You might also like
- Convertidores Catalíticos.Document39 pagesConvertidores Catalíticos.Aldair Zeña SamaméNo ratings yet
- Magnesio y Sus Aleaciones PDFDocument20 pagesMagnesio y Sus Aleaciones PDFsaray staffNo ratings yet
- LAB 1 FLUIDOS FinalDocument9 pagesLAB 1 FLUIDOS FinalMario Andres Torreblanca ArayaNo ratings yet
- Trabajo de LadrilloDocument27 pagesTrabajo de LadrilloSpncr Samuel Sarmiento RuizNo ratings yet
- Curva Característica de La BombaDocument4 pagesCurva Característica de La BombaJHON ALEJANDRO BEDOYA HINCAPIENo ratings yet
- Engranajes InformeDocument60 pagesEngranajes InformeFranco Vega Montalván0% (1)
- Catalogo Aceros Otero 2013Document64 pagesCatalogo Aceros Otero 2013Hector Nicolas Mena PerézNo ratings yet
- Informe de Laboratorio 1 Motor OttoDocument14 pagesInforme de Laboratorio 1 Motor OttopabloNo ratings yet
- Mecanizado Por PlasmaDocument9 pagesMecanizado Por PlasmacarlosNo ratings yet
- Rectificado ElectroquímicoDocument18 pagesRectificado ElectroquímicoAndres Ramirez FragielNo ratings yet
- Resolucion de Problema-MataixDocument9 pagesResolucion de Problema-MataixAlbertoRobledoNo ratings yet
- Engranajes AGMADocument30 pagesEngranajes AGMAyocelyn andrea ConchaNo ratings yet
- Lab SicrometriaDocument16 pagesLab SicrometriaDiego Ignacio Vega GonzalezNo ratings yet
- Leyenda de La TiranaDocument2 pagesLeyenda de La TiranaGraciela AcuñaNo ratings yet
- Centro de Orientación Infantil: ESTUDIANTE: - GRADODocument2 pagesCentro de Orientación Infantil: ESTUDIANTE: - GRADOLeopoldo Mendoza RodriguezNo ratings yet
- Qué Es La CombustiónDocument3 pagesQué Es La CombustiónLupita SernaNo ratings yet
- Procesos QuímicosDocument4 pagesProcesos QuímicosDaniel CruzNo ratings yet
- CombustiónDocument21 pagesCombustiónWalter ChávezNo ratings yet
- Corte Por PlasmaDocument9 pagesCorte Por PlasmaRonald Javier ChaguayNo ratings yet
- HUACHIPATODocument8 pagesHUACHIPATOHans Henry SeguelNo ratings yet
- Carta PsicrometricaDocument23 pagesCarta PsicrometricaGabi TkmNo ratings yet
- Circuitos Hidraulicos, Conceptos BasicosDocument13 pagesCircuitos Hidraulicos, Conceptos BasicosBaldemarNo ratings yet
- Ejemplo de Practica 1Document12 pagesEjemplo de Practica 1Ximena GonzálezNo ratings yet
- Informe Laboratorio de TornoDocument15 pagesInforme Laboratorio de TornoGary CastilloNo ratings yet
- Ciclo KalinaDocument7 pagesCiclo KalinaKevin Diestra AliagaNo ratings yet
- El Refrigerador Es Una Máquina Térmica Que Nos Beneficia DirectamenteDocument3 pagesEl Refrigerador Es Una Máquina Térmica Que Nos Beneficia DirectamenteRosita GuzmanNo ratings yet
- CombustionDocument11 pagesCombustionDaniel Carbajal Huancahuari100% (1)
- Termocuplas (Termopares)Document13 pagesTermocuplas (Termopares)Luis Felipe ZuñigaNo ratings yet
- Examen Ceramicos 2Document2 pagesExamen Ceramicos 2Cordova RaphaelNo ratings yet
