You might also like
- Abstact 10 MarDocument7 pagesAbstact 10 MarDevduttVajpayeeNo ratings yet
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Project Report: Usage of Fly Ash in ConcreteDocument26 pagesProject Report: Usage of Fly Ash in ConcreteAnush SNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Seminar Report (1) .docxNEWDocument16 pagesSeminar Report (1) .docxNEWMd AwesshadabNo ratings yet
- Rafi Eizo No Oz 2016Document10 pagesRafi Eizo No Oz 2016Muhammad BasitNo ratings yet
- Flyash ConcreteDocument43 pagesFlyash ConcreteYashodhar SrbNo ratings yet
- 3-24032017 Bottom Ash As Partial Sand Replacement in Concrete - A Review - Docx WordDocument17 pages3-24032017 Bottom Ash As Partial Sand Replacement in Concrete - A Review - Docx WordMd AwesshadabNo ratings yet
- Evaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberDocument6 pagesEvaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberSaad IlyasNo ratings yet
- Project Report PDFDocument41 pagesProject Report PDFAKRAMA HASANNo ratings yet
- The Problem and Its Scope 1.1Document29 pagesThe Problem and Its Scope 1.1FathNo ratings yet
- FLY ASH The ReportDocument14 pagesFLY ASH The ReportPKS_20085% (13)
- Reactive Powder ConcreteDocument28 pagesReactive Powder ConcreteMolly JoseNo ratings yet
- Study of Partial Replacement of Bagasse Ash in Concrete: March 2022Document11 pagesStudy of Partial Replacement of Bagasse Ash in Concrete: March 2022harish.dogra.126No ratings yet
- Cement and Concrete Are The Most Widely Used Construction Materials From Many Decades Due To Its Many AdvantagesDocument5 pagesCement and Concrete Are The Most Widely Used Construction Materials From Many Decades Due To Its Many AdvantagesPraveen RajNo ratings yet
- Fly Ash: Turning Industrial Waste Into Useful Construction MaterialDocument12 pagesFly Ash: Turning Industrial Waste Into Useful Construction MaterialIrfan PvNo ratings yet
- A Study On Concrete Properties by Partial Replacement of Sand by Pond AshDocument13 pagesA Study On Concrete Properties by Partial Replacement of Sand by Pond Ashyoussef100% (1)
- Hit 400 PROJECT - PROPOSALDocument16 pagesHit 400 PROJECT - PROPOSALTinotenda MarowanidzeNo ratings yet
- Presents: Flyash Brick - An Entrepreneur'S ApproachDocument35 pagesPresents: Flyash Brick - An Entrepreneur'S ApproachAbdulHannan PatwegarNo ratings yet
- Chapter-1: 1.1. GenaralDocument73 pagesChapter-1: 1.1. Genaralnarasimha murthyNo ratings yet
- 3) Ijret20170608008Document4 pages3) Ijret20170608008SOMNo ratings yet
- Fly Ash Literature ReviewDocument7 pagesFly Ash Literature Reviewgw11pm8h100% (1)
- Synergistic Effect On Ternary Blended Cementitious SystemDocument30 pagesSynergistic Effect On Ternary Blended Cementitious SystemEditor IJTSRDNo ratings yet
- Buildings 11 00443Document25 pagesBuildings 11 00443karthicfinconNo ratings yet
- 01 Flyash Brick1Document142 pages01 Flyash Brick1Jigar M. Upadhyay100% (2)
- Irjet V7i11144Document13 pagesIrjet V7i11144OwaisNo ratings yet
- Studies On Relationship Between Water/Binder Ratio and Compressive Strength of High Volume Fly Ash ConcreteDocument8 pagesStudies On Relationship Between Water/Binder Ratio and Compressive Strength of High Volume Fly Ash ConcreteAJER JOURNALNo ratings yet
- Recycling of High Volumes of Cement Kiln Dust in Bricks IndustryDocument10 pagesRecycling of High Volumes of Cement Kiln Dust in Bricks IndustryAnonymous NxpnI6jCNo ratings yet
