You might also like
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAFrom EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANo ratings yet
- Elementos de Proteccion PersonalDocument9 pagesElementos de Proteccion PersonaldavidNo ratings yet
- Reglas de Diseño para El Mecanizado KalpakjianDocument7 pagesReglas de Diseño para El Mecanizado KalpakjiancarmelotomasNo ratings yet
- Electrodos Acero Baja Aleación 8018Document14 pagesElectrodos Acero Baja Aleación 8018Yenifer Paola Martinez VargasNo ratings yet
- Caja ReductoraDocument19 pagesCaja ReductoraGRADOS LEON CARLOS JESUSNo ratings yet
- Barretas, Barretillas, Chuzos y LlaucasDocument2 pagesBarretas, Barretillas, Chuzos y LlaucasKarlaPaisNo ratings yet
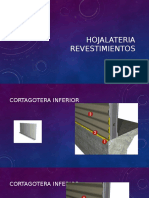
- Manual de HojalateriaDocument6 pagesManual de HojalateriaAlejandra Azocar100% (1)
- INSTALACIONES INDUSTRIALES ALINEACIÓN Y DESALINEACIÓNDocument15 pagesINSTALACIONES INDUSTRIALES ALINEACIÓN Y DESALINEACIÓNFernando GuamánNo ratings yet
- Manual Mtto - Drive One (Español)Document10 pagesManual Mtto - Drive One (Español)jhonatanNo ratings yet
- EXAMEN TIPO 1 TaladroDocument4 pagesEXAMEN TIPO 1 TaladroIntercomunicacion ComputoNo ratings yet
- SDocument8 pagesSSergio Manuel Ovando ChaconNo ratings yet
- 498hoja-tecnica-MOLYKOTE 1000Document2 pages498hoja-tecnica-MOLYKOTE 1000Mendoza AreliNo ratings yet
- PF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFDocument1 pagePF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFChichojefe PmcNo ratings yet
- Catalogo Mit Sh1275Document20 pagesCatalogo Mit Sh1275Gabriel A Jaque Espinoza50% (2)
- Mantis de 20 Con Herramienta.1Document1 pageMantis de 20 Con Herramienta.1jesus garciaNo ratings yet
- Top-Products Industrial Sensors Spanish PDFDocument166 pagesTop-Products Industrial Sensors Spanish PDFjhnNo ratings yet
- Checklist de inspección de esmeril angular de menos deDocument1 pageChecklist de inspección de esmeril angular de menos deNICOLE ANDREA DÍAZ JIMÉNEZNo ratings yet
- Alineamiento Mecanico 1 1Document28 pagesAlineamiento Mecanico 1 1mikajairinhoNo ratings yet
- Credencial BMS Octubre 1Document2 pagesCredencial BMS Octubre 1Maldonado CarlosNo ratings yet
- Acoplamientos Hidraulicos Transfluid Mantención PDFDocument11 pagesAcoplamientos Hidraulicos Transfluid Mantención PDFMary Huaylla ANo ratings yet
- Preguntas de Las Herramientas Basicas ManualesDocument3 pagesPreguntas de Las Herramientas Basicas ManualesKARG100% (1)
- Auma SG 05.1 PDFDocument48 pagesAuma SG 05.1 PDFAlex ChavezNo ratings yet
- 1 Informe de Inspección Estructural Teck Quebrada BlancaDocument13 pages1 Informe de Inspección Estructural Teck Quebrada Blancacarlos zavalaNo ratings yet
- M1 PipingDocument8 pagesM1 PipingErick PadillaNo ratings yet
- Roscas y Piezas RoscadasDocument65 pagesRoscas y Piezas RoscadasMauro HaspertNo ratings yet
- Catalogo Metalmecanica PDFDocument20 pagesCatalogo Metalmecanica PDFgerardoctavaraNo ratings yet
- Procedimiento seguro con moto soldadoraDocument10 pagesProcedimiento seguro con moto soldadoraAlexander ArcilaNo ratings yet
- Fdocuments - Es - Catalogo de Flanges DucasseDocument22 pagesFdocuments - Es - Catalogo de Flanges DucassealexanderNo ratings yet
- Estructuras Metalicas PDFDocument73 pagesEstructuras Metalicas PDFAndres ChaconNo ratings yet
- Apuntes MecanizadoDocument7 pagesApuntes MecanizadodxdNo ratings yet
- Esmerilado 1 PDFDocument15 pagesEsmerilado 1 PDFJuan Cho50% (2)
- CALDERERIADocument7 pagesCALDERERIANíckolas ValverdeNo ratings yet
- Compresor Horizontal de Banda Horizontal Belt Drive Air CompressorDocument9 pagesCompresor Horizontal de Banda Horizontal Belt Drive Air CompressorMaynorNo ratings yet
- Hojalateria RevestimientosDocument12 pagesHojalateria RevestimientosSamuel Marcelo Villarroel CarcamoNo ratings yet
