You might also like
- Diseño Y Cálculo de Recipientes A Presión - Juan Manuel León EstradaDocument190 pagesDiseño Y Cálculo de Recipientes A Presión - Juan Manuel León EstradaJoshua010110100% (1)
- Informe de Laboratorio 5Document6 pagesInforme de Laboratorio 5Camilo SalazarNo ratings yet
- SOLUCIONESDocument14 pagesSOLUCIONESCamilo SalazarNo ratings yet
- Test Potencial EléctricoDocument5 pagesTest Potencial EléctricoCamilo Salazar100% (1)
- Mecanica de Fluidos. Cap 12.Document36 pagesMecanica de Fluidos. Cap 12.Camilo SalazarNo ratings yet
- Taller preliminares movimiento tierraDocument3 pagesTaller preliminares movimiento tierraAngie ValenzuelaNo ratings yet
- 1.0 Movilizacion y Demovilizacion de MaquinariasDocument4 pages1.0 Movilizacion y Demovilizacion de MaquinariasEdison Segama GuzmánNo ratings yet
- Terminales Direccion PDFDocument34 pagesTerminales Direccion PDFMARCO ANTONIO100% (1)
- 15.2. Movilizacion y DesmovilizacionDocument1 page15.2. Movilizacion y DesmovilizacionGeli Rafael VillanuevaNo ratings yet
- Requerimiento de maquinaria pesada para descolmatación y eliminación de material en tramo IV del consorcio Río Piura IIDocument3 pagesRequerimiento de maquinaria pesada para descolmatación y eliminación de material en tramo IV del consorcio Río Piura IIYessa SandritaNo ratings yet
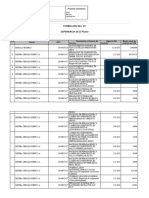
- Anexo 11 Experiencia Del PostorDocument7 pagesAnexo 11 Experiencia Del PostorLuis Alfredo León CastilloNo ratings yet
- EC-1600 - Fresadora Con Cono ISO 50 - Fresadora de 3 Ejes - Fresadoras Horizontales - Máquinas CNC de HaasDocument8 pagesEC-1600 - Fresadora Con Cono ISO 50 - Fresadora de 3 Ejes - Fresadoras Horizontales - Máquinas CNC de HaasRaymundo Leonardo Pérez SierraNo ratings yet
- Actividad 3 - Anfred Cuenca LeivaDocument19 pagesActividad 3 - Anfred Cuenca LeivaAnfred Angelis Cuenca leiva0% (1)
- Unidad 2 Maquinaria PesadaDocument47 pagesUnidad 2 Maquinaria PesadaBluRedSNo ratings yet
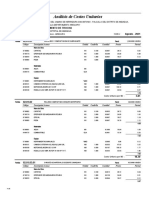
- 03.02 Analisis de Costos Unitarios MEJORAMIENTO DE TROCHADocument5 pages03.02 Analisis de Costos Unitarios MEJORAMIENTO DE TROCHANando RamirezNo ratings yet
- Análisis de precios unitarios para el cierre de minas de Arenera San Martín de PorrasDocument14 pagesAnálisis de precios unitarios para el cierre de minas de Arenera San Martín de PorrasFernando AriesNo ratings yet
- Telar de Pie Con Peine - V5 Parte4Document2 pagesTelar de Pie Con Peine - V5 Parte4Jose GarcíaNo ratings yet
- E1 - NOR - 4. - Analisis de Costos UnitariosDocument31 pagesE1 - NOR - 4. - Analisis de Costos UnitariosJuan Carlos Barazorda VidalNo ratings yet
- Lab 01 Equipos Principales y Auxiliares en Minería SuperficialDocument9 pagesLab 01 Equipos Principales y Auxiliares en Minería SuperficialAlex Flores ChecahuiriNo ratings yet
- Telares ArtesanalesDocument2 pagesTelares ArtesanalesAlex G. SotoNo ratings yet
- Tabla de Salarios 2016 - Contraloria General Del EstadoDocument2 pagesTabla de Salarios 2016 - Contraloria General Del Estadoalialansito100% (1)
- Cuadernillo de Practicas de C.N.CDocument154 pagesCuadernillo de Practicas de C.N.CJacob100% (1)
- FICHA DESPLIEGUE DE PROCESO Golden SA 2021Document1 pageFICHA DESPLIEGUE DE PROCESO Golden SA 2021juanNo ratings yet
- Salarios 2019 Camicon 1 1Document19 pagesSalarios 2019 Camicon 1 1Ramiro Valencia HurtadoNo ratings yet
- Curso operadores puentes grúaDocument68 pagesCurso operadores puentes grúajuan castaedaNo ratings yet
- Guia Practica 1Document15 pagesGuia Practica 1HolaSoyJhanferSotomayor100% (1)
- BD-1058-ES-EU 151013 Original 74997Document4 pagesBD-1058-ES-EU 151013 Original 74997Hernández ElvisNo ratings yet
- PDF 20221207 100630 0000Document2 pagesPDF 20221207 100630 0000mikesilverNo ratings yet
- Informe de Tractor Oruga d6rxlDocument5 pagesInforme de Tractor Oruga d6rxlJhoncitoMartinezNo ratings yet
- Metodo GuerchetDocument8 pagesMetodo GuerchetMaría Alejandra Meza MillonesNo ratings yet
- Torno y Fresa (Ejemplos)Document28 pagesTorno y Fresa (Ejemplos)JESUS ALEJANDRO FLORES SERRATONo ratings yet
- Informe para Implementacion de Mecanicos Zona SurDocument2 pagesInforme para Implementacion de Mecanicos Zona SurCHRISTIAN HUMBERTO ALVARADO VILLAVERDENo ratings yet
- Jerarquizacion de ItemsDocument7 pagesJerarquizacion de ItemsIZAR LEXNo ratings yet
- Manual Técnico Andamio Mulitidireccional - Andamios GlobalDocument26 pagesManual Técnico Andamio Mulitidireccional - Andamios GlobalHernan HernándezNo ratings yet
- Categ MobraDocument4 pagesCateg MobraDaniel MartínezNo ratings yet