- Materials Today: ProceedingsDocument7 pagesMaterials Today: ProceedingsNICOL YARITZA SANTAMARIA ROJASNo ratings yet
- Construction of Embankment With Fly AshDocument27 pagesConstruction of Embankment With Fly Ashਸੁਖਬੀਰ ਸਿੰਘ ਮਾਂਗਟNo ratings yet
- A Clay BrickDocument3 pagesA Clay Brickbarik.biswaranjan1666No ratings yet
- 06 ThesisDocument258 pages06 ThesisNarasimhaReddy PangaNo ratings yet
- Chapter One 1.1 Background Information: ArticlesDocument30 pagesChapter One 1.1 Background Information: ArticlesAsghar Hussain Shah S/o Zubair Shah MS Engg. Management (Swat Campus)No ratings yet
- Fly Ash ConcreteDocument74 pagesFly Ash ConcreteKaushiki KambojNo ratings yet
- Major Prorject DocumentaationDocument20 pagesMajor Prorject DocumentaationNaveen PipperaNo ratings yet
- Green Concrete ReportDocument26 pagesGreen Concrete ReportAnkita sNo ratings yet
- High-Performance, High-Volume Fly Ash Concrete For Sustainable DevelopmentDocument12 pagesHigh-Performance, High-Volume Fly Ash Concrete For Sustainable DevelopmentDeep SidNo ratings yet
- File Final!!Document37 pagesFile Final!!Noob BoyNo ratings yet
- DCC 5191 NewDocument37 pagesDCC 5191 New2035 IQMALNo ratings yet
- Effects On Compressive Strength When Cement Is Partially Replaced by Fly-AshDocument10 pagesEffects On Compressive Strength When Cement Is Partially Replaced by Fly-AshInternational Organization of Scientific Research (IOSR)No ratings yet
- KscepaperDocument7 pagesKscepapersuren bhuniaNo ratings yet
- Research MethodologyDocument19 pagesResearch MethodologyAbiodun AmusatNo ratings yet
- The Study On Strength and Durability Properties of Flyash GGBS Based Geopolymer Concrete Incorporating CopperslagDocument68 pagesThe Study On Strength and Durability Properties of Flyash GGBS Based Geopolymer Concrete Incorporating CopperslagB VAMSI KRISHNANo ratings yet
- 4147ictte384 PDFDocument6 pages4147ictte384 PDFKandasamy AsohanNo ratings yet
- The Nature of Fly AshDocument16 pagesThe Nature of Fly AshErika YuliantiNo ratings yet
- Study On Properties of Concrete Using Rice Husk Ash and Fly Ash With Sisal Fiber As Partial Replacement of Fine Aggregate and Cement A ReviewDocument13 pagesStudy On Properties of Concrete Using Rice Husk Ash and Fly Ash With Sisal Fiber As Partial Replacement of Fine Aggregate and Cement A ReviewEditor IJTSRDNo ratings yet
- Sugarcane Bagesse Material As Cement Replacement in ConcreteDocument74 pagesSugarcane Bagesse Material As Cement Replacement in Concretesreedhar reddyNo ratings yet
- Flyash BrickDocument28 pagesFlyash BrickTanmayHalderNo ratings yet
- Hempcrete Project PDFDocument12 pagesHempcrete Project PDFMahaManthra50% (2)
- Partial Replacement On Cement With Flyash and Cowdung AshDocument5 pagesPartial Replacement On Cement With Flyash and Cowdung AshEditor IJTSRDNo ratings yet
- Final Year ProjectDocument16 pagesFinal Year Projectkennedy100% (3)
- Experimental Investigation On Mineral Content of Fly Bottom Ash and Strength Characteristics of Fly Bottom Ash Bricks - A ReviewDocument8 pagesExperimental Investigation On Mineral Content of Fly Bottom Ash and Strength Characteristics of Fly Bottom Ash Bricks - A ReviewEditor IJTSRDNo ratings yet
- Que Dou 2021Document18 pagesQue Dou 2021henryNo ratings yet
- Fly Ash Based Geopolymer MortarDocument9 pagesFly Ash Based Geopolymer MortarRama Arul SakthiNo ratings yet
