You might also like
- Application Guide Penguard MidcoatDocument6 pagesApplication Guide Penguard Midcoatadeoye_okunoyeNo ratings yet
- Painting Specification for Aegean Refinery ProjectDocument18 pagesPainting Specification for Aegean Refinery Projectraluca_19735597No ratings yet
- Surfacepreparation StandardDocument11 pagesSurfacepreparation StandardAri SupramonoNo ratings yet
- Penguard Special: Technical Data SheetDocument5 pagesPenguard Special: Technical Data SheetajuhaseenNo ratings yet
- Attachment: Painting ProcedureDocument79 pagesAttachment: Painting ProcedureOmar Wardeh100% (2)
- Daily Painting Inspection Report 08Document2 pagesDaily Painting Inspection Report 08Oussama Ben AbbesNo ratings yet
- ASTM D 714 - 87 r00Document6 pagesASTM D 714 - 87 r00Abi PutraNo ratings yet
- William D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementDocument56 pagesWilliam D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementvtjoselineNo ratings yet
- Aban Constructions Pvt. LTD: Procedure For PaintingDocument4 pagesAban Constructions Pvt. LTD: Procedure For PaintingAkhilesh KumarNo ratings yet
- Coating Procedure - General Rev.03Document35 pagesCoating Procedure - General Rev.03moytabura96100% (2)
- GS-09 (Painting) PDFDocument22 pagesGS-09 (Painting) PDFSarbendu PaulNo ratings yet
- Data Sheet Proguard CN 200 A.SDocument3 pagesData Sheet Proguard CN 200 A.SAlexir Thatayaone NdovieNo ratings yet
- Contractor IOT Infrastructure & Energy Services LTDDocument38 pagesContractor IOT Infrastructure & Energy Services LTDNaveen KurupNo ratings yet
- Blasting & Painting Ops ProcedureDocument12 pagesBlasting & Painting Ops ProcedurekolaaruNo ratings yet
- Radiography Examination ProdureDocument29 pagesRadiography Examination ProdureNguyen Phuc100% (1)
- PT-Liquid Penetrant Testing Procedure R01 - 2 2Document12 pagesPT-Liquid Penetrant Testing Procedure R01 - 2 2George Ogbeche100% (1)
- Polyurea Hot Spray Steel Surfaces Method StatementDocument9 pagesPolyurea Hot Spray Steel Surfaces Method StatementGvsr SunnyNo ratings yet
- Standard Specification FOR Pipeline Internal CoatingDocument2 pagesStandard Specification FOR Pipeline Internal CoatingRanjan KumarNo ratings yet
- ASTM D 4285 Blotter Test PDFDocument1 pageASTM D 4285 Blotter Test PDFMurali Dharan100% (1)
- Sikaproof Membrane: Safety Data SheetDocument6 pagesSikaproof Membrane: Safety Data SheetSamuel CastilloNo ratings yet
- QUALITY AUDIT CHECKLIST FOR PAINTING AND BLASTINGDocument4 pagesQUALITY AUDIT CHECKLIST FOR PAINTING AND BLASTINGEyoh EffiongNo ratings yet
- Sigmacover 410Document4 pagesSigmacover 410gstketutNo ratings yet
- Fenomastic Hygiene Emulsion SilkDocument4 pagesFenomastic Hygiene Emulsion Silkمحمد عزتNo ratings yet
- Hempadur Avantguard 750 1736g - Product DatasheetDocument2 pagesHempadur Avantguard 750 1736g - Product DatasheetWisnu Wardhana0% (1)
- SSPC SP 1 PDFDocument2 pagesSSPC SP 1 PDFAndang85100% (1)
- Jotun TDSDocument2 pagesJotun TDSBiju_PottayilNo ratings yet
- SP 18 Thoro Spot & Sweep 12-30-20Document7 pagesSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiNo ratings yet
- 103-Paint Work Checklist (English)Document1 page103-Paint Work Checklist (English)asimnaqvi2008No ratings yet
- 6 Sigma PaintDocument38 pages6 Sigma PaintAnonymous fvO1W3No ratings yet
- Paint For SteelDocument11 pagesPaint For SteelSaud PathiranaNo ratings yet