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Document9 pagesRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaNo ratings yet
- Informe de inspección de soldadura en rieles de elevadorDocument7 pagesInforme de inspección de soldadura en rieles de elevadorCarolina PB100% (1)
- Superficies funcionales y no funcionalesDocument15 pagesSuperficies funcionales y no funcionalesRodolfo J. BuenrostroNo ratings yet
- Informe Técnico Caex 739Document12 pagesInforme Técnico Caex 739carlos zavalaNo ratings yet
- Cuarto Granallado Estructuras Perfiles Tubos Cym BlastroomDocument5 pagesCuarto Granallado Estructuras Perfiles Tubos Cym Blastroomsandy_cp100% (1)
- Política Seguridad Salud Construcciones PizarroDocument1 pagePolítica Seguridad Salud Construcciones PizarroJona ViGoNo ratings yet
- Cuestionario FresadoraDocument5 pagesCuestionario FresadoraJhaiiler ZlatanNo ratings yet
- Guia de Montaje Estructura Metálica - SWGDocument26 pagesGuia de Montaje Estructura Metálica - SWGjuan amayaNo ratings yet
- Maestro Segunda MecánicoDocument6 pagesMaestro Segunda MecánicoNico JeriaNo ratings yet
- Amef Afiladora Ar5-EDocument4 pagesAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- 08 AcoplamientoDocument53 pages08 AcoplamientoDani Olsen100% (1)
- Taladro de Columna, ReporteDocument25 pagesTaladro de Columna, ReporteDenilson Rolando Garcia GuadarramaNo ratings yet
- Procedimiento Cambio de Valvulas Con Flujo de AcidoDocument11 pagesProcedimiento Cambio de Valvulas Con Flujo de AcidoWaldo Gornall HuidobroNo ratings yet
- Torneado: clasificación, componentes y operaciones básicasDocument40 pagesTorneado: clasificación, componentes y operaciones básicasChristian TacuriNo ratings yet
- Plegado y Forma EfectuarloDocument12 pagesPlegado y Forma EfectuarlokinemendiNo ratings yet
- Plegadora HidráulicaDocument3 pagesPlegadora Hidráulicajack sparrowNo ratings yet
- Pauta 500 Hrs Grua Horquilla h300 360Document2 pagesPauta 500 Hrs Grua Horquilla h300 360Jose Figueroa100% (2)
- Operaciones de Mecanizado y Máquina HerramientaDocument35 pagesOperaciones de Mecanizado y Máquina HerramientaCarlosSantanaNo ratings yet
- Inspeccion Maquina de Soldar - Check List de Pre UsoDocument1 pageInspeccion Maquina de Soldar - Check List de Pre Usokaren Geanella bujahico huertasNo ratings yet
- Domite Wear-CompDocument10 pagesDomite Wear-CompJuan Carlos EspinozaNo ratings yet
- Rodamientos y sus tiposDocument11 pagesRodamientos y sus tiposIvan J. BonomiNo ratings yet
- Arco SumergidoDocument20 pagesArco SumergidoYupanqui RicardoNo ratings yet
- Catalogo PerfilesDocument42 pagesCatalogo Perfilesmarkosdistefano100% (2)
- Creusabro 8000: La combinación óptima de resistencia al desgaste y trabajabilidadDocument6 pagesCreusabro 8000: La combinación óptima de resistencia al desgaste y trabajabilidadDiego AvendañoNo ratings yet
- Creusabro8000 PDFDocument8 pagesCreusabro8000 PDFmarioaristidesNo ratings yet
- Ficha MAXDUR 540Document6 pagesFicha MAXDUR 540Javier ParedesNo ratings yet
- Agitacion Mezclado 1Document34 pagesAgitacion Mezclado 1KitsuneMasterNo ratings yet
- PEDDocument61 pagesPEDPeterWayNo ratings yet
- Acero Sisa A2Document2 pagesAcero Sisa A2Marco ManriquezNo ratings yet
- 168 - Hardox - 450 - MX - Ficha Tecnica PDFDocument2 pages168 - Hardox - 450 - MX - Ficha Tecnica PDFGerardo Jesús VidalNo ratings yet
- CTE DB SE Seguridad EstructuralDocument45 pagesCTE DB SE Seguridad Estructuraljacqs2No ratings yet
- Creusabro 8000Document8 pagesCreusabro 8000PeterWay100% (1)
- Clasificación ATEX PDFDocument11 pagesClasificación ATEX PDFAbraham BongòNo ratings yet
- DirectivasDocument18 pagesDirectivasPeterWayNo ratings yet
- Oscilacion VigasDocument7 pagesOscilacion VigasDiego TigreNo ratings yet
