS 06 16 PDFPrateek RajNo ratings yet
- PLATE 2 HydraulicsDocument8 pagesPLATE 2 HydraulicsMarrian AlamagNo ratings yet
- Overpressure Protection and Vent PhilosophyDocument19 pagesOverpressure Protection and Vent PhilosophyswatkoolNo ratings yet
- Kidde FM200Document116 pagesKidde FM200amechmar593583% (6)
- Hannay - Spray Pressure WashingDocument19 pagesHannay - Spray Pressure WashingB. .A. L.No ratings yet
- TransTech Diseño PlantaDocument24 pagesTransTech Diseño PlantaAndres PercyNo ratings yet
- M.engineering - Piping SystemsDocument55 pagesM.engineering - Piping SystemsKordalhs KyriakosNo ratings yet
- Flexible Pipe BrochureDocument12 pagesFlexible Pipe BrochureaishahNo ratings yet
- AutoCAD Plant 3D Complete GuideDocument2 pagesAutoCAD Plant 3D Complete GuideMecanichal SteelNo ratings yet
- QCVN 012020BCT National Technical Regulation On Design Requirements For Petrol Filling Stations (Eng)Document24 pagesQCVN 012020BCT National Technical Regulation On Design Requirements For Petrol Filling Stations (Eng)lwin_oo2435No ratings yet
- Best Practices For Steam Turbine Maintenance and OperationDocument2 pagesBest Practices For Steam Turbine Maintenance and OperationBen MusimaneNo ratings yet
- FFFT Brochure Plasticon Composites WEBVERSION NEWDocument16 pagesFFFT Brochure Plasticon Composites WEBVERSION NEWR&D PeruriNo ratings yet
- Dxe BTV Inst Ins Rev0gDocument60 pagesDxe BTV Inst Ins Rev0gHI5MLENo ratings yet
- K 20009, K 20010, K 20011, K 78076, K 78077, K 78078, K 20341 (1288805)Document21 pagesK 20009, K 20010, K 20011, K 78076, K 78077, K 78078, K 20341 (1288805)Lê Duy NguyễnNo ratings yet
- Essential plumbing fittings and valves guideDocument57 pagesEssential plumbing fittings and valves guideJonathan Delos SantosNo ratings yet
- Plumbers Installation Handbook PDFDocument22 pagesPlumbers Installation Handbook PDFAriel AnascoNo ratings yet
- Passive Screen PDFDocument12 pagesPassive Screen PDFParveez HusnooNo ratings yet
- Service ManualDocument110 pagesService ManualMark Orly IñosaNo ratings yet
- Samsung 2009 VRF DVMDocument60 pagesSamsung 2009 VRF DVMe_mumcik100% (2)
- Pe100 Black He3490 Ls HDocument3 pagesPe100 Black He3490 Ls HVi TrầnNo ratings yet
- Worldwide Supplier of Marine Equipment and Spares: Oleron - UsDocument12 pagesWorldwide Supplier of Marine Equipment and Spares: Oleron - Usnihil kpNo ratings yet
- Mondi Štětí Technical Specification for Equipment and Pipeline MarkingDocument11 pagesMondi Štětí Technical Specification for Equipment and Pipeline MarkingMaksim.em001No ratings yet
- Soku Gas Plant Tie-In WorksDocument17 pagesSoku Gas Plant Tie-In WorksAnyanele Nnamdi Felix86% (7)
- X FirefightingDocument1 pageX FirefightingArun UdayabhanuNo ratings yet