You might also like
- Abrasive Flow Finishing Process - A Case StudyDocument5 pagesAbrasive Flow Finishing Process - A Case StudySujay SaxenaNo ratings yet
- 125marra 3Document6 pages125marra 3Djm AlgNo ratings yet
- Engineering Properties of Asphalt Binder ModifiedDocument13 pagesEngineering Properties of Asphalt Binder ModifiedThomasNo ratings yet
- Racture Behaviour of Epoxy Adhesive Joints Modified With Core-Shell Rubber NanoparticleDocument11 pagesRacture Behaviour of Epoxy Adhesive Joints Modified With Core-Shell Rubber NanoparticleFAIQNo ratings yet
- 422 Paper Om AWJM From AIMTDRDocument5 pages422 Paper Om AWJM From AIMTDRRAJARAM KUMAR GUPTANo ratings yet
- An Analysis of Composite Drive Shaft Using Ansys AcpDocument8 pagesAn Analysis of Composite Drive Shaft Using Ansys AcpTJPRC PublicationsNo ratings yet
- Study of Surface Parameters of Inconel 600 by Extrusion Honing ProcessDocument5 pagesStudy of Surface Parameters of Inconel 600 by Extrusion Honing ProcessAnil kumarNo ratings yet
- Optimizing The Machining Parameters of Abrasive Water Jet Machining For Polymer Nano Composite Containing Tungsten Carbide NanoparticlesDocument6 pagesOptimizing The Machining Parameters of Abrasive Water Jet Machining For Polymer Nano Composite Containing Tungsten Carbide Nanoparticlesishan shahNo ratings yet
- Achieving Agma 10 Quality LevelDocument7 pagesAchieving Agma 10 Quality LevelSuresh GopalanNo ratings yet
- Metals 08 00999 PDFDocument16 pagesMetals 08 00999 PDFJoão TarelhoNo ratings yet
- Interface Value GradesDocument16 pagesInterface Value Gradesvagner boldiNo ratings yet
- Document 2 dd4v 03052016 PDFDocument6 pagesDocument 2 dd4v 03052016 PDFMonica BoccaNo ratings yet
- 30 38 Engl PDFDocument18 pages30 38 Engl PDFJavad AmnianNo ratings yet
- Cost Study Infusion Vs PrepregDocument17 pagesCost Study Infusion Vs PrepregAjith Krishnan100% (1)
- Ijciet 09 08 005Document7 pagesIjciet 09 08 005Mykkwong WongNo ratings yet
- Laboratory Testing of Brake Pads Made of Organic MDocument8 pagesLaboratory Testing of Brake Pads Made of Organic M刘牛No ratings yet
- Frictional Performance Evaluation of Newly Designed Brake Pad Materials5Document7 pagesFrictional Performance Evaluation of Newly Designed Brake Pad Materials5vikasNo ratings yet
- Effect of Sintering Parameters and Flow Agent On The Mechanical Properties of High Speed Sintered ElastomerDocument12 pagesEffect of Sintering Parameters and Flow Agent On The Mechanical Properties of High Speed Sintered ElastomermakrsnakminesNo ratings yet
- Design and Analysis of Carbon Fiber / Epoxy Resin Brake RotorDocument6 pagesDesign and Analysis of Carbon Fiber / Epoxy Resin Brake RotorIOSRjournalNo ratings yet
- Performance Evaluation of An Aerofoil Fabricated Through Additive Manufacturing Based On Surface Characteristics Using Simulation, Experimental TechniquesDocument10 pagesPerformance Evaluation of An Aerofoil Fabricated Through Additive Manufacturing Based On Surface Characteristics Using Simulation, Experimental TechniqueskrishnaNo ratings yet
- Metallic Sample Preparation For EBSD by Mechanical Method and Argon Ion Beam MillingDocument5 pagesMetallic Sample Preparation For EBSD by Mechanical Method and Argon Ion Beam MillingGee AbrahamNo ratings yet
- Use of Nanoparticles For Enhancing The Interlaminar Properties of Fiber-Reinforced Composites and Adhesively Bonded Joints-A ReviewDocument29 pagesUse of Nanoparticles For Enhancing The Interlaminar Properties of Fiber-Reinforced Composites and Adhesively Bonded Joints-A Reviewmkumar_234155No ratings yet
- DACC - Catalog - Carbon-Ceramic-Brake-DiscDocument12 pagesDACC - Catalog - Carbon-Ceramic-Brake-DiscscientransNo ratings yet
- Optimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersDocument10 pagesOptimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersArunesh chandraNo ratings yet
- Tribo-Evaluation of Aluminium Based Metal Matrix Composites Used For Automobile Brake Pad ApplicationsDocument6 pagesTribo-Evaluation of Aluminium Based Metal Matrix Composites Used For Automobile Brake Pad ApplicationsSEP-PublisherNo ratings yet
