You might also like
- TechSessionI Benchmarking SartorDocument33 pagesTechSessionI Benchmarking Sartorbigsteve9088No ratings yet
- Project Big GreenDocument23 pagesProject Big Greenbigsteve9088No ratings yet
- Data Center Cooling PDFDocument16 pagesData Center Cooling PDFGonzalo Prado100% (1)
- Article Excerpts From Cec Report 1702Document34 pagesArticle Excerpts From Cec Report 1702bigsteve9088No ratings yet
- Gas Turbine Parts Life ExtensionDocument27 pagesGas Turbine Parts Life Extensionbigsteve9088No ratings yet
- Building Design Process and Cost Swegon 2008Document67 pagesBuilding Design Process and Cost Swegon 2008bigsteve9088No ratings yet
- Effects of High Fuel Loading and CO2 Dilution On Oxymethane IgnitionDocument27 pagesEffects of High Fuel Loading and CO2 Dilution On Oxymethane Ignitionbigsteve9088No ratings yet
- Carbon: Piyas Chowdhury, Huseyin Sehitoglu, Richard RateickDocument12 pagesCarbon: Piyas Chowdhury, Huseyin Sehitoglu, Richard Rateickbigsteve9088No ratings yet
- Erjiang Hu, Xiaotian Li, Xin Meng, Yizhen Chen, Yu Cheng, Yongliang Xie, Zuohua HuangDocument10 pagesErjiang Hu, Xiaotian Li, Xin Meng, Yizhen Chen, Yu Cheng, Yongliang Xie, Zuohua Huangbigsteve9088No ratings yet
- Primer ArticuloDocument9 pagesPrimer ArticuloOsvaldo OrozcoNo ratings yet
- Explosion Protection - Using The DatabaseDocument39 pagesExplosion Protection - Using The Databasebigsteve9088No ratings yet
- Designing TurbogeneratorDocument6 pagesDesigning TurbogeneratorMadhan GopalNo ratings yet
- Brushless Excitation System of Turbo GeneratorDocument8 pagesBrushless Excitation System of Turbo Generatorbigsteve9088No ratings yet
- ABB Manual PDFDocument264 pagesABB Manual PDFСемён СемёновичNo ratings yet
- Delivering Cutting-Edge Turbine TechnologiesDocument13 pagesDelivering Cutting-Edge Turbine TechnologiesPiNGPooNGNo ratings yet
- High-Temperature Low-Cycle-Fatigue and Crack-Growth BehaviorDocument331 pagesHigh-Temperature Low-Cycle-Fatigue and Crack-Growth Behaviorbigsteve9088No ratings yet
- GER 3695e GE Aeroderivative Gas Turbines Design and Operating FeaturesDocument24 pagesGER 3695e GE Aeroderivative Gas Turbines Design and Operating FeaturesTony AppsNo ratings yet
- Sermaloy J Diffused Slurry Aluminide Coating: AdvantagesDocument1 pageSermaloy J Diffused Slurry Aluminide Coating: Advantagesbigsteve9088No ratings yet
- Rotor Bore Inspections PDFDocument1 pageRotor Bore Inspections PDFbigsteve9088No ratings yet
- Balance This! - Peg&TdfDocument22 pagesBalance This! - Peg&TdfMarimuthu AyyamperumalNo ratings yet
- APN-053 Auxiliary Devices For Generator Protection PDFDocument24 pagesAPN-053 Auxiliary Devices For Generator Protection PDFbigsteve9088No ratings yet
- Vibration IsolationDocument14 pagesVibration IsolationYogesh100% (7)
- 30 PTT Motor Maintenance Mersen PDFDocument14 pages30 PTT Motor Maintenance Mersen PDFMohamed ShabanNo ratings yet
- Coolprop PDFDocument79 pagesCoolprop PDFakbarfarrazNo ratings yet
- Fundamentals of Generator ProtectionDocument124 pagesFundamentals of Generator ProtectionZaks More100% (1)
- 1295 ThomasDocument6 pages1295 Thomasbigsteve9088No ratings yet
- EP05 2003-NonDestructiveExaminationDocument21 pagesEP05 2003-NonDestructiveExaminationbigsteve9088No ratings yet
- Pipe Network Flow RatesDocument49 pagesPipe Network Flow Ratesbigsteve9088No ratings yet
- Actuators: On Hirth Ring Couplings: Design Principles Including The Effect of FrictionDocument21 pagesActuators: On Hirth Ring Couplings: Design Principles Including The Effect of Frictionbigsteve9088No ratings yet
- 3 Thermal Barrier CoatingDocument10 pages3 Thermal Barrier CoatingHernan GirautNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
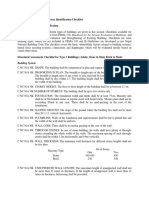
- Structural Assessment ChecklistDocument11 pagesStructural Assessment ChecklistSubash BastolaNo ratings yet
