You might also like
- Calculation of Forces Acting On A Rotary Steerable Liner Drilling SystemDocument135 pagesCalculation of Forces Acting On A Rotary Steerable Liner Drilling SystemNourden Al100% (1)
- Understanding of Buoyancy in Drill Pipe and Risers Reve, MortenDocument78 pagesUnderstanding of Buoyancy in Drill Pipe and Risers Reve, MortenkwonilNo ratings yet
- Well InterventionDocument83 pagesWell InterventionJosue FishNo ratings yet
- TVBK 5229AArwebDocument95 pagesTVBK 5229AArwebalbertoxinaNo ratings yet
- Ydstebo KristianDocument111 pagesYdstebo KristianEJOUMALENo ratings yet
- Stability of Slender Columns PDFDocument70 pagesStability of Slender Columns PDFmagdy bakryNo ratings yet
- Master Thesis Hadi TranggonoDocument143 pagesMaster Thesis Hadi TranggonoHamed YousifNo ratings yet
- Packer ForceDocument68 pagesPacker ForceparthameisterNo ratings yet
- Master Thesis - Casing Wear in Multilateral Wells - Steven Ripman PDFDocument110 pagesMaster Thesis - Casing Wear in Multilateral Wells - Steven Ripman PDFBogdan StanciuNo ratings yet
- Maharaj Ashveer 2003Document227 pagesMaharaj Ashveer 2003HernâniCruzNo ratings yet
- Final ReportDocument104 pagesFinal ReportHamed YousifNo ratings yet
- An Evaluation of Stresses on a Vessel's Side Plate and Its CapacityDocument181 pagesAn Evaluation of Stresses on a Vessel's Side Plate and Its CapacityMirceaNo ratings yet
- Deepwater Drilling ProblemsDocument86 pagesDeepwater Drilling ProblemszanzibarteamNo ratings yet
- Master'S Thesis: Faculty of Science and TechnologyDocument95 pagesMaster'S Thesis: Faculty of Science and TechnologyDr. Deo Karan RamNo ratings yet
- Sedimentary Processes: Quantification Using RadionuclidesFrom EverandSedimentary Processes: Quantification Using RadionuclidesNo ratings yet
- Odinsson DavidDocument80 pagesOdinsson DavidGhulam Mohyuddin SohailNo ratings yet
- A Review of Literature For The Structural Assessment of Mitred Bends PDFDocument20 pagesA Review of Literature For The Structural Assessment of Mitred Bends PDFaemis2010No ratings yet
- Handbook of Ocean Wave Energy - 2017Document303 pagesHandbook of Ocean Wave Energy - 2017mrwestra100% (2)
- Balac Srdan MSC 2019Document80 pagesBalac Srdan MSC 2019Naufal SatiNo ratings yet
- Master Thesis on Trawl Gear Interaction with Subsea PipelinesDocument96 pagesMaster Thesis on Trawl Gear Interaction with Subsea PipelinesL K100% (1)
- GFRP+Two WaySlab ThesisDocument175 pagesGFRP+Two WaySlab ThesisKrishnaa SubramanianNo ratings yet
- Nozzle Loads PDFDocument227 pagesNozzle Loads PDFgopalvivekNo ratings yet
- Well PATubing Compaction Method Evaluationand ModellingDocument126 pagesWell PATubing Compaction Method Evaluationand ModellingErik OblitasNo ratings yet
- Serna - Morteros Con Reemplazo Parcial de Arena Por Lodos Procedentes de La Depuración de Aguas R...Document35 pagesSerna - Morteros Con Reemplazo Parcial de Arena Por Lodos Procedentes de La Depuración de Aguas R...Edwinson Cordova ChavezNo ratings yet
- Aluminum Weld SeamsDocument169 pagesAluminum Weld SeamsKucheluduNo ratings yet
- 10 1680@idmfdpisac 32729 FMDocument5 pages10 1680@idmfdpisac 32729 FMPreethiNo ratings yet
- Facile Synthesis of Porous Carbon Material From Waste EDITEDDocument46 pagesFacile Synthesis of Porous Carbon Material From Waste EDITEDNanabanyin BaidooNo ratings yet
