You might also like
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Inorganic Zinc-Rich Silicate: IS 14946: Protective Coating World Wide ProductsDocument4 pagesInorganic Zinc-Rich Silicate: IS 14946: Protective Coating World Wide ProductsSubham SahuNo ratings yet
- 975p Interline PDFDocument4 pages975p Interline PDFRicardo Correa ColoradoNo ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intertherm - 3350 - Eng - A4 - 20150818Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intertherm - 3350 - Eng - A4 - 20150818vtnhoemNo ratings yet
- Interchar 963: Acrylic IntumescentDocument4 pagesInterchar 963: Acrylic IntumescentImran MulaniNo ratings yet
- Interplate 997: Inorganic Zinc SilicateDocument4 pagesInterplate 997: Inorganic Zinc SilicateRoshan AravinthNo ratings yet
- Interchar 1190: Water Borne Intumescent CoatingDocument4 pagesInterchar 1190: Water Borne Intumescent Coatingsubham sahuNo ratings yet
- Interprime 198 PDFDocument4 pagesInterprime 198 PDFandreaju2013No ratings yet
- Interchar 2090: Acrylic IntumescentDocument4 pagesInterchar 2090: Acrylic IntumescentEngTamerNo ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interprime - 198 - Eng - Usa - LTR - 20150205Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interprime - 198 - Eng - Usa - LTR - 20150205Roberta RamosNo ratings yet
- Interplus 1180: Protective CoatingsDocument4 pagesInterplus 1180: Protective CoatingsAnindya Aulia PratiwiNo ratings yet
- Interline 399Document4 pagesInterline 399pinky_y2kNo ratings yet
- TDS PDF Intertherm - 751CSADocument4 pagesTDS PDF Intertherm - 751CSAwilliam sukyonoNo ratings yet
- Interlac 826Document4 pagesInterlac 826Doby YuniardiNo ratings yet
- Vinyl Ester-Glass Flake PaintDocument4 pagesVinyl Ester-Glass Flake PaintSimbu ArasanNo ratings yet
- Intertherm 79: Temporary Protective PrimerDocument4 pagesIntertherm 79: Temporary Protective PrimerNassim Ben AbdeddayemNo ratings yet
- Intertherm 751Document4 pagesIntertherm 751angelito bernalNo ratings yet
- Interzone 954Document4 pagesInterzone 954johnson_regoNo ratings yet
- 789 UkDocument4 pages789 UkAhmed IbrahimNo ratings yet
- aE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interchar - 1260 - Eng - A4 - 20150205Document4 pagesaE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interchar - 1260 - Eng - A4 - 20150205Annas QahharNo ratings yet
- Intergard 269 DatasheetDocument4 pagesIntergard 269 DatasheetBalasubramanian AnanthNo ratings yet
- Carbozinc 858: Selection & Specification DataDocument4 pagesCarbozinc 858: Selection & Specification DataNico RoisnerNo ratings yet
- Intertuf 262: Surface Tolerant EpoxyDocument4 pagesIntertuf 262: Surface Tolerant EpoxyGLADYS2714No ratings yet
- Interzinc 22Document4 pagesInterzinc 22dexterisNo ratings yet
- Interchar 973 (Ac) TdsEngDocument4 pagesInterchar 973 (Ac) TdsEngshameelNo ratings yet
- E Program Files An ConnectManager SSIS TDS PDF Interchar 1190 Eng A4 20200309Document4 pagesE Program Files An ConnectManager SSIS TDS PDF Interchar 1190 Eng A4 20200309Ramesh RathinamNo ratings yet
- Intergard 251 Tech Data SheetDocument0 pagesIntergard 251 Tech Data SheetL Mahender ReddyNo ratings yet
- Xylar Data SheetDocument3 pagesXylar Data Sheetsarath6725No ratings yet
- Interzone 1000: Glass Flake EpoxyDocument4 pagesInterzone 1000: Glass Flake EpoxyAnindya Aulia PratiwiNo ratings yet