- Rolling Mills WRs Coating Alternative - Thermal Spraying by HVAF - AIST 2022Document4 pagesRolling Mills WRs Coating Alternative - Thermal Spraying by HVAF - AIST 2022Alexandar MarinkovicNo ratings yet
- Cast It2000Document5 pagesCast It2000jkpolino85No ratings yet
- 4817 - Taber Test Abrasion Testing ReportDocument3 pages4817 - Taber Test Abrasion Testing ReportJorge RodriguezNo ratings yet
- Metco®601NS 10-141Document11 pagesMetco®601NS 10-141張政雄No ratings yet
- CIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonDocument4 pagesCIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonL RaculxkNo ratings yet
- Bab IiDocument9 pagesBab IiJabek GamingNo ratings yet
- Chap 400-19Document16 pagesChap 400-19Pavimentos GCANo ratings yet
- Effect of Stress Levels and Temperatures On Stress Recovery of Asphalt BindersDocument10 pagesEffect of Stress Levels and Temperatures On Stress Recovery of Asphalt BindersIJRASETPublicationsNo ratings yet
- An Investigation Into CO Laser Trimming of CFRP and GFRP CompositesDocument6 pagesAn Investigation Into CO Laser Trimming of CFRP and GFRP CompositesBerkath Ali KhanNo ratings yet
- Abdul Khoni 2018 IOP Conf. Ser.: Mater. Sci. Eng. 343 012014 PDFDocument8 pagesAbdul Khoni 2018 IOP Conf. Ser.: Mater. Sci. Eng. 343 012014 PDFchandanNo ratings yet
- Effect of Stress Levels and Temperatures On Creep Compliance of Asphalt BindersDocument11 pagesEffect of Stress Levels and Temperatures On Creep Compliance of Asphalt BindersIJRASETPublicationsNo ratings yet
- Tire Chipping & ChunkingDocument7 pagesTire Chipping & ChunkingavdeoreNo ratings yet
- Zghair 2019 IOP Conf. Ser.: Mater. Sci. Eng. 579 012046Document14 pagesZghair 2019 IOP Conf. Ser.: Mater. Sci. Eng. 579 012046Ali YousefNo ratings yet
- Engineering Failure Analysis: Barathiraja K, Devaradjane G, Anup Bhattacharya, Sivakumar V, Vivek Yadav TDocument15 pagesEngineering Failure Analysis: Barathiraja K, Devaradjane G, Anup Bhattacharya, Sivakumar V, Vivek Yadav TDavid PadialNo ratings yet
- Chersterton Arc 982 PDFDocument2 pagesChersterton Arc 982 PDFMohamed Nouzer100% (1)
- Effects of Ultrasonic Burnishing On The Surface Quality ofDocument6 pagesEffects of Ultrasonic Burnishing On The Surface Quality ofChoy Hau YanNo ratings yet
- Improving The Quality of The Machining Process Through New TechnologiesDocument4 pagesImproving The Quality of The Machining Process Through New TechnologiesKaitlynNo ratings yet
- 8 Art 6 PDFDocument12 pages8 Art 6 PDFMuhammad IqbalNo ratings yet
- Ijaret: © IaemeDocument17 pagesIjaret: © IaemeIAEME PublicationNo ratings yet
- Im 7Document3 pagesIm 7CarlosPerezNo ratings yet
- Effect of Nanofiller On Fibre Laser Drilling Quality of Carbon Fibre Reinforced Polymer Composite LaminatesDocument14 pagesEffect of Nanofiller On Fibre Laser Drilling Quality of Carbon Fibre Reinforced Polymer Composite LaminatesmechanicalsrivasansNo ratings yet
- 1218 MSFCDocument8 pages1218 MSFCAgosh McNo ratings yet
- Grinding Valve JournalDocument12 pagesGrinding Valve JournalmuhammadshultonskNo ratings yet
- Finite Element Analysis and Optimization of Composite Drive ShaftDocument10 pagesFinite Element Analysis and Optimization of Composite Drive ShaftIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Sae Arp1820cDocument3 pagesSae Arp1820cjacky kuanNo ratings yet
- Superfinishing GearsDocument6 pagesSuperfinishing GearsdavideNo ratings yet
- Shore D Hardness of Cast PA6 Based CompositesDocument5 pagesShore D Hardness of Cast PA6 Based CompositesJigar M. UpadhyayNo ratings yet
- Investigation On Interlaminar Shear Strength Properties of Disc Laser Machined Consolidated CF-PPS LaminatesDocument8 pagesInvestigation On Interlaminar Shear Strength Properties of Disc Laser Machined Consolidated CF-PPS LaminatesPaulo UtargNo ratings yet
- On Kerosene Lubrication of Hybrid Ball BearingsDocument7 pagesOn Kerosene Lubrication of Hybrid Ball BearingsNicolae LucaNo ratings yet
