You might also like
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
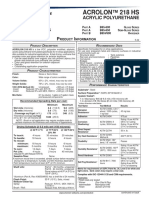
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- DTM Acrylic Pimer Finish B66W1Document4 pagesDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaNo ratings yet
- Macropoxy 646 PW 2021Document4 pagesMacropoxy 646 PW 2021Jeisson BravoNo ratings yet
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
- Macropoxy 646 SEDocument4 pagesMacropoxy 646 SESleyda MunozNo ratings yet
- Polylon 1900 (3853091)Document4 pagesPolylon 1900 (3853091)JOCELYN MEDINANo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
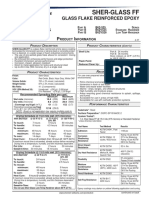
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- TarguardDocument4 pagesTarguardMariela Tabata Calizaya ChipanaNo ratings yet
- Targuard PDFDocument4 pagesTarguard PDFsofian juniardiNo ratings yet
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocument4 pagesCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: Zinc Clad XIDocument4 pagesProtective & Marine Coatings: Zinc Clad XIfdpc1987No ratings yet
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
- DuraplateDocument4 pagesDuraplatelovaldes62No ratings yet
- Poly-Cote 110 (Aug'22)Document4 pagesPoly-Cote 110 (Aug'22)David cNo ratings yet
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Dura-Plate Uhs Primer NSF: Protective & Marine CoatingsDocument4 pagesDura-Plate Uhs Primer NSF: Protective & Marine CoatingscerorideNo ratings yet
- Protective & Marine Coatings: MetalatexDocument4 pagesProtective & Marine Coatings: MetalatexAna CabreraNo ratings yet
- Sherwin Williams - Heatflex Hi-Temp 1200 DatasheetDocument4 pagesSherwin Williams - Heatflex Hi-Temp 1200 DatasheetAce AceNo ratings yet
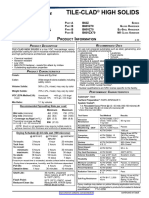
- Sher-Tile HS - SHERWIN WILLIAMSDocument4 pagesSher-Tile HS - SHERWIN WILLIAMSJoão Gilberto Vedana JúniorNo ratings yet
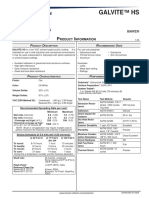
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocument4 pagesProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraNo ratings yet
- LLDPE-218BJ EditDocument3 pagesLLDPE-218BJ EditChu ChuNo ratings yet
- Foodmax Grease CAS S 2 HS - TDS - 263701201 - ENDocument2 pagesFoodmax Grease CAS S 2 HS - TDS - 263701201 - ENDeath HeartNo ratings yet
- Industrial Aluminum Paint: Protective & Marine CoatingsDocument4 pagesIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraNo ratings yet
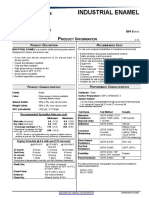
- DATA SHEET Industrial Enamel BlancoDocument4 pagesDATA SHEET Industrial Enamel BlancoAlfredo OrellanaNo ratings yet
- Armorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsDocument4 pagesArmorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsOswaldo SantoyoNo ratings yet
- HojaTecnica Heat Flex Hi Temp 1200Document4 pagesHojaTecnica Heat Flex Hi Temp 1200NANCY JASMIN MORENONo ratings yet
- Highland 74 HF Series Chem Temp Epoxy LinerDocument3 pagesHighland 74 HF Series Chem Temp Epoxy LinerJulian MorantesNo ratings yet
- Devcon Plastic Steel Putty ADocument3 pagesDevcon Plastic Steel Putty AAZLAN ABDULLAINo ratings yet
- Evolution Full-Tech Fe 5w-30 EngDocument1 pageEvolution Full-Tech Fe 5w-30 EngDaniel MartínNo ratings yet
- Polylon HP PDSDocument4 pagesPolylon HP PDSJose MachadoNo ratings yet
- Carboguard 890 PDSDocument5 pagesCarboguard 890 PDScrisNo ratings yet
- EfekDocument2 pagesEfekGasa RafliNo ratings yet
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocument4 pagesPintura Epoxica Sherwin Willians Hoja Seguridad1No ratings yet
- Zinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationDocument8 pagesZinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationThennarasu VelloreNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- L-TSE Turbine OilDocument3 pagesL-TSE Turbine OilYoong TanNo ratings yet
- Urethane Coating 165 PWDocument3 pagesUrethane Coating 165 PWANIBALLOPEZVEGANo ratings yet
- Ube Nylon 5034bDocument1 pageUbe Nylon 5034bDiegoTierradentroNo ratings yet
- Industrial Enamel HS: Protective & Marine CoatingsDocument4 pagesIndustrial Enamel HS: Protective & Marine CoatingsAna CabreraNo ratings yet
- Targaurd Apcs 3 BLACKDocument4 pagesTargaurd Apcs 3 BLACKNoman AhmedNo ratings yet
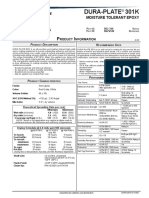
- Duraplate 301K - Sherwin WilliamsDocument4 pagesDuraplate 301K - Sherwin WilliamsJardenson CésarNo ratings yet
- Protective & Marine Coatings: Industrial Enamel Voc ComplyingDocument4 pagesProtective & Marine Coatings: Industrial Enamel Voc ComplyingAna CabreraNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSTrịnh Minh KhoaNo ratings yet