- Manual de Acero EstructuralDocument134 pagesManual de Acero EstructuralRicardo Ramones Piñero100% (1)
- PDF ACEROS Construccion1Document1 pagePDF ACEROS Construccion1SeshNo ratings yet
- AlSi7Mg lingotes Aluar aluminio composiciónDocument3 pagesAlSi7Mg lingotes Aluar aluminio composiciónPeterWayNo ratings yet
- PlasticosDocument6 pagesPlasticosPeterWayNo ratings yet
- Tabla Resistencias Mecánicas No FerrososDocument8 pagesTabla Resistencias Mecánicas No FerrososPeterWayNo ratings yet
- Acoplamientos Elasticos FUNDALDocument17 pagesAcoplamientos Elasticos FUNDALHernan LagrangeNo ratings yet
- Catalogo AcoplamientosDocument244 pagesCatalogo AcoplamientosPeterWayNo ratings yet
- Acoples RuadigonDocument2 pagesAcoples RuadigonPeterWayNo ratings yet
- Catalogo Cadenas Can-Am - ChainsDocument68 pagesCatalogo Cadenas Can-Am - ChainssafirioNo ratings yet
- Accesorios EslinDocument37 pagesAccesorios Esliningeniero1986No ratings yet
- 2cables AceroDocument20 pages2cables AcerolohendysramirezNo ratings yet
- AISI 4140 acero aleado al cromo molibdenoDocument5 pagesAISI 4140 acero aleado al cromo molibdenoDiego Fernando YustesNo ratings yet
- IZAJE2Document16 pagesIZAJE2PeterWayNo ratings yet
- Reg 304AceroSoldadas PDFDocument102 pagesReg 304AceroSoldadas PDFraul_beronNo ratings yet
- Eslingas de NylonDocument17 pagesEslingas de Nylonsandman21No ratings yet
- 8620 IramDocument5 pages8620 IramPeterWayNo ratings yet
- Chavetas y ChaveterosDocument2 pagesChavetas y ChaveterosMoisés LeónNo ratings yet
- Acoplamientos Elasticos FUNDALDocument17 pagesAcoplamientos Elasticos FUNDALHernan LagrangeNo ratings yet
- Catalogo AcoplamientosDocument244 pagesCatalogo AcoplamientosPeterWayNo ratings yet
- CatálogoDocument10 pagesCatálogoPeterWayNo ratings yet
- AFA Mod. 12 Engranajes - FundamentosDocument76 pagesAFA Mod. 12 Engranajes - Fundamentosleoscaz83% (6)
- Trabajo #1 Hojalata TerminadoDocument22 pagesTrabajo #1 Hojalata TerminadoKeitlyn Pinto MuñozNo ratings yet
- Ensayo de Templabilidad Normas ApaDocument27 pagesEnsayo de Templabilidad Normas ApaTatiana100% (1)
- Diseño de CasingDocument118 pagesDiseño de CasingLuis Mancilla100% (3)
- Manual de Ingeniería de BolsilloDocument30 pagesManual de Ingeniería de BolsilloBeatrice CarrollNo ratings yet
- Seguimiento 2Document5 pagesSeguimiento 2Joan EstradaNo ratings yet
- Acero Final CapillaDocument26 pagesAcero Final CapillaRicher CFNo ratings yet
- Tipos de losas y sus característicasDocument7 pagesTipos de losas y sus característicasdahonelithNo ratings yet
- Costos Unitarios Del Estado de México 2023Document105 pagesCostos Unitarios Del Estado de México 2023sANTORY SANo ratings yet
- DISEÑO de Un Molde de Inyección de Plástico ASISTIDO POR COMPUTADOR (CAD-CAM-CAE) para La Fabricación de Piezas de AjedrezDocument27 pagesDISEÑO de Un Molde de Inyección de Plástico ASISTIDO POR COMPUTADOR (CAD-CAM-CAE) para La Fabricación de Piezas de AjedrezJavier Antonio Cardenas OliverosNo ratings yet
- SSPC PA2 1 Espanol PDFDocument13 pagesSSPC PA2 1 Espanol PDFgabrielNo ratings yet
- Diagrama Fe-C: Ejercicios de solidificación y transformaciones de fasesDocument21 pagesDiagrama Fe-C: Ejercicios de solidificación y transformaciones de fasesAlvaroKJNo ratings yet
- SILABODocument4 pagesSILABORoque 2No ratings yet
- Básicos del nuevo sistema de tostación PROBAT BASICDocument27 pagesBásicos del nuevo sistema de tostación PROBAT BASICAlexander JuarezNo ratings yet
- Motivos de Fallas Frecuentes en Losas SobrepisoDocument3 pagesMotivos de Fallas Frecuentes en Losas SobrepisoAndrésNo ratings yet
- Normas de Seguridad CascosDocument16 pagesNormas de Seguridad CascosCentauro75No ratings yet
- Calculo de RetencionesDocument10 pagesCalculo de RetencionesEduardo Lopez B.No ratings yet