- Torque and Drag Calculations in Three-Dimensional PDFDocument167 pagesTorque and Drag Calculations in Three-Dimensional PDFOsvaldo Pi S. NdongaNo ratings yet
- Mateusz TatysDocument78 pagesMateusz TatysEmilianoHernandezNo ratings yet
- MQ 46487Document152 pagesMQ 46487Natali Canchaya PanduroNo ratings yet
- gg boisDocument131 pagesgg boiswildlifeempressNo ratings yet
- structural-performance-of-rounded-dovetail-connectionsDocument256 pagesstructural-performance-of-rounded-dovetail-connectionsАлександр БурыйNo ratings yet
- MSc. Thesis - Marco Cespedes (Final)Document163 pagesMSc. Thesis - Marco Cespedes (Final)Mhanna AYNo ratings yet
- Thesis Lien TranDocument60 pagesThesis Lien TranMZSHBNo ratings yet
- Fatiguehandbook PDFDocument532 pagesFatiguehandbook PDFTien Hong Do100% (3)
- 20 Merenje Struje U Lezajevima SKF Marinov&RahmanMScDocument146 pages20 Merenje Struje U Lezajevima SKF Marinov&RahmanMScМиланNo ratings yet
- ROP Optimization and Modelling in Directional Drilling ProcessDocument122 pagesROP Optimization and Modelling in Directional Drilling ProcessM. Fadhli Cesar KNo ratings yet
- BOOK Concrete Box Girder Bridges (Schlaich)Document118 pagesBOOK Concrete Box Girder Bridges (Schlaich)amit_halcrowNo ratings yet
- Primary Well Cementations in OMV-AUT From 2004 - 2009. Analysis and Potential of Improvement.Document97 pagesPrimary Well Cementations in OMV-AUT From 2004 - 2009. Analysis and Potential of Improvement.njileoNo ratings yet
- Ceg Zwart 20070417Document208 pagesCeg Zwart 20070417FIKRI FadhilaNo ratings yet
- Design Guide 8 - For RHS and CHS Under Fatigue LoadDocument122 pagesDesign Guide 8 - For RHS and CHS Under Fatigue LoadAlberto Ballagas EcheniqueNo ratings yet
- HDPE Pipe Behavior in Saturated Silty SoilsDocument192 pagesHDPE Pipe Behavior in Saturated Silty SoilsHieu Do TatNo ratings yet
- FulltextDocument144 pagesFulltextMiriam PedersenNo ratings yet
- Master Thesis: Quality of Risk ReportingDocument73 pagesMaster Thesis: Quality of Risk ReportingkmillatNo ratings yet
- Ashu WangDocument214 pagesAshu Wang彭俊諺No ratings yet
- Design Project FinalDocument93 pagesDesign Project FinalYeab -G67% (3)
- Arches NotesDocument160 pagesArches Notesev xvNo ratings yet
- Rift Valley University: Department of Mechanical EngineeringDocument43 pagesRift Valley University: Department of Mechanical Engineeringabdibedasa86No ratings yet
- Rift Valley University: Department of Mechanical EngineeringDocument39 pagesRift Valley University: Department of Mechanical EngineeringTemesgen ErenaNo ratings yet
- MQ 39096Document146 pagesMQ 39096YIMER MESHESHANo ratings yet
- Initial Aerothermal Design Considerations For An Oxy-Fuel Combined CycleDocument169 pagesInitial Aerothermal Design Considerations For An Oxy-Fuel Combined Cyclepasquale rispoliNo ratings yet
- Master - Thesis - Finn - A - Rosland - Buckley-Leverett Equation PDFDocument83 pagesMaster - Thesis - Finn - A - Rosland - Buckley-Leverett Equation PDFAlinaBogoiNo ratings yet
- Estimation of Hydraulic Conductivity From Grain Size AnalysesDocument96 pagesEstimation of Hydraulic Conductivity From Grain Size AnalysesmelvindanginNo ratings yet
- Ocean Structures: Construction, Materials and Operations, CRC Press, Florida, ISBN: 978-14-987-9742-9Document8 pagesOcean Structures: Construction, Materials and Operations, CRC Press, Florida, ISBN: 978-14-987-9742-9pothirajNo ratings yet
