You might also like
- Iron Man Instructions With EyesDocument6 pagesIron Man Instructions With EyesRolinNo ratings yet
- Student Weekly AssessmentsDocument384 pagesStudent Weekly AssessmentsNic Legos100% (1)
- Norris Recommended Makeup Procedures T003 V02 081908 PDFDocument2 pagesNorris Recommended Makeup Procedures T003 V02 081908 PDFHamed GeramiNo ratings yet
- Інформатика01Document1 pageІнформатика01i.baluk2008No ratings yet
- Rilem TC50Document4 pagesRilem TC50Ebi RahmaniNo ratings yet
- South Bend Taper AttachmentDocument6 pagesSouth Bend Taper AttachmentMikeNo ratings yet
- 01 - NT Neck How It WorksDocument8 pages01 - NT Neck How It WorksRojo PikantNo ratings yet
- Total Station LabDocument3 pagesTotal Station Labnickie_harvey4046998100% (1)
- 20 Attention SignalsDocument9 pages20 Attention SignalsMariam AliasNo ratings yet
- Airline Business and Marketing StrategiesDocument23 pagesAirline Business and Marketing StrategiesMohasin85100% (2)
- Navy m16 Nko Course AnswersDocument1 pageNavy m16 Nko Course Answerschiefboats100% (14)
- BMME 205/215 Spring 2022 Lab 6: Muscle Dynamic Forces Due: Week of 4/4 in Lab ObjectiveDocument3 pagesBMME 205/215 Spring 2022 Lab 6: Muscle Dynamic Forces Due: Week of 4/4 in Lab ObjectiveTommy BixNo ratings yet
- Assembling of Forms For ColumnDocument6 pagesAssembling of Forms For Columnartjill printingNo ratings yet
- Type CMR, Instalacion.Document4 pagesType CMR, Instalacion.Mario MarquezNo ratings yet
- Performance Task in Rotational EquilibriunDocument6 pagesPerformance Task in Rotational EquilibriunJhen IvyNo ratings yet
- P14.289 Issue 3 - 30-06-2014Document1 pageP14.289 Issue 3 - 30-06-2014stefan.vince536No ratings yet
- Notice cb10 EuDocument15 pagesNotice cb10 EulejartkNo ratings yet
- Swagelok Quick GuideDocument2 pagesSwagelok Quick GuideAqib SiddiqueNo ratings yet
- Conax MHM Series Assembly InstructionsDocument4 pagesConax MHM Series Assembly InstructionsColin ZhangNo ratings yet
- Sensore Di Carico Tipo Nuovissimo - ENDocument15 pagesSensore Di Carico Tipo Nuovissimo - ENSarhan NazarovNo ratings yet
- Enduro 2Document2 pagesEnduro 2Srdjan MalinicNo ratings yet
- Wa0041.Document19 pagesWa0041.maitreguerrier2002No ratings yet
- COVID-22 Build GuideDocument21 pagesCOVID-22 Build GuideGrant Markum100% (1)
- Better Braided Lines and FittingsDocument4 pagesBetter Braided Lines and FittingsBraunGergelyGáborNo ratings yet
- Class 1 - MecánicaDocument27 pagesClass 1 - MecánicaJhan Mancisidor EscuderoNo ratings yet
- Guidelinesfor Ebeam Litho - DocxDocument5 pagesGuidelinesfor Ebeam Litho - DocxZhang zhenshengNo ratings yet
- Norris Recommended Makeup Procedures T003 V02 081908Document2 pagesNorris Recommended Makeup Procedures T003 V02 081908Hamed Gerami100% (1)
- Installing Tuning Pin Bushings - Revised PDFDocument11 pagesInstalling Tuning Pin Bushings - Revised PDFDénes SimonyiNo ratings yet
- SKS Scope Mount InstructionsDocument4 pagesSKS Scope Mount Instructions王欢No ratings yet
- Krisshana Kannan - S1 Purity - ScienceAA1Document4 pagesKrisshana Kannan - S1 Purity - ScienceAA1krisshana2307No ratings yet
- User Manual Pfaff Hobbylock 774Document21 pagesUser Manual Pfaff Hobbylock 774Martin CarrizalesNo ratings yet