- Daily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanDocument4 pagesDaily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanSUKhanNo ratings yet
- Surveillance of Painting Activity RecordsDocument2 pagesSurveillance of Painting Activity RecordsAravind KNo ratings yet
- Blasting and Painting ProcedureDocument6 pagesBlasting and Painting Procedureanon_994898767No ratings yet
- Astm D4228 05R17Document3 pagesAstm D4228 05R17Johana Rivadeneira100% (1)
- Marathon XHBDocument4 pagesMarathon XHBeskim00No ratings yet
- Surface Preparation and Painting Procedure Rev 01 PDFDocument23 pagesSurface Preparation and Painting Procedure Rev 01 PDFNaceur Turki100% (3)
- 1-Frosio Chapter 1 Inspector Duties and BehaviourDocument84 pages1-Frosio Chapter 1 Inspector Duties and BehaviourtaiNo ratings yet
- Blasting Painting ProcedureDocument4 pagesBlasting Painting ProcedureRyanNo ratings yet
- 7482-1000-250-SPC-002-Paint SpecDocument26 pages7482-1000-250-SPC-002-Paint SpecNancy100% (2)
- Inspection Thermal Spray WebinarDocument29 pagesInspection Thermal Spray WebinarShriya Soni100% (1)
- Surface Preparation and Protective Coating Procedure (R03) CivilDocument116 pagesSurface Preparation and Protective Coating Procedure (R03) CivilMogul KhanNo ratings yet
- SUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Document11 pagesSUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Mufleh IdrisNo ratings yet
- SES Amercoat Dimetcote 9Document4 pagesSES Amercoat Dimetcote 9kamalkashNo ratings yet
- Blasting PaintingDocument3 pagesBlasting PaintingAthirah AkhmaNo ratings yet
- Painting Maual For Power Sector ErectionDocument32 pagesPainting Maual For Power Sector Erectionnagarathinam82No ratings yet
- Jotun Resist 86Document5 pagesJotun Resist 86Ansar AliNo ratings yet
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- Painting Method StatementDocument10 pagesPainting Method StatementYusufNo ratings yet
- Dry Coating Thickness Lab ReportDocument9 pagesDry Coating Thickness Lab Reportwidad100% (1)
- 4516 TTI Coating Inspector Transition 0317.2Document4 pages4516 TTI Coating Inspector Transition 0317.2Mohamed NouzerNo ratings yet
- AI Hempel's Galvosil 15700 EnglishDocument7 pagesAI Hempel's Galvosil 15700 EnglishvitharvanNo ratings yet
- 7127 13Document6 pages7127 13Rajib Barua100% (1)
- Surface Preparation Standards JotunDocument2 pagesSurface Preparation Standards JotunbacabacabacaNo ratings yet
- Coating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemDocument47 pagesCoating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemSorelis Colmenarez OchoaNo ratings yet
- GRP General Procedure (EWS)Document16 pagesGRP General Procedure (EWS)Maged Ali Ragheb100% (1)
- Painting ProcedureDocument8 pagesPainting ProcedureSunday Paul50% (2)
- Include Your Logo: Painting ProcedureDocument7 pagesInclude Your Logo: Painting ProcedureFrancis AndorfulNo ratings yet
- Blasting and Painting Procedure GuideDocument6 pagesBlasting and Painting Procedure Guidevishwas salunkheNo ratings yet
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
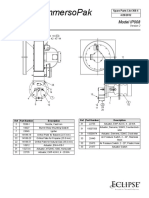
- V2 ImmersoPak IP008 SparePartsList 360-4Document1 pageV2 ImmersoPak IP008 SparePartsList 360-4Thaiminh VoNo ratings yet
- NMC NOZZLE MIX BURNER CAPACITY TABLEDocument10 pagesNMC NOZZLE MIX BURNER CAPACITY TABLEThaiminh VoNo ratings yet
