You might also like
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
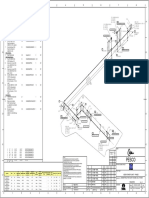
- Pesco: E 394705 N 265622 EL +917 Screwed End To Gt#11 AreaDocument1 pagePesco: E 394705 N 265622 EL +917 Screwed End To Gt#11 AreaValesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Petro Masila Company: Tata Consulting Engineers Limited - Phase 1Document1 pagePetro Masila Company: Tata Consulting Engineers Limited - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- 10END30BR001Document1 page10END30BR001Valesh MonisNo ratings yet
- Raw Water & Service Water Distribution System: Isometric Drawing ListDocument1 pageRaw Water & Service Water Distribution System: Isometric Drawing ListValesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Raw Water and Service Water Distribution System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- 10ENA01BR003 Sheet1-ModelDocument1 page10ENA01BR003 Sheet1-ModelValesh MonisNo ratings yet
- 10ENA01BR003 Sheet2-ModelDocument1 page10ENA01BR003 Sheet2-ModelValesh MonisNo ratings yet
- 10ENA01BR003 Sheet3-ModelDocument1 page10ENA01BR003 Sheet3-ModelValesh MonisNo ratings yet
- Pesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- 10ENA01BR004 Sheet5-ModelDocument1 page10ENA01BR004 Sheet5-ModelValesh MonisNo ratings yet
- 10END30BR001Document1 page10END30BR001Valesh MonisNo ratings yet
- Petro Masila Company: Tata Consulting Engineers Limited - Phase 1Document1 pagePetro Masila Company: Tata Consulting Engineers Limited - Phase 1Valesh MonisNo ratings yet
- Tce.11191a-D-4213 - Ldo P&id - R4 (Ur)Document2 pagesTce.11191a-D-4213 - Ldo P&id - R4 (Ur)Valesh MonisNo ratings yet
- Pesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- Pesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Document1 pagePesco: Isometrics For Light Crude Oil System Aden Power Plant - Phase 1Valesh MonisNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Plumber (General) R1 05jan16 PDFDocument15 pagesPlumber (General) R1 05jan16 PDFykchandanNo ratings yet
- Method Statement For Installation & Testing of Sanitary Wares or Accessories or Plumbing FixuresDocument3 pagesMethod Statement For Installation & Testing of Sanitary Wares or Accessories or Plumbing FixuresDong Vanra100% (2)
- MSS SP-97 2012 Integrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded and Buttwelding EndsDocument22 pagesMSS SP-97 2012 Integrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded and Buttwelding EndsJuliusMaximus12No ratings yet
- Akron Pitone Aquastream 4450Document6 pagesAkron Pitone Aquastream 4450exelsaNo ratings yet
- Pipes General - Materials Equivalent Used ASTM Grades Bolts NutsDocument4 pagesPipes General - Materials Equivalent Used ASTM Grades Bolts Nutsskilach100% (1)
- Working PressureDocument11 pagesWorking Pressureshojaee1063No ratings yet
- Asme A112.14.6-2010Document18 pagesAsme A112.14.6-2010Amer Amery50% (2)
- Cost Estimate For Pumps, Valves & Piping For Roll Cooling Pump HouseDocument3 pagesCost Estimate For Pumps, Valves & Piping For Roll Cooling Pump HouseBimal DeyNo ratings yet
- Catalogo de Conectores Hidraulicos PARKER PDFDocument86 pagesCatalogo de Conectores Hidraulicos PARKER PDFrofco2510No ratings yet
- Licensure Examination For Teachers (LET) ReviewerDocument32 pagesLicensure Examination For Teachers (LET) ReviewerCarizze Quilala CatalonNo ratings yet
- Osma Osmadrain BG Pim Od107 Feb 2017pdfDocument58 pagesOsma Osmadrain BG Pim Od107 Feb 2017pdfDeepakkumarNo ratings yet
- SATIP-P-104-05 Rev 7 FinalDocument6 pagesSATIP-P-104-05 Rev 7 FinalHatemS.MashaGbehNo ratings yet
- Noun ModifierDocument129 pagesNoun ModifierArshad AbbasNo ratings yet
- MODULE 7. Water Supply and StorageDocument9 pagesMODULE 7. Water Supply and StorageLemuel Maliwat DupitasNo ratings yet
- Ibtm5660 2223-04Document84 pagesIbtm5660 2223-04Yuki ChanNo ratings yet
- PipingDocument20 pagesPipingUdayakumarNo ratings yet
- Piping Design STD PDIL 138Document134 pagesPiping Design STD PDIL 138Anonymous ZFnjdaMR100% (2)
- IP &cal Home WorkDocument20 pagesIP &cal Home WorkAndri Nusantara PutraNo ratings yet
- Book 4.1-Ext Vapor Distr Sys MedResDocument476 pagesBook 4.1-Ext Vapor Distr Sys MedReschkzaNo ratings yet
- Thrust Restraint Design For Ductile Iron Pipe: Seventh EditionDocument24 pagesThrust Restraint Design For Ductile Iron Pipe: Seventh EditionRyanNo ratings yet
- TEC-211200 - MET-DoR-001 (Method Statement For Installation and Inspection of Firefighting System) (K)Document9 pagesTEC-211200 - MET-DoR-001 (Method Statement For Installation and Inspection of Firefighting System) (K)Anith SajiNo ratings yet
- Bis LPGDocument16 pagesBis LPGparthaNo ratings yet
- BOQ 4-Storey-Residential 03282019 FInalDocument26 pagesBOQ 4-Storey-Residential 03282019 FInalCharles SiaNo ratings yet
- Mas - Lusail PlazaDocument271 pagesMas - Lusail PlazaArmağan DemirelNo ratings yet
- Examination For Competent PersonDocument3 pagesExamination For Competent PersonRAJKUMARNo ratings yet
- 1.06 A Piping Codes & StandardsDocument31 pages1.06 A Piping Codes & StandardsSumedh Singh100% (2)
- Senr3130-13 TorqueDocument20 pagesSenr3130-13 TorqueJose luis ConsuegraNo ratings yet
- FLANGESDocument47 pagesFLANGESDinesh NNo ratings yet
- Weco Wing Unions CatalogDocument6 pagesWeco Wing Unions Catalogtoxicity23100% (1)
- Friatec HDPE Electro Fusion FittingsDocument44 pagesFriatec HDPE Electro Fusion FittingsAdil SyedNo ratings yet