- Calibration Procedure UK PDFDocument15 pagesCalibration Procedure UK PDFbvhdareldalmassoNo ratings yet
- NorrisDocument2 pagesNorrisGhodbunderNo ratings yet
- Pilot 53in Sbach 342 ManualDocument23 pagesPilot 53in Sbach 342 ManualAlvaro ReyesNo ratings yet
- Iron Man Helmet - MK3, Articulated, Wearable: StepsDocument5 pagesIron Man Helmet - MK3, Articulated, Wearable: StepsRolinNo ratings yet
- Maxxum 6 Bin and 10 Bin Vertical Collators: "When You Need More Than Staples."Document10 pagesMaxxum 6 Bin and 10 Bin Vertical Collators: "When You Need More Than Staples."LaurentEuniceNo ratings yet
- F Fatigue Analysis of A LUG Atigue Analysis of A LUG Assembly AssemblyDocument14 pagesF Fatigue Analysis of A LUG Atigue Analysis of A LUG Assembly Assemblyandry4jcNo ratings yet
- BRAVO Chassis For Howa Installation InstructionsDocument2 pagesBRAVO Chassis For Howa Installation InstructionsDan WeaverNo ratings yet
- Oxyacetylene Bevel Cut PasDocument2 pagesOxyacetylene Bevel Cut Pasapi-396960463No ratings yet
- TPT HB16 Wire Bonder SOPDocument9 pagesTPT HB16 Wire Bonder SOPnaqiNo ratings yet
- Gauss RifleDocument7 pagesGauss RifleMayankAggarwalNo ratings yet
- TK19 2020 Domane Service Manual en-GBDocument16 pagesTK19 2020 Domane Service Manual en-GBOswaldo VillanuevaNo ratings yet
- Assembly Manual For50ccDocument42 pagesAssembly Manual For50ccfRANCNo ratings yet
- A7LDon DoffDocument16 pagesA7LDon DoffDainXBNo ratings yet
- Quadratic CatapultDocument4 pagesQuadratic Catapultsarvesh kuraneNo ratings yet
- Rocket StabilityDocument7 pagesRocket Stabilitymiguel perNo ratings yet
- Hose AssemblyDocument1 pageHose AssemblyScott SepperNo ratings yet
- Create A Flowchart On How Prestressed Concrete Are Created From The Very Start Up To The Delivery of The PC To The SiteDocument7 pagesCreate A Flowchart On How Prestressed Concrete Are Created From The Very Start Up To The Delivery of The PC To The SiteJansen ParallagNo ratings yet
- Inside TT44 Manual p4Document27 pagesInside TT44 Manual p4konazoiNo ratings yet
- Servicing Manual: Model 134DDocument39 pagesServicing Manual: Model 134DAlex1963alexNo ratings yet
- Board Layout: Sequence of Operation Safety PrecautionsDocument1 pageBoard Layout: Sequence of Operation Safety PrecautionsNaveed AliNo ratings yet
- TLE NewDocument7 pagesTLE NewPatricia Anne GregorioNo ratings yet
- Commissioning Report of Lakshmi Winder - 72 at M/S. Jay Textiles, Unit - 1, PollachiDocument4 pagesCommissioning Report of Lakshmi Winder - 72 at M/S. Jay Textiles, Unit - 1, PollachiSwathi PriyaNo ratings yet
- Race Sag (With Rider) : Suspension: Setting The SagDocument2 pagesRace Sag (With Rider) : Suspension: Setting The SagfaizNo ratings yet
- Pocket HoleDocument12 pagesPocket HoleJon LewisNo ratings yet
- How To Z Diagrams PDFDocument2 pagesHow To Z Diagrams PDFEmiliano German ChavesNo ratings yet
- Hl500pin ManualDocument1 pageHl500pin ManualMarious NavNo ratings yet
- SP2671FIBERLIGN Dead-EndDocument4 pagesSP2671FIBERLIGN Dead-EndAhmad PaksoNo ratings yet
- Military Mast: Problems and SolutionsDocument3 pagesMilitary Mast: Problems and Solutionsdod3007No ratings yet