- Full Text 01Document118 pagesFull Text 01Rui MatiasNo ratings yet
- Poncelow Mines 0052E 11393 Magh2 2017Document114 pagesPoncelow Mines 0052E 11393 Magh2 2017brandt.nickNo ratings yet
- Bonding in Microsystem TechnologyDocument345 pagesBonding in Microsystem Technologypsychic_jason0071319No ratings yet
- Aarnes ChristianDocument86 pagesAarnes ChristianissamNo ratings yet
- Gas Hydrates and Offshore Drilling PrediDocument9 pagesGas Hydrates and Offshore Drilling PrediMarcoNo ratings yet
- Rilling Ngineering Course (2 Ed.)Document43 pagesRilling Ngineering Course (2 Ed.)MarcoNo ratings yet
- Casing DesignDocument95 pagesCasing DesignAnand RamamurthyNo ratings yet
- Mechanical and Differential Pressure Pipe Sticking Causes and PreventionDocument21 pagesMechanical and Differential Pressure Pipe Sticking Causes and PreventionMarco100% (1)
- 2006 2pDocument35 pages2006 2pMEUBRONo ratings yet
- Gas Hydrates and Offshore Drilling PrediDocument9 pagesGas Hydrates and Offshore Drilling PrediMarcoNo ratings yet
- Exploration For Gas Hydrates in Deepwate PDFDocument15 pagesExploration For Gas Hydrates in Deepwate PDFMarcoNo ratings yet
- 36 Torque and Drag CalculationsDocument67 pages36 Torque and Drag CalculationsandrewNo ratings yet
- Petroleum Drilling Engineering Exercises PDFDocument3 pagesPetroleum Drilling Engineering Exercises PDFMarcoNo ratings yet
- Gas Hydrates On The Norway-Barents Sea-SDocument1 pageGas Hydrates On The Norway-Barents Sea-SMarcoNo ratings yet
- Drilling FormulasDocument87 pagesDrilling Formulaswhydowelove89% (9)
- Common Damages On TailshaftDocument6 pagesCommon Damages On TailshaftStathis MoumousisNo ratings yet
- Stuck Pipe Freeing WorksheetDocument1 pageStuck Pipe Freeing WorksheetAdeel NenseyNo ratings yet
- Hook Load - FULLTEXT01 PDFDocument84 pagesHook Load - FULLTEXT01 PDFMarcoNo ratings yet
- Wrist MeasurementDocument1 pageWrist MeasurementMarcoNo ratings yet
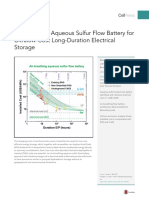
- Pi Is 2542435117300326Document23 pagesPi Is 2542435117300326MarcoNo ratings yet
- PuDocument2 pagesPuMarcoNo ratings yet
- Stuck Pipe Prevention GuideDocument64 pagesStuck Pipe Prevention GuideAli EnsaanNo ratings yet
- Drilling Engineering Course Covers Casing Design and Directional Well TrajectoriesDocument42 pagesDrilling Engineering Course Covers Casing Design and Directional Well TrajectoriesMarcoNo ratings yet
- New Casing DesignDocument37 pagesNew Casing DesignemiljuchiacNo ratings yet
- Advanced Flow Assurance PDFDocument123 pagesAdvanced Flow Assurance PDFMarcoNo ratings yet
- Introduction To The Carbon Emissions Trading MarketDocument28 pagesIntroduction To The Carbon Emissions Trading MarketNaveed KhanNo ratings yet
- 1 Fracking PDFDocument125 pages1 Fracking PDFMarcoNo ratings yet
- Drill String DesignDocument12 pagesDrill String DesignAsaadgz100% (1)
- Connectors For Production RisersDocument8 pagesConnectors For Production RisersMarcoNo ratings yet
- A Classification Society S Experience With Subsea MiningDocument8 pagesA Classification Society S Experience With Subsea MiningMarcoNo ratings yet
- Maari Field Wafer Check Valves ScopeDocument18 pagesMaari Field Wafer Check Valves ScopeawscobieNo ratings yet