- SP456Document1 pageSP456Thaiminh VoNo ratings yet
- Neo KoteDocument1 pageNeo KoteThaiminh VoNo ratings yet
- Combustion Control by Pulse Firing: SP-456 February, 2007Document8 pagesCombustion Control by Pulse Firing: SP-456 February, 2007Thaiminh VoNo ratings yet
- S LB CombustifumeDocument20 pagesS LB CombustifumeThaiminh VoNo ratings yet
- Ba Markiv UsaDocument20 pagesBa Markiv UsaThaiminh VoNo ratings yet
- Eclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Document6 pagesEclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Thaiminh VoNo ratings yet
- Design and Application Details: Circular INCINO-PAK BurnersDocument6 pagesDesign and Application Details: Circular INCINO-PAK BurnersThaiminh VoNo ratings yet
- Combustion Control by Pulse Firing: SP-456 February, 2007Document8 pagesCombustion Control by Pulse Firing: SP-456 February, 2007Thaiminh VoNo ratings yet
- Eclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Document18 pagesEclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Thaiminh VoNo ratings yet
- Ba Markiv UsaDocument20 pagesBa Markiv UsaThaiminh VoNo ratings yet
- Stand Spec For Inspec Flushing Testing Piping SystmDocument12 pagesStand Spec For Inspec Flushing Testing Piping SystmThaiminh VoNo ratings yet
- RIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFDocument3 pagesRIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFThaiminh Vo100% (1)
- Pipe and Valve IdentificationDocument27 pagesPipe and Valve Identificationanwerquadri100% (1)
- Ti p509 06 UsDocument4 pagesTi p509 06 UsThaiminh VoNo ratings yet
- As 1666.2-1995 Wire-Rope Slings - Care and UseDocument25 pagesAs 1666.2-1995 Wire-Rope Slings - Care and UseThaiminh VoNo ratings yet
- CW2125Document9 pagesCW2125jamaljamal20No ratings yet
- Designing Your Compressed Air System - KAESER Compressor PDFDocument8 pagesDesigning Your Compressed Air System - KAESER Compressor PDFhugoNo ratings yet
- Air-Pro Corrosion Guide PDFDocument47 pagesAir-Pro Corrosion Guide PDFThaiminh VoNo ratings yet
- Designing Your Compressed Air System - KAESER Compressor PDFDocument8 pagesDesigning Your Compressed Air System - KAESER Compressor PDFhugoNo ratings yet
- As 1358-2004 - Bursting Discs and DevicesDocument45 pagesAs 1358-2004 - Bursting Discs and DevicesThaiminh VoNo ratings yet
- As 1627.2-1989 Metal Finishing - Preparation & PretreatmentDocument11 pagesAs 1627.2-1989 Metal Finishing - Preparation & PretreatmentThaiminh VoNo ratings yet
- Air-Pro Design Overview - 1Document4 pagesAir-Pro Design Overview - 1Thaiminh VoNo ratings yet
- Compressor & Turbine Piping Design ManualDocument34 pagesCompressor & Turbine Piping Design Manualsaminasritn100% (2)
- AS 1358-2004 - Bursting Discs and Devices PDFDocument45 pagesAS 1358-2004 - Bursting Discs and Devices PDFThaiminh VoNo ratings yet
- As 1365 - 1996-Tolerance For Flat Rolled Steel ProductsDocument23 pagesAs 1365 - 1996-Tolerance For Flat Rolled Steel ProductsThaiminh Vo75% (4)
- Vsi 11Document8 pagesVsi 11Thaiminh VoNo ratings yet
- Pipe Rough ValuesDocument1 pagePipe Rough ValuesSpoonful BurnsideNo ratings yet
- Sherwin-Williams Primer E67BC1704 20141007Document2 pagesSherwin-Williams Primer E67BC1704 20141007lorenzordzrmzNo ratings yet