- 2017 Fang Series Owners-ManualDocument16 pages2017 Fang Series Owners-ManualotopcicNo ratings yet
- This Is Intended For Students Who Have Taken and Passed SEAM111 - EPLAN6 CMO Requirements)Document3 pagesThis Is Intended For Students Who Have Taken and Passed SEAM111 - EPLAN6 CMO Requirements)Jade Sherman MagaNo ratings yet
- Career Path Unit 3Document18 pagesCareer Path Unit 3Temuujin NaidandorjNo ratings yet
- 100 CC Manual RC PlaneDocument39 pages100 CC Manual RC PlaneNeeleshGuptaNo ratings yet
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingFrom EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingNo ratings yet
- Horse Judging BasicsDocument5 pagesHorse Judging Basicsapi-396960463No ratings yet
- Small Engine Basics IDocument10 pagesSmall Engine Basics Iapi-396960463No ratings yet
- Sae VisitsDocument10 pagesSae Visitsapi-396960463No ratings yet
- Swine Health and CareDocument5 pagesSwine Health and Careapi-396960463No ratings yet
- Small Engine Basics IDocument9 pagesSmall Engine Basics Iapi-396960463No ratings yet
- Soil Science ReviewDocument20 pagesSoil Science Reviewapi-396960463No ratings yet
- Swine Health and CareDocument20 pagesSwine Health and Careapi-396960463No ratings yet
- Mariah Klingler RecomendationDocument1 pageMariah Klingler Recomendationapi-396960463No ratings yet
- Oxyacetylene Bevel Cut PasDocument2 pagesOxyacetylene Bevel Cut Pasapi-396960463No ratings yet
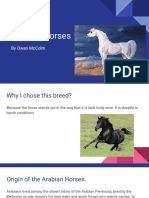
- Arabian Horses - OwenDocument10 pagesArabian Horses - Owenapi-396960463No ratings yet
- Plant Propagation and Genetics TestDocument6 pagesPlant Propagation and Genetics Testapi-396960463No ratings yet
- Garden Soil Test Kit - LamotteDocument8 pagesGarden Soil Test Kit - Lamotteapi-396960463No ratings yet
- Asexual Propagation in Plants Group Project RubricsDocument2 pagesAsexual Propagation in Plants Group Project Rubricsapi-396960463No ratings yet
- Gmaw TestDocument3 pagesGmaw Testapi-396960463100% (1)
- Marketing BeefDocument23 pagesMarketing Beefapi-396960463No ratings yet
- Photosynthesis and Respiration Quiz - ModifiedDocument4 pagesPhotosynthesis and Respiration Quiz - Modifiedapi-396960463No ratings yet
- Red Wattle Pig - Poster Example Name EditDocument1 pageRed Wattle Pig - Poster Example Name Editapi-396960463No ratings yet
- Ag Science - Student Cutting Propagation Example 1Document14 pagesAg Science - Student Cutting Propagation Example 1api-396960463No ratings yet
- Vietnamese Pot-Bellied - Poster Example Name EditDocument1 pageVietnamese Pot-Bellied - Poster Example Name Editapi-396960463No ratings yet
- Cattle MarketingDocument2 pagesCattle Marketingapi-396960463No ratings yet
- Work Attitude Grade - Mariah KlinglerDocument1 pageWork Attitude Grade - Mariah Klinglerapi-396960463No ratings yet
- Photosynthesis Lab LPDocument9 pagesPhotosynthesis Lab LPapi-396960463No ratings yet
- Work Attitude Rubric - Mariah KlinglerDocument3 pagesWork Attitude Rubric - Mariah Klinglerapi-396960463No ratings yet
- Go With The Flow PresentationDocument5 pagesGo With The Flow Presentationapi-396960463No ratings yet
- Ceptc Dispositions 1Document2 pagesCeptc Dispositions 1api-502132722No ratings yet
