You might also like
- SOP 18 Foreign Material Control - WM PDFDocument5 pagesSOP 18 Foreign Material Control - WM PDFkhairul alamNo ratings yet
- The Design of HACCP Plan For Butter PlantDocument17 pagesThe Design of HACCP Plan For Butter PlantJahangir AliNo ratings yet
- 033 - SOP On Batch Release SystemDocument3 pages033 - SOP On Batch Release SystemDevender Malhotra86% (22)
- SOP For Service ProviderDocument3 pagesSOP For Service ProviderMidnight Rei100% (2)
- Aphrin 500 MG Capsule BPR 2Document16 pagesAphrin 500 MG Capsule BPR 2ShagorShagor100% (2)
- Batch Packaging Record (Final) PDFDocument13 pagesBatch Packaging Record (Final) PDFatiq100% (3)
- Batch Release (VHS QA 027 R0)Document8 pagesBatch Release (VHS QA 027 R0)Ajay patel Patel100% (1)
- SOP Storage & Handling of Finished ProductDocument1 pageSOP Storage & Handling of Finished ProductUjwal C Kamble0% (1)
- Sop For Handling of Returned Goods: II. Scope Iii. ResponsibilityDocument2 pagesSop For Handling of Returned Goods: II. Scope Iii. Responsibilitysachin100% (4)
- Procedure For Operational and Cleanning of Automatic Single Head Tube Filling and & Sealing Mc-6Document5 pagesProcedure For Operational and Cleanning of Automatic Single Head Tube Filling and & Sealing Mc-6asit_m80% (5)
- Ointment BMRDocument22 pagesOintment BMRspp80% (5)
- Batch Manufacturing Record (Capsule) : TitleDocument25 pagesBatch Manufacturing Record (Capsule) : TitleMohammed Zubair100% (3)
- ASEAN TMHS GMP Training Chapter 4 Annex 1 SOP On Personal HygieneDocument5 pagesASEAN TMHS GMP Training Chapter 4 Annex 1 SOP On Personal Hygienesunny mgxNo ratings yet
- Receiving and Dispatch of Goods SOP and TemplateDocument5 pagesReceiving and Dispatch of Goods SOP and TemplateUjwal C Kamble50% (2)
- Site Master FileDocument59 pagesSite Master FileMohammed Zubair100% (3)
- SOP For Cleaning of Equipment and Accessories in Production Area - Pharmaceutical GuidelinesDocument1 pageSOP For Cleaning of Equipment and Accessories in Production Area - Pharmaceutical Guidelinessandro Cardoso100% (2)
- Standard Operating Procedure - Employee Health & Personal HygieneDocument3 pagesStandard Operating Procedure - Employee Health & Personal HygienePrince Moni100% (4)
- Feed Analysis Standard Operation (Analysis) Procedure SOPDocument27 pagesFeed Analysis Standard Operation (Analysis) Procedure SOPZiauddeen Noor100% (1)
- Layers Feed Formulation Handboo1Document13 pagesLayers Feed Formulation Handboo1Gichuru K Riria100% (9)
- SOP of Receiving Raw MaterialDocument4 pagesSOP of Receiving Raw MaterialYousif100% (6)
- Pellet Cooling and CrumblingDocument37 pagesPellet Cooling and CrumblingMusheer Basha50% (2)
- Metformin FormulationDocument6 pagesMetformin Formulationsujit50% (2)
- HACCP Example - KraftDocument83 pagesHACCP Example - KraftRichard Ingram100% (2)
- Stability Study Guidance ProtocolDocument10 pagesStability Study Guidance ProtocolManish shankarpure100% (1)
- SOP of Release or Rejection of Finished ProductDocument1 pageSOP of Release or Rejection of Finished ProductPrince MoniNo ratings yet
- What Is BMR (Batch Manufacturing Record)Document2 pagesWhat Is BMR (Batch Manufacturing Record)Prince Moni100% (1)
- Quality Assurence Program in Feed ManufacturingDocument6 pagesQuality Assurence Program in Feed ManufacturingdeborahalvesferreiraNo ratings yet
- Specification For Poultry FeedDocument41 pagesSpecification For Poultry FeedMyjudul100% (3)
- Sop of Cleaning and Operation of Dispensing BoothDocument3 pagesSop of Cleaning and Operation of Dispensing BoothRainMan75100% (2)
- SOP Personnel HygieneDocument4 pagesSOP Personnel HygieneBejoy Karim100% (3)