- Proyecto Banda TransportadoraDocument11 pagesProyecto Banda TransportadoraDiego Jesús Oros QuirogaNo ratings yet
- Formación de Martensita en El AceroDocument4 pagesFormación de Martensita en El AceroRonny Guevara AguileraNo ratings yet
- 03 Ejercicios Diseno de Ejes y AcoplesDocument16 pages03 Ejercicios Diseno de Ejes y AcoplesVillacis LeonardoNo ratings yet
- Equipo de Destilacion de ReflujoDocument9 pagesEquipo de Destilacion de ReflujoAlejandra M. AvilaNo ratings yet
- Motor OttoDocument7 pagesMotor OttoSalas TatianaNo ratings yet
- Proyecto Diseño de EjesDocument7 pagesProyecto Diseño de EjesElias Rodriguez RuizNo ratings yet
- PolicarbonatoDocument4 pagesPolicarbonatormcaringellaNo ratings yet
- Práctica 4 Conductores, Aislantes y SemiconductoresDocument12 pagesPráctica 4 Conductores, Aislantes y SemiconductoresBalamNo ratings yet
- Informe de Fisicoquímica.Document12 pagesInforme de Fisicoquímica.Israel FelipezNo ratings yet
- Guia - Pasadores, Cuñas y CahveterosDocument12 pagesGuia - Pasadores, Cuñas y CahveterosJorge AmayaNo ratings yet
- Hornos IsasmeltDocument2 pagesHornos IsasmeltJhonny VillarroelNo ratings yet
- Calor de NeutralizacionDocument14 pagesCalor de NeutralizacionBryan DanielNo ratings yet
- 1.1 Eficiencia Energética de Una CalderaDocument8 pages1.1 Eficiencia Energética de Una CalderaGuillermo Avila RiveraNo ratings yet
- Lab Batería de PérdidasDocument19 pagesLab Batería de PérdidasnathaliaNo ratings yet
- Tarea 1.5 Grupo 11SDocument4 pagesTarea 1.5 Grupo 11SMeli EscobarNo ratings yet
- Informe 9 Medina - MuzzioDocument15 pagesInforme 9 Medina - MuzzioMarcelaDenisseMuzzio100% (1)
- Medicion de Conductividad TermicaDocument5 pagesMedicion de Conductividad TermicaVarderNo ratings yet
- Proyecto Cintas TransportadorasDocument20 pagesProyecto Cintas TransportadorasLuis Ivan SalgueiroNo ratings yet
- Quemadores (Revision)Document27 pagesQuemadores (Revision)carlosNo ratings yet
- Actividad 4Document2 pagesActividad 4Candela Denise BaccoNo ratings yet
- Transferencia de Calor en Superficies ExtendidasDocument13 pagesTransferencia de Calor en Superficies ExtendidasLenard Flores GaldosNo ratings yet
- Press Brake Trabajo FinalDocument10 pagesPress Brake Trabajo Finalpaula vergaraNo ratings yet
- Formato Selección de BombasDocument9 pagesFormato Selección de BombasMire MedinaNo ratings yet
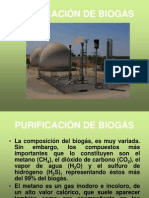
- Purificación de BiogásDocument10 pagesPurificación de BiogásCamiloSalvadorMedelQuirozNo ratings yet
- Reporte 5 EyectorDocument7 pagesReporte 5 EyectorCarlos Daniel Garcia QuinteroNo ratings yet
- Recomendaciones Colado Aleaciones de AluminioDocument2 pagesRecomendaciones Colado Aleaciones de AluminioJulieth MondragonNo ratings yet
- Corrosión ElectroquímicaDocument8 pagesCorrosión Electroquímicadaniel chirinosNo ratings yet
- Producción de Ácido SulfúricoDocument9 pagesProducción de Ácido SulfúricoNAYELY ELIZABETH CAMILO DE LA ROSANo ratings yet