- (Advances in Underwater Technology, Ocean Science and Offshore Engineering 1) James A. Lawrie (auth.) - Developments in Diving Technology_ Proceedings of an international conference, (Divetech ′84) or.pdfDocument159 pages(Advances in Underwater Technology, Ocean Science and Offshore Engineering 1) James A. Lawrie (auth.) - Developments in Diving Technology_ Proceedings of an international conference, (Divetech ′84) or.pdfQuyền Lê100% (2)
- Catalog Pompe ForajDocument497 pagesCatalog Pompe Forajiza66bell100% (1)
- Vaida AkinfeDocument7 pagesVaida AkinfeΈνκινουαν Κόγκ ΑδάμουNo ratings yet
- B Gas Grade 1 Question AnswerDocument17 pagesB Gas Grade 1 Question AnswerBalaji Guru100% (5)
- Offshore Heavy-Lift Engineering PresentationDocument31 pagesOffshore Heavy-Lift Engineering Presentationmarc121080% (5)
- Spud Can EductorDocument3 pagesSpud Can EductorAnonymous 1hI4XspNo ratings yet
- Lifting Sea WaterDocument2 pagesLifting Sea WaterAndri SaputraNo ratings yet
- Crew Habitability On Mobile Offshore Drilling Units (Modus) : Guide ForDocument87 pagesCrew Habitability On Mobile Offshore Drilling Units (Modus) : Guide ForReza BabriNo ratings yet
- Definition of oil rigDocument12 pagesDefinition of oil rigRubyYangHashimNo ratings yet
- Offshore Pipeline Design and ConstructionDocument11 pagesOffshore Pipeline Design and ConstructionAbderrahim HAMDAOUINo ratings yet
- Loads On Offshore Structures - WindDocument6 pagesLoads On Offshore Structures - WindSaikrishna GazulaNo ratings yet
- BG MiskarDocument2 pagesBG MiskarHASHMI MAHMOODNo ratings yet
- Offshore Oil Production SystemsDocument101 pagesOffshore Oil Production SystemsAmeer Madampat82% (11)
- Structure Equipment and Systems For Offshore Wind FarmsDocument252 pagesStructure Equipment and Systems For Offshore Wind Farmsfamiralis100% (4)
- Assignment OSS 1Document19 pagesAssignment OSS 1Syahmi AminnurNo ratings yet
- Chevron Voith Turbo reference list for oil and gas projectsDocument2 pagesChevron Voith Turbo reference list for oil and gas projectssugeng wahyudiNo ratings yet
- Macgregor Mooring SystemDocument12 pagesMacgregor Mooring System정재영No ratings yet
- Underwater Connectivity - Cable and Connection Solutions For Underwater ApplicationsDocument14 pagesUnderwater Connectivity - Cable and Connection Solutions For Underwater ApplicationsNorthwire, Inc.No ratings yet
- VSP Presentation - 06.10.20150 Updated Trung NHTDocument60 pagesVSP Presentation - 06.10.20150 Updated Trung NHTThem Bui XuanNo ratings yet
- The Offshore Oil and Gas Decommissioning Market 2013-2023 PDFDocument22 pagesThe Offshore Oil and Gas Decommissioning Market 2013-2023 PDFVisiongainGlobal100% (1)
- Ni 1710 KDocument19 pagesNi 1710 KThiago MerloNo ratings yet
- Assignments OOGODocument2 pagesAssignments OOGOBossokNo ratings yet
- L&T-Valdel Engineering LDocument2 pagesL&T-Valdel Engineering Lsoorajs91No ratings yet
- SAES B 055 Plant LayoutDocument34 pagesSAES B 055 Plant Layoutnavaronefra100% (1)
- Basic Offshore Survival and Emergency Training StandardDocument18 pagesBasic Offshore Survival and Emergency Training StandardAnas Abd Rahman100% (1)
- Geotechnics, Energy and Climate Change: The 56th Rankine LectureDocument57 pagesGeotechnics, Energy and Climate Change: The 56th Rankine LectureSeasonNo ratings yet
- New 3Document10 pagesNew 3qwrasdfNo ratings yet
- Stefan Camelia-Bianca Drill ShipDocument14 pagesStefan Camelia-Bianca Drill ShipCamelia Bianca ȘtefanNo ratings yet
- API RP 14J MMS ApprovalsDocument2 pagesAPI RP 14J MMS ApprovalsBrent FraserNo ratings yet