- Intertherm 898CSA: Heat Resistant Cold Spray AluminumDocument4 pagesIntertherm 898CSA: Heat Resistant Cold Spray Aluminumsabari ramasamyNo ratings yet
- Intertherm 50: Silicone AluminiumDocument4 pagesIntertherm 50: Silicone Aluminiumnoto.sugiartoNo ratings yet
- Interseal 547: Surface Tolerant EpoxyDocument4 pagesInterseal 547: Surface Tolerant EpoxyTài Đỗ VănNo ratings yet
- PDS Intergard 906Document4 pagesPDS Intergard 906SUBHOMOYNo ratings yet
- Interzinc 75V: Zinc-Rich EpoxyDocument4 pagesInterzinc 75V: Zinc-Rich EpoxyTrịnh Minh KhoaNo ratings yet
- InternationDocument4 pagesInternationRauf AliyevNo ratings yet
- 306 UkDocument4 pages306 UkAhmed IbrahimNo ratings yet
- Intergard 966: Product DescriptionDocument4 pagesIntergard 966: Product DescriptionSUBHOMOYNo ratings yet
- Intertherm 875 High Temperature Silicone Acrylic (Findotek)Document4 pagesIntertherm 875 High Temperature Silicone Acrylic (Findotek)Karsim BoimNo ratings yet
- Interzone 954Document0 pagesInterzone 954hennawijayaNo ratings yet
- Interchar 404 Fire GreyDocument4 pagesInterchar 404 Fire GreyaymanNo ratings yet
- Interlac 1 Gris MamaparoDocument4 pagesInterlac 1 Gris Mamaparowilfran villegasNo ratings yet
- Interbond 600 PDFDocument4 pagesInterbond 600 PDFTrịnh Minh KhoaNo ratings yet
- Interzinc 2265: Product DescriptionDocument4 pagesInterzinc 2265: Product DescriptionIsabelo AbaoNo ratings yet
- Protective Coating-3Document0 pagesProtective Coating-3Sivaratnam NavatharanNo ratings yet
- Interprime 198: Product DescriptionDocument4 pagesInterprime 198: Product DescriptionAndri AjaNo ratings yet
- Interprime 198Document4 pagesInterprime 198Andri AjaNo ratings yet
- 312 UkDocument4 pages312 UkAhmed IbrahimNo ratings yet
- Intershield 300Document4 pagesIntershield 300shameelNo ratings yet
- Res Q SteelDocument4 pagesRes Q SteelTrịnh Minh KhoaNo ratings yet
- 697 UkDocument4 pages697 UkAhmed IbrahimNo ratings yet
- Interline 975: Solvent Free Epoxy Tank CoatingDocument4 pagesInterline 975: Solvent Free Epoxy Tank Coatingnoto.sugiartoNo ratings yet
- Interthane 138: Product DescriptionDocument4 pagesInterthane 138: Product DescriptionSUBHOMOYNo ratings yet
- Interline 983+ds+eng PDFDocument4 pagesInterline 983+ds+eng PDFMohamed NouzerNo ratings yet
- Polibrid 705 Data SheetDocument4 pagesPolibrid 705 Data SheetProject NiteksindoNo ratings yet
- 404 UkDocument4 pages404 UkAhmed IbrahimNo ratings yet
- Intercure 99Document4 pagesIntercure 99Doby YuniardiNo ratings yet
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- Bitumastic 300MDocument2 pagesBitumastic 300Mtharman749781No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- EERPPF enDocument3 pagesEERPPF enRohit RathiNo ratings yet
- IS Code 803Document98 pagesIS Code 803prnpa234No ratings yet
- New Doc 2019-06-17 15.37.47Document1 pageNew Doc 2019-06-17 15.37.47Rohit RathiNo ratings yet
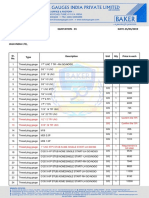
- Quotation-01 For Plug GaugeDocument3 pagesQuotation-01 For Plug GaugeRohit RathiNo ratings yet
- Curtain WallDocument1 pageCurtain WallSakshi AjmeraNo ratings yet
- Fosroc Nitocote HT120: Constructive SolutionsDocument4 pagesFosroc Nitocote HT120: Constructive SolutionsVincent JavateNo ratings yet
- White and Colour WashingDocument2 pagesWhite and Colour WashingAnonymous Qm0zbNkNo ratings yet