- Produccion Del Acido Sulfurico YulyDocument6 pagesProduccion Del Acido Sulfurico YulyAlexandra ArroyoNo ratings yet
- Ácido SulfúricoDocument11 pagesÁcido SulfúricoMayNo ratings yet
- 3 532producción de Ácido Sulfúrico-1Document7 pages3 532producción de Ácido Sulfúrico-1Thomas WhartonNo ratings yet
- Camara de RefrigeracionDocument10 pagesCamara de RefrigeracionIvan IvenianNo ratings yet
- Práctica de Operaciones de Separación Sol-Liq PDFDocument8 pagesPráctica de Operaciones de Separación Sol-Liq PDFIvan IvenianNo ratings yet
- Informe CatalisisProcesos de Obtención de Ácido SulfúricoDocument6 pagesInforme CatalisisProcesos de Obtención de Ácido SulfúricoIvan IvenianNo ratings yet
- INforme Cinetica QuimicaDocument3 pagesINforme Cinetica QuimicaIvan IvenianNo ratings yet
- Planta de Acido Sulfurico en Eucaliptus EnviarDocument3 pagesPlanta de Acido Sulfurico en Eucaliptus EnviarIvan IvenianNo ratings yet
- Disolucion de BoraxDocument2 pagesDisolucion de BoraxIvan IvenianNo ratings yet
- Pilas GalvanicasDocument2 pagesPilas GalvanicasIvan IvenianNo ratings yet
- Celda de MercurioDocument1 pageCelda de MercurioIvan IvenianNo ratings yet
- Produccion de Jugo de ToronjaDocument2 pagesProduccion de Jugo de ToronjaIvan IvenianNo ratings yet
- Fosforo GasolinaDocument3 pagesFosforo GasolinaIvan IvenianNo ratings yet
- Comic Del AguaDocument9 pagesComic Del AguaIvan Ivenian91% (11)
- Termodinámica de Disolución de BoraxDocument3 pagesTermodinámica de Disolución de BoraxIvan IvenianNo ratings yet
- Informe 6Document6 pagesInforme 6Ivan Ivenian0% (1)
- CascadaDocument1 pageCascadaIvan IvenianNo ratings yet
- Informe 5Document5 pagesInforme 5Ivan Ivenian100% (1)
- Indice de Neutralización Y Saponificación de Un Aceite LubricanteDocument1 pageIndice de Neutralización Y Saponificación de Un Aceite LubricanteIvan IvenianNo ratings yet
- Preparación de NaOH Medios No ElectroquimicosDocument2 pagesPreparación de NaOH Medios No ElectroquimicosIvan IvenianNo ratings yet
- Celda de DiafragmaDocument2 pagesCelda de DiafragmaIvan IvenianNo ratings yet
- Rendimiento BombaDocument6 pagesRendimiento BombaIvan IvenianNo ratings yet
- CUESTIONARIO ElectroquimicaDocument2 pagesCUESTIONARIO ElectroquimicaIvan IvenianNo ratings yet
- Obtención Del NaOHDocument6 pagesObtención Del NaOHIvan Ivenian100% (1)
- Ecuaciones Adimensionales y de SemejanzaDocument2 pagesEcuaciones Adimensionales y de SemejanzaIvan IvenianNo ratings yet
- Analisis Instrumental PolarimetriaDocument1 pageAnalisis Instrumental PolarimetriaIvan Ivenian100% (1)
- Tabla en Excel para El Rendimiento de Maquinaria Jonathan Siervo PeñaDocument2 pagesTabla en Excel para El Rendimiento de Maquinaria Jonathan Siervo PeñaYuri GzlsNo ratings yet
- Experimento de Laboratorio 6Document12 pagesExperimento de Laboratorio 6Astri RimonNo ratings yet
- Semana 6 - Monitoreo Ambiental Componente Aire.Document5 pagesSemana 6 - Monitoreo Ambiental Componente Aire.meNo ratings yet