- Vatakulantka Rasa TabletDocument7 pagesVatakulantka Rasa Tabletreflectprakash3610No ratings yet
- Sop For Cleaning Capsule Filling Machine C-14 in Capsulation Room 2Document5 pagesSop For Cleaning Capsule Filling Machine C-14 in Capsulation Room 2WANDERA ROBERTNo ratings yet
- Annual Product Quality Review APQR FormatDocument9 pagesAnnual Product Quality Review APQR FormatDr.Sivakumar Selvaraj100% (1)
- SOP For Cleaning of Sticker Labeling MachineDocument2 pagesSOP For Cleaning of Sticker Labeling MachineYousifNo ratings yet
- Site Master FileDocument18 pagesSite Master FileAaron Chris GonzalesNo ratings yet
- BMR Cephracap 500 Cap Checked 1Document16 pagesBMR Cephracap 500 Cap Checked 1jordan7half7don100% (1)
- BMR - Elfexo 120 TabletDocument13 pagesBMR - Elfexo 120 TabletShagorShagor100% (1)
- Batch Manufacturing Record: Wellborne Pharmachem & BiologicalsDocument23 pagesBatch Manufacturing Record: Wellborne Pharmachem & BiologicalsMohammed Zubair100% (1)
- Co Dabamal Tablet 9m606001Document22 pagesCo Dabamal Tablet 9m606001joerichladNo ratings yet
- Standard Operating Procedure Somatec: TITLE: SOP FOR DM Plant SanitizationDocument3 pagesStandard Operating Procedure Somatec: TITLE: SOP FOR DM Plant SanitizationMajed HossainNo ratings yet
- SOPs For IQMS in Food Manufacturing FacilitiesDocument7 pagesSOPs For IQMS in Food Manufacturing FacilitiesmineeNo ratings yet
- Master Formula CardDocument7 pagesMaster Formula CardTrilochan Ayurveda100% (1)
- Feed Quality Assurance Programs For Feed Mills: Charles Stark, Ph.D. North Carolina State UniversityDocument71 pagesFeed Quality Assurance Programs For Feed Mills: Charles Stark, Ph.D. North Carolina State UniversityEy DeeNo ratings yet
- SOP On Operation and Cleaning of Paste KettleDocument3 pagesSOP On Operation and Cleaning of Paste KettleRakesh RauniyarNo ratings yet
- Quality & Food Safety Manual: Wilverley Trading Estate 813/815 Bath Road Brislington Bristol Bs4 5NlDocument23 pagesQuality & Food Safety Manual: Wilverley Trading Estate 813/815 Bath Road Brislington Bristol Bs4 5NlMohamedNo ratings yet
- Complete Prerequisite Program v2Document78 pagesComplete Prerequisite Program v2Ramasubramanian Sankaranarayanan100% (1)
- BMR of Vericef 500capsuleDocument17 pagesBMR of Vericef 500capsuleShagorShagor100% (1)
- Audit-Checklist - For Capsule ProductionDocument6 pagesAudit-Checklist - For Capsule Productionkavya nainita67% (6)
- Sop For Destruction of Sample After Analysis.Document5 pagesSop For Destruction of Sample After Analysis.vasant ugaleNo ratings yet
- SOP For Microbiological Good Laboratory PracticesDocument10 pagesSOP For Microbiological Good Laboratory PracticesknbiolabsNo ratings yet
- Glass Policy: Ameliorating This Policy Applies To All Glass and Hard Plastic Used On Site, Including Lights, and WindowsDocument3 pagesGlass Policy: Ameliorating This Policy Applies To All Glass and Hard Plastic Used On Site, Including Lights, and WindowsMATTHEW MUNGAI100% (3)
- Aphrin PFS BMR V-01Document13 pagesAphrin PFS BMR V-01ShagorShagorNo ratings yet
- Raw Material Requisition Slip - For MergeDocument1 pageRaw Material Requisition Slip - For Mergeasit_mNo ratings yet
- SOP On Transferring Finished Products To Finished Goods StoresDocument3 pagesSOP On Transferring Finished Products To Finished Goods StoresRainMan7550% (2)
- Foreign Material Control PolicyDocument5 pagesForeign Material Control Policymonik manuelNo ratings yet
- Proposed Improvement of Quality of Bread Products Using Six SigmaDocument8 pagesProposed Improvement of Quality of Bread Products Using Six SigmaSri SardiyantiNo ratings yet
- Analysis Method of Cypermethrin TechnicalDocument5 pagesAnalysis Method of Cypermethrin TechnicalDaniel Martins PortoNo ratings yet