- TGSB (M) Turbine OilDocument3 pagesTGSB (M) Turbine OilQuy NguyenNo ratings yet
- 5.1 Sumatane HSDocument4 pages5.1 Sumatane HSjnu6mnju6njNo ratings yet
- Envirolastic 980 PADocument4 pagesEnvirolastic 980 PAdneradNo ratings yet
- Repsol Maker Hydraulico SC 46Document1 pageRepsol Maker Hydraulico SC 46ibrahim maulanaNo ratings yet
- S-Oil+hydro+fluid TDS PDFDocument1 pageS-Oil+hydro+fluid TDS PDFphucdc095041No ratings yet
- Foodmax Grease CAS S 2 LS - TDS - 263701301 - ENDocument2 pagesFoodmax Grease CAS S 2 LS - TDS - 263701301 - ENDeath Heart100% (1)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- JDocument367 pagesJarturo tuñoque effioNo ratings yet
- 1224 Threading Machine - Operator's Manual PDFDocument71 pages1224 Threading Machine - Operator's Manual PDFAlberto Flores FrancoNo ratings yet
- 940-713-100 - 1224 Parts 116 PDFDocument8 pages940-713-100 - 1224 Parts 116 PDFVicenteRojasLeonNo ratings yet
- Valvulas Mariposas DorotDocument4 pagesValvulas Mariposas DorotVicenteRojasLeonNo ratings yet
- Tuberia Astm A53 Grado A Grado BDocument6 pagesTuberia Astm A53 Grado A Grado BMedardo Silva50% (2)
- Lutung KasarungDocument2 pagesLutung KasarungMirah yundariNo ratings yet
- Creo Design Essentials Brochure (English)Document6 pagesCreo Design Essentials Brochure (English)Victor MitovNo ratings yet
- B1 - Example Essay - How To Write A Balanced EssayDocument2 pagesB1 - Example Essay - How To Write A Balanced EssayEnes Malik ARSLANNo ratings yet
- WWW - Pinterest.com Freeform66 High-Rised-Facade PDFDocument4 pagesWWW - Pinterest.com Freeform66 High-Rised-Facade PDFTeejutha ChomparnNo ratings yet
- Department of Physics Bs Physics 4Th (A) : INSTRUCTORDocument2 pagesDepartment of Physics Bs Physics 4Th (A) : INSTRUCTORAdeel RashidNo ratings yet
- Romantic Music Is A Stylistic Movement In: BackgroundDocument6 pagesRomantic Music Is A Stylistic Movement In: BackgroundMixyNo ratings yet
- Upper Intermediate Quick Check Test 1A: GrammarDocument2 pagesUpper Intermediate Quick Check Test 1A: GrammarCavad İbrahimliNo ratings yet
- Post-Colonial Poetry in EnglishDocument280 pagesPost-Colonial Poetry in EnglishChristian Pangemanan100% (1)
- Citi Cash BackDocument4 pagesCiti Cash BackThanh Duy NguyễnNo ratings yet
- How Beautiful Is SmallDocument11 pagesHow Beautiful Is SmallErica GiesbrechtNo ratings yet
- Static GK Set 48 by DR Vipan GoyalDocument4 pagesStatic GK Set 48 by DR Vipan GoyalrajNo ratings yet
- Adrienne Rich: Diving Into The Wreck Themes HistoryDocument27 pagesAdrienne Rich: Diving Into The Wreck Themes HistoryAngel AemxNo ratings yet
- Mariachi - Antonio BanderasDocument7 pagesMariachi - Antonio BanderasMaldivda Dzuhliandra100% (1)
- 10 Chapter 5Document64 pages10 Chapter 5raajesh257No ratings yet
- 09bill of Quantities (Office-Showroom Fit-Out) PDFDocument15 pages09bill of Quantities (Office-Showroom Fit-Out) PDFAugust PongeNo ratings yet
- Roger Herz-Fischler: Proportions in The Architecture CurriculumDocument23 pagesRoger Herz-Fischler: Proportions in The Architecture CurriculumGARO OHANOGLUNo ratings yet
- SEZ RoutesDocument85 pagesSEZ RoutesHariNo ratings yet
- Elementary To Be ExercisesDocument2 pagesElementary To Be ExercisesAlexNo ratings yet
- NudeRevolutionary Calendar 2012-13Document16 pagesNudeRevolutionary Calendar 2012-13orangesanguine57% (7)
- Dove Real Beauty Sketches CampaignDocument7 pagesDove Real Beauty Sketches CampaignAniqa Akmal100% (1)
- Your Questions and Sai Baba's AnswerDocument34 pagesYour Questions and Sai Baba's AnswerAnonymous ScdwAput100% (2)
- Final Royal Ascot Style Guide 2017Document13 pagesFinal Royal Ascot Style Guide 2017focaxeNo ratings yet
- On The Blue Comet Discussion GuideDocument2 pagesOn The Blue Comet Discussion GuideCandlewick PressNo ratings yet
- The Eighteen-Electron RuleDocument4 pagesThe Eighteen-Electron RuleCarlos AlarconNo ratings yet
- The Cook's Wedding and Other Stories by Chekhov, Anton Pavlovich, 1860-1904Document134 pagesThe Cook's Wedding and Other Stories by Chekhov, Anton Pavlovich, 1860-1904Gutenberg.orgNo ratings yet
- All-In-One RomperDocument4 pagesAll-In-One RompervictoriaNo ratings yet
- 2021 Floral CalendarDocument13 pages2021 Floral CalendarJean April Oligo LantoriaNo ratings yet
- Master Product Catalogue 2015 PDFDocument50 pagesMaster Product Catalogue 2015 PDFsunilkumarsy6638No ratings yet
- LGBT+ Pride Month Celebration by SlidesgoDocument55 pagesLGBT+ Pride Month Celebration by SlidesgosisiNo ratings yet
- Filmora ActivationDocument3 pagesFilmora ActivationJhonel CastanedaNo ratings yet