- Obtencion de Acido Sulfurico Por Metodo de ContactoDocument3 pagesObtencion de Acido Sulfurico Por Metodo de ContactoJesus PerezNo ratings yet
- Ciclo Del AzufreDocument6 pagesCiclo Del AzufreblancaNo ratings yet
- Contaminación AtmosfericaDocument15 pagesContaminación AtmosfericajeisonNo ratings yet
- Valores de Analisis de Gases en CalderasDocument15 pagesValores de Analisis de Gases en CalderasCristian Andres Muñoz AguilarNo ratings yet
- AcidosDocument20 pagesAcidosMeli ChiambaNo ratings yet
- Calidad Del AireDocument8 pagesCalidad Del AirePedro Alexis Lopez VazquezNo ratings yet
- Capitulo 8-Depresion de Pirita en La Flotacion Minerales de CobreDocument26 pagesCapitulo 8-Depresion de Pirita en La Flotacion Minerales de CobrexxcielxxNo ratings yet
- Curso Calderas V 5.1-15Document122 pagesCurso Calderas V 5.1-15elcf04No ratings yet
- PrcticadeestequiometriaagostoDocument6 pagesPrcticadeestequiometriaagostoLeticia Castro100% (1)
- Quimica General IIDocument155 pagesQuimica General IIBelén Aguinaga100% (2)
- Manual de Uso Del Tren de MuestreoDocument6 pagesManual de Uso Del Tren de MuestreoRosita Guadalupe Flores RamosNo ratings yet
- Ups - ST003451Document87 pagesUps - ST003451Susana Arizaga QuirolaNo ratings yet
- Purificadores para Escapes de Motores DieselDocument8 pagesPurificadores para Escapes de Motores DieselMadrid EspinozaNo ratings yet
- Evalauación de Reacciones y Balanceo de EcuacionesDocument5 pagesEvalauación de Reacciones y Balanceo de EcuacionesCarlos Alberto Sobrado PorrasNo ratings yet
- CLASE 2 - ICCA - Monitoreo de Calidad de Aire 26.09.19Document86 pagesCLASE 2 - ICCA - Monitoreo de Calidad de Aire 26.09.19Diego EnriqueNo ratings yet
- Lluvia Acida 5toDocument2 pagesLluvia Acida 5toLucas YllariNo ratings yet
- Mina MallayDocument25 pagesMina MallaykennedhyNo ratings yet
- Elaboracion de Nectares en AnalisisDocument28 pagesElaboracion de Nectares en AnalisisalexNo ratings yet
- 01 Ejercicios Balance de MasaDocument5 pages01 Ejercicios Balance de MasaRamon DonosoNo ratings yet
- Aire Atmosférico ComposiciónDocument22 pagesAire Atmosférico ComposiciónJhonatan TorresNo ratings yet
- Ejercicios de EstequiometriaDocument13 pagesEjercicios de EstequiometriaJose Manuel Quispe RiveraNo ratings yet
- Plan de Monitoreo AmbientalDocument23 pagesPlan de Monitoreo AmbientalSunem Rios YañacNo ratings yet
- Hs Chema Plast Impermeabilizante v01.2018Document3 pagesHs Chema Plast Impermeabilizante v01.2018lili100% (1)
- Fuentes de Contaminación Del AireDocument37 pagesFuentes de Contaminación Del AireRadioTec OrizabaNo ratings yet
- Unlock 8448169816 PDFDocument30 pagesUnlock 8448169816 PDFJuan Andres Lopez TarcoNo ratings yet
- Sistema Lavador de PlomoDocument156 pagesSistema Lavador de PlomoMarcelo ToledoNo ratings yet
- Lluvia AcidaDocument14 pagesLluvia AcidaJORGE IVAN ZAPATA DIAZNo ratings yet