- Anchor Base Plate and Bolt Sizing Calculation Narmada Rev. 4-chkDocument7 pagesAnchor Base Plate and Bolt Sizing Calculation Narmada Rev. 4-chkSamwailNo ratings yet
- Section 4 Diseño de Tajeos-TraduccionDocument74 pagesSection 4 Diseño de Tajeos-TraduccionPaul Perez MatosNo ratings yet
- 2013 0667 TK Geo 13 ENG.123Document112 pages2013 0667 TK Geo 13 ENG.123SURYANo ratings yet
- 31003Document4 pages31003Elliott RussellNo ratings yet
- BS 6093: 1993 - Design of Joints and Jointing in Building ConstructionDocument49 pagesBS 6093: 1993 - Design of Joints and Jointing in Building Constructionsathiyan83% (6)
- Ijee1136 - Manual Mdsolid InglesDocument7 pagesIjee1136 - Manual Mdsolid Inglesnorman12normanNo ratings yet
- High Strength CGSTDocument15 pagesHigh Strength CGSTLeonardoNo ratings yet
- L. E. Reese, Analysis and Design of Shallow and Deep Foundations, 2006Document627 pagesL. E. Reese, Analysis and Design of Shallow and Deep Foundations, 2006Karim Abousselham100% (4)
- FEA Flat Plate AnalysisDocument6 pagesFEA Flat Plate Analysisarunprasath1978No ratings yet
- Geotechnical 2011+ PDFDocument16 pagesGeotechnical 2011+ PDFJoy MondalNo ratings yet
- Strut-And-Tie Models As Per EC2 by Mpa The Concrete Centre PDFDocument69 pagesStrut-And-Tie Models As Per EC2 by Mpa The Concrete Centre PDFSushank Dani0% (1)
- Eco-Friendly Concrete Containing Recycled Plastic As Partial Replacement For SandDocument13 pagesEco-Friendly Concrete Containing Recycled Plastic As Partial Replacement For SandSofii VictoriannaNo ratings yet
- Experimental Pull-Out Tests and Design IndicationsDocument16 pagesExperimental Pull-Out Tests and Design Indicationsحسام رسميNo ratings yet
- Lecture 12 - Advanced ST SysDocument73 pagesLecture 12 - Advanced ST SysAmgad Aly FahmyNo ratings yet
- Concise Eurocode 2Document118 pagesConcise Eurocode 2Nishani Sandamalika50% (2)
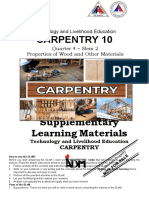
- SLM 2 CARPENTRY 10 4th QuarterDocument7 pagesSLM 2 CARPENTRY 10 4th QuarterMerele PlasenciaNo ratings yet
- International Journal of Research in Science and Technology Volume 2, Issue 1 January - March 2015 ISSN: 2394-9554Document120 pagesInternational Journal of Research in Science and Technology Volume 2, Issue 1 January - March 2015 ISSN: 2394-9554empyrealNo ratings yet
- RL 05 Finite Element Analysis of Underframe For 5500 HP Wdg5 RDSODocument81 pagesRL 05 Finite Element Analysis of Underframe For 5500 HP Wdg5 RDSOjaskaran singhNo ratings yet
- Safety Valve (IBOP) Service ManualDocument50 pagesSafety Valve (IBOP) Service ManualGiorgiana Rosu100% (4)
- ACI - FRP Design 01Document32 pagesACI - FRP Design 01JoseNo ratings yet
- Brass Culvert 2.7 TechnicalManualDocument35 pagesBrass Culvert 2.7 TechnicalManualEdelyn Lindero AmbosNo ratings yet
- Tutorials 3DDocument162 pagesTutorials 3DhuyxpkissNo ratings yet
- Is 800 2007Document300 pagesIs 800 2007Deepak MeenaNo ratings yet
- 6 CVP321 UU Compression Test 2023 PresentationDocument10 pages6 CVP321 UU Compression Test 2023 Presentationbvsbsgfb37663No ratings yet
- Analysis of Mechanical Properties of Natural Fibre Composites by Experimental With FEADocument5 pagesAnalysis of Mechanical Properties of Natural Fibre Composites by Experimental With FEArahul reddyNo ratings yet
- Effect of Differential Creep and Shrinkage On Prestressed Composite Concrete SectionsDocument15 pagesEffect of Differential Creep and Shrinkage On Prestressed Composite Concrete SectionsThomas WilsonNo ratings yet
- Applying Finite Element Based Limit Load Analysis Methods To Structures Under Dynamic LoadsDocument5 pagesApplying Finite Element Based Limit Load Analysis Methods To Structures Under Dynamic LoadsM Afif HidayatNo ratings yet
- Tlulilv: For Polytetrafluoroethylene Molded BasicDocument6 pagesTlulilv: For Polytetrafluoroethylene Molded BasicjenishjsNo ratings yet
- Numerical Fracture MechanicsDocument4 pagesNumerical Fracture Mechanicsg401992No ratings yet