- Amol PGCON PaperDocument4 pagesAmol PGCON Paperamol dakreNo ratings yet
- Imparting Engineering Properties in Dune Sand by Modifying It Using Epoxy Resin, Stone Dust Waste and Lime Fly AshDocument6 pagesImparting Engineering Properties in Dune Sand by Modifying It Using Epoxy Resin, Stone Dust Waste and Lime Fly AshEditor IJTSRDNo ratings yet
- 6 ShektarDocument8 pages6 ShektarAli SherNo ratings yet
- Supplementary Cementitious Materials For Green ConcreteDocument6 pagesSupplementary Cementitious Materials For Green ConcreteAdvanced Research PublicationsNo ratings yet
- Experimental Study On Partial Replacement of Cement With Fly Ash and Complete Replacement of Sand With M S andDocument10 pagesExperimental Study On Partial Replacement of Cement With Fly Ash and Complete Replacement of Sand With M S andInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Seismic Wave Resistant Building MaterialsDocument12 pagesSeismic Wave Resistant Building MaterialsyadavameNo ratings yet
- Effect of Viscosity On Modified BitumenDocument16 pagesEffect of Viscosity On Modified BitumenyadavameNo ratings yet
- Air Pollution at Autocomplex Area: A Case Study Raksha NinjoorDocument10 pagesAir Pollution at Autocomplex Area: A Case Study Raksha NinjooryadavameNo ratings yet
- Effect of Speration in Modified BitumenDocument12 pagesEffect of Speration in Modified BitumenyadavameNo ratings yet
- Effect of Aging in Bituminous MixesDocument15 pagesEffect of Aging in Bituminous MixesyadavameNo ratings yet
- 3.Performance-Based Fire Safety DesignDocument11 pages3.Performance-Based Fire Safety DesignyadavameNo ratings yet
- Structures Design and AnalysisDocument1 pageStructures Design and AnalysisyadavameNo ratings yet
- Bridge Build Competition PDFDocument10 pagesBridge Build Competition PDFyadavameNo ratings yet
- Bridge PDFDocument14 pagesBridge PDFyadavameNo ratings yet
- Integrated Building Design & ConstructionDocument32 pagesIntegrated Building Design & ConstructionyadavameNo ratings yet
- Civil: ANSYS, Inc. Proprietary © 2004 ANSYS, Inc. © 2004 ANSYS, IncDocument20 pagesCivil: ANSYS, Inc. Proprietary © 2004 ANSYS, Inc. © 2004 ANSYS, IncyadavameNo ratings yet
- SDOF Undamped Free VibrationDocument3 pagesSDOF Undamped Free VibrationyadavameNo ratings yet
- Effect of Cutout On The Ultimate Strength of A Wind Turbine TowerDocument8 pagesEffect of Cutout On The Ultimate Strength of A Wind Turbine ToweryadavameNo ratings yet
- Chemistry FinalDocument4 pagesChemistry FinalyadavameNo ratings yet
- Vat Tax Invoice: Cure-Tech Civil ServicesDocument1 pageVat Tax Invoice: Cure-Tech Civil ServicesyadavameNo ratings yet
- Microsilica Write Up Details 1Document4 pagesMicrosilica Write Up Details 1yadavameNo ratings yet
- Cover Letter Mechanical Engineering Nondestructive TestingDocument1 pageCover Letter Mechanical Engineering Nondestructive TestingGagandeep SinghNo ratings yet
- Thermophysical Properties of Containerless Liquid Iron Up To 2500 KDocument10 pagesThermophysical Properties of Containerless Liquid Iron Up To 2500 KJose Velasquez TeranNo ratings yet
- DPR Guidelines Oil and Gas 2019 PDFDocument114 pagesDPR Guidelines Oil and Gas 2019 PDFRubénNo ratings yet
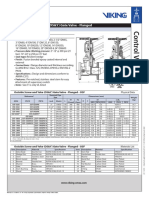
- Outside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesDocument2 pagesOutside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesMark Louie GuintoNo ratings yet