- Unit Plan and Ffa and Sae Integration - Mariah KlinglerDocument6 pagesUnit Plan and Ffa and Sae Integration - Mariah Klinglerapi-396960463No ratings yet
- Go With The Flow E-MomentDocument3 pagesGo With The Flow E-Momentapi-396960463No ratings yet
- Educ 331 Spring2018Document83 pagesEduc 331 Spring2018api-396960463No ratings yet
- AR 506 - Review 1Document123 pagesAR 506 - Review 1V.K.Jeevan KumarNo ratings yet
- POLAR Compucut ProductsheetDocument2 pagesPOLAR Compucut ProductsheetKanniyappan GounderNo ratings yet
- Komplek - Bintan Centre Block O No.37, Depan Pasar Bestari Tanjungpinang Kepri, IndonesiaDocument8 pagesKomplek - Bintan Centre Block O No.37, Depan Pasar Bestari Tanjungpinang Kepri, IndonesiaEenngglliisshh CclliinniiccNo ratings yet
- ÔN TẬP GIỮA HK2 LTK UNIT 6Document14 pagesÔN TẬP GIỮA HK2 LTK UNIT 6PhuongNo ratings yet
- Topic 7 Cardiorespiratory Adaptations To TrainingDocument26 pagesTopic 7 Cardiorespiratory Adaptations To TrainingCikguAmelia100% (1)
- Labview & Labview NXGDocument4 pagesLabview & Labview NXGjmathew_984887No ratings yet
- Soal Ujian Sekolah SusulanDocument12 pagesSoal Ujian Sekolah SusulanShoimanNo ratings yet
- Paralle Wireless CWS-210 In-Vehicle Data SheetDocument3 pagesParalle Wireless CWS-210 In-Vehicle Data SheetMochamad Guntur Hady PutraNo ratings yet
- Hanoi - Ho Chi Minh Travel Guide BookDocument146 pagesHanoi - Ho Chi Minh Travel Guide BookcitypassguideNo ratings yet
- 02-Module-02-Chapter-07-Customer Driven Marketing StrategyDocument55 pages02-Module-02-Chapter-07-Customer Driven Marketing StrategyRajesh ModiNo ratings yet
- 4 OutputDocument2 pages4 OutputTUSSHAR SARKARNo ratings yet
- Bus TimesDocument22 pagesBus TimeslakedtNo ratings yet
- Final Exam - 2º EsoDocument4 pagesFinal Exam - 2º EsoRosa María100% (1)
- Irregular Beam SW, Q PDFDocument2 pagesIrregular Beam SW, Q PDFJustineNo ratings yet
- Winter Concert: Upcoming EventsDocument8 pagesWinter Concert: Upcoming EventsNorwin High School BandNo ratings yet
- Schedule G SOR 2016 17Document94 pagesSchedule G SOR 2016 17Akd DeshmukhNo ratings yet
- Tips: Grinding Fresh Chillies and Jeera Will Give Nice Flavour. However, For Quick VersionDocument1 pageTips: Grinding Fresh Chillies and Jeera Will Give Nice Flavour. However, For Quick Versionnaveeth11No ratings yet
- Akapela Open MechanicsDocument3 pagesAkapela Open MechanicsDennis Vigil CaballeroNo ratings yet
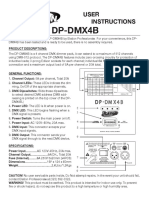
- Dp-Dmx4B: User InstructionsDocument1 pageDp-Dmx4B: User InstructionsTito Estrada AmadorNo ratings yet
- Huawei EchoLife HG8245 (GPON) Brief Product Brochure (2011!01!20)Document2 pagesHuawei EchoLife HG8245 (GPON) Brief Product Brochure (2011!01!20)Carlos Andrés PariseNo ratings yet
- Presentation ANTENNA YC2YIZDocument37 pagesPresentation ANTENNA YC2YIZMuhammad Rayhan SyahNo ratings yet
- National Students Day 2023Document8 pagesNational Students Day 2023Dennmark IgutNo ratings yet
- RPSL DataDocument72 pagesRPSL DataSrini VasanNo ratings yet
- Tanay Rizal - Google SearchDocument1 pageTanay Rizal - Google SearchSiony Aporillo BajinNo ratings yet
- Folic Acid FoodsDocument6 pagesFolic Acid Foodsscribd_homeNo ratings yet
- Lesson 2 MusicDocument10 pagesLesson 2 MusicAbby shanti NocasaNo ratings yet