You might also like
- La Curva Epidemiológica Del Coronavirus en El PerúDocument6 pagesLa Curva Epidemiológica Del Coronavirus en El PerúAlejandro Castro BackusNo ratings yet
- Mensaje A La Nación de Martín Vizcarra 15.3.20Document3 pagesMensaje A La Nación de Martín Vizcarra 15.3.20RevistaCARETASNo ratings yet
- Capitulo 4Document47 pagesCapitulo 4Christian Guardia CalderónNo ratings yet
- Cuadro Comparativo 448-239Document28 pagesCuadro Comparativo 448-239CesarContrerasParedesNo ratings yet
- Capitulo 2Document26 pagesCapitulo 2Christian Guardia CalderónNo ratings yet
- Capítulo 5Document39 pagesCapítulo 5Christian Guardia CalderónNo ratings yet
- Capitulo 3Document43 pagesCapitulo 3Christian Guardia CalderónNo ratings yet
- Capitulo 1Document16 pagesCapitulo 1Christian Guardia CalderónNo ratings yet
- Mensaje A La Nación de Martín Vizcarra 15.3.20Document3 pagesMensaje A La Nación de Martín Vizcarra 15.3.20RevistaCARETASNo ratings yet
- Regiones Del PerúDocument3 pagesRegiones Del PerúChristian Guardia CalderónNo ratings yet
- INF117 - Material de Laboratorio - Sesión 1 PDFDocument29 pagesINF117 - Material de Laboratorio - Sesión 1 PDFCristian Ágreda AlvarezNo ratings yet
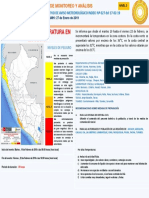
- Boletín Informativo Meteorológico Indeci #027 Del 17-02-2019Document1 pageBoletín Informativo Meteorológico Indeci #027 Del 17-02-2019Liz CarreraNo ratings yet
- Reporte de Situación A Nivel Nacional Del 5.4.2020 07.00 HrsDocument33 pagesReporte de Situación A Nivel Nacional Del 5.4.2020 07.00 HrsChristian Guardia CalderónNo ratings yet
- RS N°025 - 2020 - Casos Confirmados de Coronavirus en Perú (Act. #02) PDFDocument6 pagesRS N°025 - 2020 - Casos Confirmados de Coronavirus en Perú (Act. #02) PDFChristian Guardia CalderónNo ratings yet
- Proceso Productivo - MareaDocument1 pageProceso Productivo - MareaChristian Guardia CalderónNo ratings yet
- Clase - A - Categoría - I - Nuevo PDFDocument21 pagesClase - A - Categoría - I - Nuevo PDFJorge Luis Palomino Solis100% (2)
- Especificaciones - Ficha de SeguridadDocument5 pagesEspecificaciones - Ficha de SeguridadChristian Guardia CalderónNo ratings yet
- Cert. Acreditación Origen LegalDocument1 pageCert. Acreditación Origen LegalChristian Guardia CalderónNo ratings yet
- Anuncian en China Medidas de Fomento A La Inversion Minera PDFDocument2 pagesAnuncian en China Medidas de Fomento A La Inversion Minera PDFAEIMIN AEIMINNo ratings yet
- Cert. ProcedenciaDocument1 pageCert. ProcedenciaChristian Guardia CalderónNo ratings yet
- Compendio Legislacion Ambiental Nacional PERUDocument249 pagesCompendio Legislacion Ambiental Nacional PERUJose Carlos Chacaltana Mendoza100% (1)
- Actividades de TrigonometrÍaDocument1 pageActividades de TrigonometrÍasalonsosanz100% (1)
- Caso NaturaDocument6 pagesCaso NaturaKëlly MorälesNo ratings yet
- Ensayo Propiedad Intelectual y Su Importancia en La Sociedad GuatemaltecaDocument9 pagesEnsayo Propiedad Intelectual y Su Importancia en La Sociedad GuatemaltecaKrls Prz100% (1)