- Funciones Del Molde para Inyección de PlásticoDocument5 pagesFunciones Del Molde para Inyección de Plásticotonimnkda50% (2)
- Cotización Instalación Torre GuacharacalDocument1 pageCotización Instalación Torre GuacharacalJUROFONo ratings yet
- ZR 20Document4 pagesZR 20Asociacion Mexicana para la Prevencion de las EnfermedadesNo ratings yet
- Caracteristicas Kit Carbo CeramicoDocument6 pagesCaracteristicas Kit Carbo CeramicoPedro FernandezNo ratings yet
- Mineroducto y Fajas TransportadorasDocument30 pagesMineroducto y Fajas TransportadorasJoseph Romo Cristobal100% (2)
- Ats - PtarDocument11 pagesAts - PtarSOACHA.INVERCOLING SASNo ratings yet
- Carta de Presentacion VRingeniería Jefe de Suministros Holcim ColombiaDocument4 pagesCarta de Presentacion VRingeniería Jefe de Suministros Holcim Colombiaorangelanaya-1No ratings yet
- 2 Gildardo SolorioDocument10 pages2 Gildardo Solorioalcegarcia84No ratings yet
- Especificaciones TablerosDocument24 pagesEspecificaciones TablerosProyectos HyGNo ratings yet
- 7 HerramientasDocument11 pages7 HerramientasOmar Antonio Marrugo Espitia0% (1)
- Construcción planta pan TocancipáDocument33 pagesConstrucción planta pan TocancipáLiliana CruzNo ratings yet
- Ficha Tecnica - Tubo Rectangular LacDocument1 pageFicha Tecnica - Tubo Rectangular LacRafael Chero OrdinolaNo ratings yet
- Memoria Con Especificaciones Generales de PartidasDocument40 pagesMemoria Con Especificaciones Generales de PartidasChristian AlviaNo ratings yet
- Principios básicos de bioquímica de los alimentosFrom EverandPrincipios básicos de bioquímica de los alimentosRating: 4.5 out of 5 stars4.5/5 (2)
- Bioquímica: metabolismo energético, conceptos y aplicaciónFrom EverandBioquímica: metabolismo energético, conceptos y aplicaciónRating: 4 out of 5 stars4/5 (7)
- Fundamentos de química aplicados a las ciencias de la saludFrom EverandFundamentos de química aplicados a las ciencias de la saludNo ratings yet
- Polímeros: Generalidades y tendencias de investigación en ColombiaFrom EverandPolímeros: Generalidades y tendencias de investigación en ColombiaRating: 5 out of 5 stars5/5 (14)
- Inteligencia física: Aprende a ver el mundo con la mente de un físicoFrom EverandInteligencia física: Aprende a ver el mundo con la mente de un físicoRating: 5 out of 5 stars5/5 (41)
- Problemas resueltos de Química Analítica CuantitativaFrom EverandProblemas resueltos de Química Analítica CuantitativaRating: 5 out of 5 stars5/5 (3)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesFrom EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesNo ratings yet
- Mediciones y métodos de uso común en el laboratorio de QuímicaFrom EverandMediciones y métodos de uso común en el laboratorio de QuímicaRating: 4.5 out of 5 stars4.5/5 (3)
- Estructura atómica y enlace químicoFrom EverandEstructura atómica y enlace químicoRating: 3 out of 5 stars3/5 (2)
- Sistema de mejora continua de la calidad en el laboratorio: Teoría y prácticaFrom EverandSistema de mejora continua de la calidad en el laboratorio: Teoría y prácticaNo ratings yet
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.From EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Rating: 3 out of 5 stars3/5 (2)
- Química orgánica: ejercicios de aplicaciónFrom EverandQuímica orgánica: ejercicios de aplicaciónRating: 5 out of 5 stars5/5 (3)
- Técnicas y medidas básicas en el laboratorio de químicaFrom EverandTécnicas y medidas básicas en el laboratorio de químicaRating: 4.5 out of 5 stars4.5/5 (6)
- Principios y aplicaciones de la energía fotovoltaica y de las bateríasFrom EverandPrincipios y aplicaciones de la energía fotovoltaica y de las bateríasRating: 4 out of 5 stars4/5 (1)
- Análisis inorgánico cualitativo sistemáticoFrom EverandAnálisis inorgánico cualitativo sistemáticoRating: 4.5 out of 5 stars4.5/5 (2)