- SOP (Cutting Line Dimesion Inspection)Document1 pageSOP (Cutting Line Dimesion Inspection)LauNo ratings yet
- SOP For Bioburden TestDocument2 pagesSOP For Bioburden TestBejoy KarimNo ratings yet
- HACCP PLAN APPROVED 11 26 2012 Páginas 5Document25 pagesHACCP PLAN APPROVED 11 26 2012 Páginas 5jerco27No ratings yet
- ZyLAB EDiscovery 3.11 What's New ManualDocument32 pagesZyLAB EDiscovery 3.11 What's New ManualyawahabNo ratings yet
- Communication MethodDocument30 pagesCommunication MethodMisganaw GishenNo ratings yet
- Ethics FinalsDocument22 pagesEthics FinalsEll VNo ratings yet
- Infor Mashup DesignerDocument95 pagesInfor Mashup DesignerBalayogesh Alagesan100% (1)
- Using MonteCarlo Simulation To Mitigate The Risk of Project Cost OverrunsDocument8 pagesUsing MonteCarlo Simulation To Mitigate The Risk of Project Cost OverrunsJancarlo Mendoza MartínezNo ratings yet
- Higher Vapor Pressure Lower Vapor PressureDocument10 pagesHigher Vapor Pressure Lower Vapor PressureCatalina PerryNo ratings yet
- Excel Lesson 5 QuizDocument5 pagesExcel Lesson 5 Quizdeep72No ratings yet
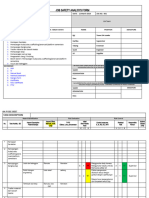
- JSA FormDocument4 pagesJSA Formfinjho839No ratings yet
- A List of 142 Adjectives To Learn For Success in The TOEFLDocument4 pagesA List of 142 Adjectives To Learn For Success in The TOEFLchintyaNo ratings yet
- Damage To Bottom Ash Handling SysDocument6 pagesDamage To Bottom Ash Handling SyssanjeevchhabraNo ratings yet
- Alan Freeman - Ernest - Mandels - Contribution - To - Economic PDFDocument34 pagesAlan Freeman - Ernest - Mandels - Contribution - To - Economic PDFhajimenozakiNo ratings yet
- Term Paper A and CDocument9 pagesTerm Paper A and CKishaloy NathNo ratings yet
- 8A L31 Phiếu BTDocument7 pages8A L31 Phiếu BTviennhuNo ratings yet
- ICON Finals Casebook 2021-22Document149 pagesICON Finals Casebook 2021-22Ishan ShuklaNo ratings yet
- Dekker V Weida Amicus Brief by 17 AGsDocument35 pagesDekker V Weida Amicus Brief by 17 AGsSarah WeaverNo ratings yet
- Mystakidis2022 MetaverseDocument13 pagesMystakidis2022 MetaverseVennela NandikondaNo ratings yet
- LCP-027 VectraLCPDesignGuideTG AM 0613Document80 pagesLCP-027 VectraLCPDesignGuideTG AM 0613Evert100% (1)
- Enzymatic Hydrolysis, Analysis of Mucic Acid Crystals and Osazones, and Thin - Layer Chromatography of Carbohydrates From CassavaDocument8 pagesEnzymatic Hydrolysis, Analysis of Mucic Acid Crystals and Osazones, and Thin - Layer Chromatography of Carbohydrates From CassavaKimberly Mae MesinaNo ratings yet
- Top Survival Tips - Kevin Reeve - OnPoint Tactical PDFDocument8 pagesTop Survival Tips - Kevin Reeve - OnPoint Tactical PDFBillLudley5100% (1)
- Madam Shazia PaperDocument14 pagesMadam Shazia PaperpervaizhejNo ratings yet
- Advantages of The CapmDocument3 pagesAdvantages of The Capmdeeparaghu6No ratings yet
- Dreizler EDocument265 pagesDreizler ERobis OliveiraNo ratings yet
- Quality Assurance Plan - CivilDocument11 pagesQuality Assurance Plan - CivilDeviPrasadNathNo ratings yet
- Exam Ref 70 483 Programming in C by Wouter de Kort PDFDocument2 pagesExam Ref 70 483 Programming in C by Wouter de Kort PDFPhilNo ratings yet
- An Analysis of The Cloud Computing Security ProblemDocument6 pagesAn Analysis of The Cloud Computing Security Problemrmsaqib1No ratings yet
- NHD Process PaperDocument2 pagesNHD Process Paperapi-122116050No ratings yet
- Week1 TutorialsDocument1 pageWeek1 TutorialsAhmet Bahadır ŞimşekNo ratings yet
- Know Your TcsDocument8 pagesKnow Your TcsRocky SinghNo ratings yet
- Product 97 File1Document2 pagesProduct 97 File1Stefan StefanNo ratings yet
- James KlotzDocument2 pagesJames KlotzMargaret ElwellNo ratings yet