- Fatigue Test RigDocument6 pagesFatigue Test RigDilip PatelNo ratings yet
- Comparative Analysis of Energy Director Styles On Polybutylene Terephthalate (PBT) With Servo-Driven Ultrasonic WelderDocument9 pagesComparative Analysis of Energy Director Styles On Polybutylene Terephthalate (PBT) With Servo-Driven Ultrasonic WelderLakshmi Ganesh SudikondaNo ratings yet
- Automotive Turbocharger Compressor CFD and Extension Towards Incorporating Installation EffectsDocument10 pagesAutomotive Turbocharger Compressor CFD and Extension Towards Incorporating Installation EffectsMuhtasim FuadNo ratings yet
- Is 14331 1995Document11 pagesIs 14331 1995shamrajjNo ratings yet
- The Nature of Opal I. Nomenclature and Constituent PhasesDocument14 pagesThe Nature of Opal I. Nomenclature and Constituent PhasesBbjoy KaZaNo ratings yet
- H-E Parts Data Sheet PT-60 Chromium CarbideDocument1 pageH-E Parts Data Sheet PT-60 Chromium CarbideJorge VillalobosNo ratings yet
- Buffing Process in ManufacturingDocument4 pagesBuffing Process in ManufacturingParmar DivyangNo ratings yet
- Gold Extraction ProcessDocument1 pageGold Extraction ProcessBintang Mas SelulerNo ratings yet
- AGM Art'S-Way: Sharpest Edge Sharpest PriceDocument4 pagesAGM Art'S-Way: Sharpest Edge Sharpest PriceWest BeefNo ratings yet
- Tenax 35S (E 42 5 B 32 H5)Document1 pageTenax 35S (E 42 5 B 32 H5)brunizzaNo ratings yet
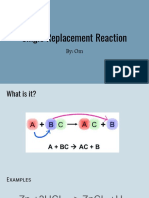
- Single Replacement ReactionDocument12 pagesSingle Replacement Reactionapi-480822405No ratings yet
- CreepDocument26 pagesCreepOsu AmpawanonNo ratings yet
- Code Cases PDFDocument26 pagesCode Cases PDFCalcgen EngineeringNo ratings yet
- ULO2b MetalsDocument11 pagesULO2b MetalsCHARLIE AMOGUIS JRNo ratings yet
- Excellence... Efficiency... Expertise: Tooling For Metal IndustryDocument12 pagesExcellence... Efficiency... Expertise: Tooling For Metal IndustrysalesNo ratings yet
- DOME-I Unit 1 - Lec 2Document21 pagesDOME-I Unit 1 - Lec 2Gautam Gunjan100% (1)
- Comparative Chemistry of B, Al, Ga, In, TLDocument13 pagesComparative Chemistry of B, Al, Ga, In, TLMmadu CcyNo ratings yet
- Fa034 - Astm e 1025Document5 pagesFa034 - Astm e 1025Nestor De Jesus Pico TorresNo ratings yet
- Random Products Bonded Arbasives CatalogDocument42 pagesRandom Products Bonded Arbasives Catalogmo2ls100% (1)
- Methods For'Measuring Case Depth of Steel: Indian StandardDocument7 pagesMethods For'Measuring Case Depth of Steel: Indian Standardsingaravelan narayanasamyNo ratings yet
- WSS Technical Update - Repair Welding of Seawater PipesDocument8 pagesWSS Technical Update - Repair Welding of Seawater PipesIvan GrbacNo ratings yet
- LESSON 4-Solidification of Metals and AlloysDocument19 pagesLESSON 4-Solidification of Metals and Alloysmichael-education KNo ratings yet
- 4CH1 2CR Que 20220118Document20 pages4CH1 2CR Que 20220118Mohamed MuhajireenNo ratings yet
- Steel Plates DefectsDocument10 pagesSteel Plates DefectsnedunchiNo ratings yet
- Vci 2000 BrochureDocument8 pagesVci 2000 BrochuretechopelessNo ratings yet
- Datasheet Sandvik Saf 2507 en PDFDocument15 pagesDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- Metal Spinning, Flow Turning & Flow FormingDocument56 pagesMetal Spinning, Flow Turning & Flow FormingRajeswari RNo ratings yet
- TS en Iso 15614-8Document51 pagesTS en Iso 15614-8Emin GulerNo ratings yet
- High-Temperature High-Strength Nickel-Base Alloys: A Practical Guide To The Use of Nickel-Containing Alloys N 393Document86 pagesHigh-Temperature High-Strength Nickel-Base Alloys: A Practical Guide To The Use of Nickel-Containing Alloys N 393DNH RND - VijaykumarNo ratings yet
- Astm E716-94 PDFDocument5 pagesAstm E716-94 PDFRaúl100% (1)
- Ador CWC Booklet WebDocument97 pagesAdor CWC Booklet Webreeet87No ratings yet
- Engineering Materials MCQs PDFDocument41 pagesEngineering Materials MCQs PDFRamesh KondriNo ratings yet
- Use of Pyroxenite in Place of DolomiteDocument4 pagesUse of Pyroxenite in Place of DolomiteDhirender KapoorNo ratings yet