- Multi-Layer Pipe Coating System for Steel & Ductile Iron PipelinesDocument3 pagesMulti-Layer Pipe Coating System for Steel & Ductile Iron PipelinesRichard Carrillo GonzalesNo ratings yet
- Jotafloor Rapid Dry: Technical Data SheetDocument1 pageJotafloor Rapid Dry: Technical Data SheetTamerTamerNo ratings yet
- Brillbird Catalogue 2016Document140 pagesBrillbird Catalogue 2016Inga Clover100% (1)
- 7 SPC 0001 R3 Protective Coating SpecificationDocument18 pages7 SPC 0001 R3 Protective Coating SpecificationChicha y LimonadaNo ratings yet
- 0312 - IEC - Ann - B - Supp 5.1.2 CL716-1600-99 Issue 5Document7 pages0312 - IEC - Ann - B - Supp 5.1.2 CL716-1600-99 Issue 526110No ratings yet
- ISOLATEK Intumescent Interior Spec April 2015 2Document6 pagesISOLATEK Intumescent Interior Spec April 2015 2FALwilliamsNo ratings yet
- Chartek 1709 Application Manual 2006 (Rev 5)Document100 pagesChartek 1709 Application Manual 2006 (Rev 5)Tudor Moraru100% (1)
- Scope of Work For Canopy Replacement of DRS/MRS: 1.0 GeneralDocument9 pagesScope of Work For Canopy Replacement of DRS/MRS: 1.0 GeneralDevang PatelNo ratings yet
- Promat Masterboard: The Versatile BoardDocument6 pagesPromat Masterboard: The Versatile BoardDiego Fernandes do NascimentoNo ratings yet
- BO Ice EvoMotion Pumps AME 9124091Document7 pagesBO Ice EvoMotion Pumps AME 9124091martinNo ratings yet
- LNG Plant Painting Specification GuideDocument74 pagesLNG Plant Painting Specification Guidejcarbajal2013No ratings yet
- SCH-B Pragatipath Navsari DTP80 CRDocument100 pagesSCH-B Pragatipath Navsari DTP80 CRKETANNo ratings yet
- MSP050 Mechanical Field Painting Rev.2Document21 pagesMSP050 Mechanical Field Painting Rev.2pertiwielsyaNo ratings yet
- PC 1713 - Apcodur HB ZP PrimerDocument3 pagesPC 1713 - Apcodur HB ZP Primeronshore purchaseNo ratings yet
- Power System Guide CoatingsDocument8 pagesPower System Guide CoatingsSurung P. Kreison (CARBOLINE)No ratings yet
- 14 Different Types of Paint For Interior and Exterior SurfacesDocument25 pages14 Different Types of Paint For Interior and Exterior SurfacesFred VictorNo ratings yet
- Guntur Cost Estimate Rev 2 (New) With Cost ControlDocument68 pagesGuntur Cost Estimate Rev 2 (New) With Cost ControlKvm RajuNo ratings yet
- Astm 4752Document8 pagesAstm 4752Martin ManriqueNo ratings yet
- Mpaps G-5Document21 pagesMpaps G-5mpedraza-1100% (2)
- Specifications For: 11Kv Pad Mounted SwitchDocument8 pagesSpecifications For: 11Kv Pad Mounted SwitchFarhan ShahNo ratings yet
- Rebuild-Vol 9Document20 pagesRebuild-Vol 9ahtin618No ratings yet
- ITCC in Riyadh Residential Complex J10-13300 09900-1 PaintingDocument11 pagesITCC in Riyadh Residential Complex J10-13300 09900-1 PaintinguddinnadeemNo ratings yet
- FAQ Levelplast 02122010Document4 pagesFAQ Levelplast 02122010Rajiv ShahNo ratings yet
- Procedimiento de Pintura Es 55 003 Paint Rev4 PDFDocument21 pagesProcedimiento de Pintura Es 55 003 Paint Rev4 PDFJuanbikerNo ratings yet
- Khaadi Fabric Store at - Boq (r2) - Id Works - 24-12-2018Document48 pagesKhaadi Fabric Store at - Boq (r2) - Id Works - 24-12-2018Kashan ShoukatNo ratings yet
- JSW-Retailer Pricelist-Dec'21Document4 pagesJSW-Retailer Pricelist-Dec'21Huzefa RangwalaNo ratings yet
- Specs - LPG CylindersDocument21 pagesSpecs - LPG CylindersCassy AbulenciaNo ratings yet
- Octocryl TDSDocument2 pagesOctocryl TDSrobsprayservicesNo ratings yet
- R 1113Document29 pagesR 1113kncorbetNo ratings yet