- ProjectDocument34 pagesProjectSarvajeet Kshirsagar100% (1)
- KEDDCO BinderDocument74 pagesKEDDCO BinderWillian FigueroaNo ratings yet
- Insulin, Recombinant HumanDocument2 pagesInsulin, Recombinant HumanMuhammad AkramNo ratings yet
- The DSPRCDFMT Utility Version 2.0Document9 pagesThe DSPRCDFMT Utility Version 2.0rachmat99No ratings yet
- EWF2703 TV EmersonDocument57 pagesEWF2703 TV EmersonEriksson Miguel Tapia SolisNo ratings yet
- 29L0054805FDocument49 pages29L0054805FszNo ratings yet
- Clutch ListDocument42 pagesClutch ListAnkan MitraNo ratings yet
- DFH00191 - RAUTHERM SPEED HKV P - TI - EN - LayoutDocument4 pagesDFH00191 - RAUTHERM SPEED HKV P - TI - EN - LayoutRENSO BirouClujNo ratings yet
- WS500 Operator WorkstationDocument2 pagesWS500 Operator WorkstationNayants GuzmánNo ratings yet
- Flabeg Solar enDocument11 pagesFlabeg Solar enZeec NoorNo ratings yet
- First-Man-Up User ManualDocument24 pagesFirst-Man-Up User ManualJoshuaNo ratings yet
- X2 / 275 Vac: B 81 191 EMI Suppression CapacitorsDocument4 pagesX2 / 275 Vac: B 81 191 EMI Suppression CapacitorsMeg YorkNo ratings yet
- Uponor Dop Klett CPR 20 Ic 251 V 001Document3 pagesUponor Dop Klett CPR 20 Ic 251 V 001jamppajoo2No ratings yet
- Banda Hoja de DatosDocument1 pageBanda Hoja de DatosSergio Guevara MenaNo ratings yet
- Citrix Xenserver ® 6.0.2 Emergency Network Reset: Published Wednesday, 29 February 2012 1.0 EditionDocument6 pagesCitrix Xenserver ® 6.0.2 Emergency Network Reset: Published Wednesday, 29 February 2012 1.0 EditionJuan CarlosNo ratings yet
- ES - 1NZ-FXE Engine Control SystemDocument480 pagesES - 1NZ-FXE Engine Control SystemHari Prasad Ambaripeta84% (19)
- Amplitude Shift KeyingDocument3 pagesAmplitude Shift KeyingPurnendh ParuchuriNo ratings yet
- Functions of An EngineerDocument5 pagesFunctions of An EngineerDEUS PHILIP DURANNo ratings yet
- EST 2011B v1.0 Configuration 10/28/2018 7:43 AMDocument2 pagesEST 2011B v1.0 Configuration 10/28/2018 7:43 AMbagusNo ratings yet
- DNF Stand PipeDocument3 pagesDNF Stand PipeChristopher BrownNo ratings yet
- Factors That Affect The Quality of CommunicationDocument9 pagesFactors That Affect The Quality of CommunicationWilliam Paras Inte100% (3)
- Environmental Engineering Jobs in Bangladesh - Careerjet - Com.bdDocument4 pagesEnvironmental Engineering Jobs in Bangladesh - Careerjet - Com.bdamrin jannatNo ratings yet
- Foundation Design: Exhaust StackDocument8 pagesFoundation Design: Exhaust Stackmdelacua2No ratings yet
- Powered by QFD OnlineDocument1 pagePowered by QFD OnlineNiswa RochimNo ratings yet
- Scenario of Shale Gas Exploration in IndiaDocument24 pagesScenario of Shale Gas Exploration in IndiaManish TiwariNo ratings yet
- (Communication) (English E-Book) Scientific Writing PDFDocument5 pages(Communication) (English E-Book) Scientific Writing PDFIrinaNo ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- The People's Agents and the Battle to Protect the American Public: Special Interests, Government, and Threats to Health, Safety, and the EnvironmentFrom EverandThe People's Agents and the Battle to Protect the American Public: Special Interests, Government, and Threats to Health, Safety, and the EnvironmentNo ratings yet
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawFrom EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawRating: 4 out of 5 stars4/5 (334)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)