- Davco Grout 280 ECO - BROCHURE - 2 PDFDocument2 pagesDavco Grout 280 ECO - BROCHURE - 2 PDFbenjaminNo ratings yet
- Company Profile - WideDocument13 pagesCompany Profile - WideTeknik produksi wikonNo ratings yet
- Detailed BillDocument13 pagesDetailed BillAshishNo ratings yet
- JJB308Document20 pagesJJB308Pablo AllosiaNo ratings yet
- Polystone G BrochureDocument8 pagesPolystone G BrochurewickednessNo ratings yet
- Admixture Data Sheets. 9th EditionDocument9 pagesAdmixture Data Sheets. 9th Editionbatara2007No ratings yet
- Rapidcure: Waterproofing and Leak Arrest Product Group Rapidcure RCCDocument1 pageRapidcure: Waterproofing and Leak Arrest Product Group Rapidcure RCCHeramb TrifaleyNo ratings yet
- Lecture 21 PhosphorousDocument53 pagesLecture 21 PhosphorousAnilKumar100% (2)
- Poly Fuel Full Paper in PDFDocument15 pagesPoly Fuel Full Paper in PDFAbhishek PancholiNo ratings yet
- Shape Memory AlloysDocument16 pagesShape Memory AlloysIvan HernandezNo ratings yet
- Methodology For Minor Bridges / Under Passes 1.0 Scope: Continental Engineering CorporationDocument10 pagesMethodology For Minor Bridges / Under Passes 1.0 Scope: Continental Engineering Corporationvenkateswara rao PothinaNo ratings yet
- Complete EDM Handbook - 11 PDFDocument15 pagesComplete EDM Handbook - 11 PDFAamir HayatNo ratings yet
- Non Ferrous Metal RecycleDocument7 pagesNon Ferrous Metal RecycleApratim MahajanNo ratings yet
- Samsung B1215J Washing Machine ManualDocument23 pagesSamsung B1215J Washing Machine Manualthe_bgfNo ratings yet
- MarineLine784 Protective CoatingsDocument8 pagesMarineLine784 Protective CoatingsTimuçin ÇolakelNo ratings yet
- Biopolymers: Presented By-Md. Shahriar Hasan Dept. of Chemistry, Sust. Semester - 4/2 Reg. No - 2015131017Document16 pagesBiopolymers: Presented By-Md. Shahriar Hasan Dept. of Chemistry, Sust. Semester - 4/2 Reg. No - 2015131017নিউটন নিয়োগীNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument8 pagesCambridge International Advanced Subsidiary and Advanced LevelshyamalaNo ratings yet
- Fosroc Cemtop 250T: (Formerly Nitoflor Leveltop)Document4 pagesFosroc Cemtop 250T: (Formerly Nitoflor Leveltop)Vincent JavateNo ratings yet
- Interconection Pipe RackDocument16 pagesInterconection Pipe RackPhucChuVanNo ratings yet
- Pyromation Product Catalog Part Number Application GuideDocument8 pagesPyromation Product Catalog Part Number Application GuideSakahi SharmaNo ratings yet
- Alloy Design For Additive Manufacturing: Eric. A. JägleDocument43 pagesAlloy Design For Additive Manufacturing: Eric. A. JäglePopa Nicolea MirelaNo ratings yet
- DCP ProductionDocument7 pagesDCP ProductionNadeem AkhtarNo ratings yet
- AB-3P Technical Reference ManualDocument67 pagesAB-3P Technical Reference ManualTeh NicoleNo ratings yet
- Cniai 34686 0004Document83 pagesCniai 34686 0004Nirosha Dilrangi PereraNo ratings yet
- Understanding and Using Asphalt Emulsion: Emulsion 101 by Jack DoughertyDocument42 pagesUnderstanding and Using Asphalt Emulsion: Emulsion 101 by Jack Doughertysofian juniardiNo ratings yet
- Lesson Plan in Science 10 Chemistry: John Glenn E. Labrador Bsed - IvDocument20 pagesLesson Plan in Science 10 Chemistry: John Glenn E. Labrador Bsed - IvJohn Glenn E. L.No ratings yet
- Selection of Pavement StructureDocument2 pagesSelection of Pavement StructureMichael EllisNo ratings yet