You might also like
- Phone Interview: 1. What Do You Know About Our Company?Document3 pagesPhone Interview: 1. What Do You Know About Our Company?Vy ThoaiNo ratings yet
- GulfStream Aerospace InterviewDocument2 pagesGulfStream Aerospace InterviewVy ThoaiNo ratings yet
- Canada: Waiver of Cancellation RefundDocument1 pageCanada: Waiver of Cancellation RefundVy ThoaiNo ratings yet
- Welaptega InterviewDocument2 pagesWelaptega InterviewVy ThoaiNo ratings yet
- Cover Letter - WestJetDocument1 pageCover Letter - WestJetVy ThoaiNo ratings yet
- Thomas Ha COMM1000 (MET2) - Audience Purpose ProfileDocument2 pagesThomas Ha COMM1000 (MET2) - Audience Purpose ProfileVy Thoai100% (1)
- Temperature Control Using Labview and PLCDocument6 pagesTemperature Control Using Labview and PLCVy ThoaiNo ratings yet
- Final Lab Mag ParticleDocument15 pagesFinal Lab Mag ParticleVy ThoaiNo ratings yet
- Study Notes For Test 5: Tools SteelsDocument9 pagesStudy Notes For Test 5: Tools SteelsVy ThoaiNo ratings yet
- Cover Letter - Jazz AviationDocument1 pageCover Letter - Jazz AviationVy ThoaiNo ratings yet
- (Thomas Ha) (CNC Block Plan Axis C) (Date: 28 Feb 2019)Document1 page(Thomas Ha) (CNC Block Plan Axis C) (Date: 28 Feb 2019)Vy ThoaiNo ratings yet
- Types of WastesDocument1 pageTypes of WastesVy ThoaiNo ratings yet
- Code ExamplesDocument11 pagesCode ExamplesVy ThoaiNo ratings yet
- Formal Proposal - Memo Format & OutlineDocument2 pagesFormal Proposal - Memo Format & OutlineVy ThoaiNo ratings yet
- Thomas Ha COMM1022 (MET2) - Appendix A - List of Project DeliverablesDocument1 pageThomas Ha COMM1022 (MET2) - Appendix A - List of Project DeliverablesVy ThoaiNo ratings yet
- Types of Wastes 1) Information OverflowDocument1 pageTypes of Wastes 1) Information OverflowVy ThoaiNo ratings yet
- Winter 2019 Schedule - Programs V4.5Document18 pagesWinter 2019 Schedule - Programs V4.5Vy ThoaiNo ratings yet
- Icci1000 2019Document179 pagesIcci1000 2019Vy ThoaiNo ratings yet
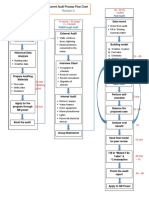
- Revision 2 - Current Audit Process Flow ChartDocument1 pageRevision 2 - Current Audit Process Flow ChartVy ThoaiNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Quick Comparison Between The DECS-200 and DECS-200N: Sep-05 Description DECS-200 DECS-200N Benefit Product DifferencesDocument1 pageQuick Comparison Between The DECS-200 and DECS-200N: Sep-05 Description DECS-200 DECS-200N Benefit Product DifferencesRamakrishnan AlagarsamyNo ratings yet
- Veterinary Radiography, A Workbook For Students (VetBooks - Ir) PDFDocument131 pagesVeterinary Radiography, A Workbook For Students (VetBooks - Ir) PDFDragos HodorNo ratings yet
- A Klystron": Coupled Resonator ReflexDocument52 pagesA Klystron": Coupled Resonator ReflexVEGA SPACENo ratings yet
- BSCPH 202Document4 pagesBSCPH 202pp1560078No ratings yet
- Continuity, Conservation, Stokes, and MaxwellDocument16 pagesContinuity, Conservation, Stokes, and MaxwellShahil AzmayishNo ratings yet
- Aic Rep NewDocument10 pagesAic Rep Newj.k.boseNo ratings yet
- JLHP-JMHP-JHHP: Horizontally Polorized FM Antenna SeriesDocument2 pagesJLHP-JMHP-JHHP: Horizontally Polorized FM Antenna SeriesGmo HdezNo ratings yet
- Nfpa 12 2018 13Document1 pageNfpa 12 2018 13Sundar RzNo ratings yet
- Imp. Derivations For XII PhysicsDocument3 pagesImp. Derivations For XII PhysicsJethiya SyckoNo ratings yet
- What Is A Substation - 97Document26 pagesWhat Is A Substation - 97Justin Sam MathewsNo ratings yet
- High On Big On Reliability: CompactnessDocument12 pagesHigh On Big On Reliability: CompactnessRajuNSanaboinaNo ratings yet
- Theoretical Modeling of Tm-Doped Silica Fiber LasersDocument9 pagesTheoretical Modeling of Tm-Doped Silica Fiber Lasersteektak1No ratings yet
- Datasheet Motor VideoDocument1 pageDatasheet Motor VideoDocente Fede TecnologicoNo ratings yet
- Controlador Llama Siemens Lmo...Document13 pagesControlador Llama Siemens Lmo...Ronald Yucra CadenaNo ratings yet
- Snells Law WorkesheetDocument2 pagesSnells Law WorkesheetFranchesco Jay C. LaraNo ratings yet
- Protection Relay Testing and CommissioningDocument56 pagesProtection Relay Testing and CommissioningmrtabiehjNo ratings yet
- Training - OLTC MR EcotapDocument16 pagesTraining - OLTC MR Ecotapkajian19 juniNo ratings yet
- Neutral Section: Sicat 8WL5545-4D/4F For Overhead Contact Line SystemsDocument4 pagesNeutral Section: Sicat 8WL5545-4D/4F For Overhead Contact Line SystemsAlcides SperanzaNo ratings yet
- Ats-021 022Document4 pagesAts-021 022Nebojša MaletinNo ratings yet
- DC CIRCUITS - Second Order CircuitsDocument18 pagesDC CIRCUITS - Second Order CircuitsWill TedjoNo ratings yet
- Apgenco Assistant Engineer (Electrical) Exam Syllabus: 1. Electrical Circuits and NetworksDocument1 pageApgenco Assistant Engineer (Electrical) Exam Syllabus: 1. Electrical Circuits and NetworksCh RajaNo ratings yet
- A New Lifetime Diagnostic System For Photovoltaic MaterialsDocument5 pagesA New Lifetime Diagnostic System For Photovoltaic Materialsbib123456789huNo ratings yet
- Sony Kvhr34m91Document257 pagesSony Kvhr34m91socket1155No ratings yet
- Norde Method PDFDocument3 pagesNorde Method PDFNektaria LouiseNo ratings yet
- Safety Instrumentation Module - 5 Operation, Maintenance, Testing, Reporting and Management of PSMPDocument104 pagesSafety Instrumentation Module - 5 Operation, Maintenance, Testing, Reporting and Management of PSMPkrushnasamy subramaniyan100% (1)
- Cable Intro 23-29Document7 pagesCable Intro 23-29Retty PuspasariNo ratings yet
- Over All Drawings of PMCC-4 Panel-R0Document27 pagesOver All Drawings of PMCC-4 Panel-R0GreenOlive ControlsNo ratings yet
- 01457264Document26 pages01457264ナス サンNo ratings yet
- Eaglerise Profile 2010Document18 pagesEaglerise Profile 2010李昊No ratings yet