- Discusion de ResultadosDocument3 pagesDiscusion de ResultadosEdson NomNo ratings yet
- Matrices Ambito EmpresarialDocument23 pagesMatrices Ambito EmpresarialJanny Andrea Beltran NaizirNo ratings yet
- Dialnet ModernizacionDeLosSistemasDeInformacionEnLaAlcaldi 3994843Document30 pagesDialnet ModernizacionDeLosSistemasDeInformacionEnLaAlcaldi 3994843Luis david caballeroNo ratings yet
- Superintendencia Nacional de Salud: Normas LegalesDocument2 pagesSuperintendencia Nacional de Salud: Normas LegalesJorge Alberto Timaná MejíaNo ratings yet
- Cuestionario Ley 100Document6 pagesCuestionario Ley 100Viviana Maria Sanchez MuñozNo ratings yet
- WD Rapido ES ARG (43033868) - ROW41066DWHCR-12Document32 pagesWD Rapido ES ARG (43033868) - ROW41066DWHCR-12lscorveraposeNo ratings yet
- Guía Docente Curso: 2022/23: 40051 - Historia Antigua Universal IDocument8 pagesGuía Docente Curso: 2022/23: 40051 - Historia Antigua Universal IJose RamonNo ratings yet
- 12 Guía ECF Incendio - v1 PDFDocument5 pages12 Guía ECF Incendio - v1 PDFrodrigoNo ratings yet
- GFRQ U1 A3 AbrrDocument3 pagesGFRQ U1 A3 AbrrAlejandro Corona RAMOSNo ratings yet
- 2.anexo Certificado Marcado CEDocument1 page2.anexo Certificado Marcado CElydiaNo ratings yet
- TADIDocument12 pagesTADIfrancisca vergaraNo ratings yet
- Normas EuroDocument6 pagesNormas EuroCATALINA BECERRA SANCHEZ100% (3)
- Tabla Comparativa de EmpresasDocument3 pagesTabla Comparativa de EmpresasMarly Yulieth Ortiz CastañoNo ratings yet
- SEMANA 9 3 Años A CUIDAR NUESTRO CUERPODocument18 pagesSEMANA 9 3 Años A CUIDAR NUESTRO CUERPOSONIA ELIZABETH CONFORME VILLAMARNo ratings yet
- Declaración de SalónicaDocument4 pagesDeclaración de SalónicaJose Edwin Sanchez Lopez0% (1)
- 08 Sociedad AnonimaDocument21 pages08 Sociedad AnonimaRodolfo Marín AbogadoNo ratings yet
- Pirenne, Henry - Historia Economica y Social de La Edad MediaDocument267 pagesPirenne, Henry - Historia Economica y Social de La Edad MediaJosé Carlos Blanco100% (1)
- Catalogo Enfermeria 2nivel ISSSTEDocument13 pagesCatalogo Enfermeria 2nivel ISSSTEkapap lotar00100% (1)
- Adn y Su AlimentacionDocument4 pagesAdn y Su Alimentacionpierdonne100% (2)
- Ingenieria TransitoDocument9 pagesIngenieria TransitoAbrahamBrachoNo ratings yet
- Practica Nº1.Medidas Directas e IndirectasDocument4 pagesPractica Nº1.Medidas Directas e IndirectasJhonny Migel Delgado LujanNo ratings yet
- Cemento ExpansivoDocument2 pagesCemento ExpansivoMarleny Isabel Jimenez SañaNo ratings yet
- Proyecto 1670041 2022-23 1Document9 pagesProyecto 1670041 2022-23 1Manuel CortésNo ratings yet
- CocinaDocument1 pageCocinaMaria PerezNo ratings yet
- Cálculo Ventilación Estacionamientos BiolovucicDocument6 pagesCálculo Ventilación Estacionamientos BiolovucicF Ruiz CastañedaNo ratings yet
- Unidad N1 Informe. Ajustes ContablesDocument10 pagesUnidad N1 Informe. Ajustes ContablesRoxandry Vivas DeviaNo ratings yet