You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 6ES79710BA00 Datasheet enDocument1 page6ES79710BA00 Datasheet enHammad AshrafNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 3500-25 Enhanced Keyphasor Module Datasheet - 141532Document10 pages3500-25 Enhanced Keyphasor Module Datasheet - 141532Ali HadiNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Emerson HART 375 Field Communicator Specifications Spec SheetDocument8 pagesEmerson HART 375 Field Communicator Specifications Spec SheetAli Hadi100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- 77748250 نماذج جاهزة للتخطيط الشخصي في الحياة PDFDocument7 pages77748250 نماذج جاهزة للتخطيط الشخصي في الحياة PDFAli HadiNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Asset-V1 edraak+RM100+2019SP+type@asset+block@Robo Maker Material ListDocument5 pagesAsset-V1 edraak+RM100+2019SP+type@asset+block@Robo Maker Material ListAli HadiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 4 5 PDFDocument8 pages4 5 PDFAli Najim Al-AskariNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 6.1 Industrial Pump Panels: Freedom-Fusible Disconnect and Circuit BreakerDocument29 pages6.1 Industrial Pump Panels: Freedom-Fusible Disconnect and Circuit BreakerAli HadiNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Mafp GB PDFDocument23 pagesMafp GB PDFAli HadiNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- 7me3723 1LK22 1ua3 ZDocument2 pages7me3723 1LK22 1ua3 ZAli HadiNo ratings yet
- Data Sheet 6EP3436-7SB00-3AX0: InputDocument4 pagesData Sheet 6EP3436-7SB00-3AX0: InputAli HadiNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- RT 512 Level Control Trainer Gunt 1178 PDF 1 en GBDocument3 pagesRT 512 Level Control Trainer Gunt 1178 PDF 1 en GBAli HadiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Instrumentation and Process Control Technical Training Equipment PertDocument15 pagesInstrumentation and Process Control Technical Training Equipment PertAli HadiNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Ag Leakage enDocument12 pagesAg Leakage envprakash7972No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Ag Leakage enDocument2 pagesAg Leakage enAli HadiNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Catalogo Notifier 8Document2 pagesCatalogo Notifier 8Ali HadiNo ratings yet
- Ael 3Document26 pagesAel 3Ali HadiNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Study of Regulation and Control,: Computer Controlled Teaching Unit For With SCADA and PID Control RYCDocument26 pagesThe Study of Regulation and Control,: Computer Controlled Teaching Unit For With SCADA and PID Control RYCAli HadiNo ratings yet
- 7MT2351 0BB01 1GB2 (Thermowell)Document30 pages7MT2351 0BB01 1GB2 (Thermowell)Ali HadiNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Ael 3 PDFDocument63 pagesAel 3 PDFAli HadiNo ratings yet
- Fire Alarm System Installation GuideDocument8 pagesFire Alarm System Installation Guideoadipphone7031No ratings yet
- 7MT2351-0BB01-1GB2 (Thermowell) PDFDocument1 page7MT2351-0BB01-1GB2 (Thermowell) PDFAli HadiNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Study of Regulation and Control,: Computer Controlled Teaching Unit For With SCADA and PID Control RYCDocument26 pagesThe Study of Regulation and Control,: Computer Controlled Teaching Unit For With SCADA and PID Control RYCAli HadiNo ratings yet
- Gas Analyser PDFDocument16 pagesGas Analyser PDFManish VermaNo ratings yet
- Mod. CPMS/EV: Modular Process Control PlantDocument7 pagesMod. CPMS/EV: Modular Process Control PlantAli HadiNo ratings yet
- HOWTO Setup and Connect Panel To S5 PDFDocument8 pagesHOWTO Setup and Connect Panel To S5 PDFAbhishek ChaubeyNo ratings yet
- Arduino Uno SchematicDocument1 pageArduino Uno Schematiczippys123100% (4)
- Manual Sensor Temperatura SITRANS TS SiemensDocument62 pagesManual Sensor Temperatura SITRANS TS SiemenskikiuNo ratings yet
- Multi Power Supply FlyerDocument4 pagesMulti Power Supply FlyerAli HadiNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- HOWTO Setup and Connect Panel To S5Document1 pageHOWTO Setup and Connect Panel To S5Ali HadiNo ratings yet
- AGRI 51 Soil Science NotesDocument10 pagesAGRI 51 Soil Science Notesgljae479No ratings yet
- CCWDocument2 pagesCCWspearboraNo ratings yet
- A Practical Study For New Design of Essential OilsDocument17 pagesA Practical Study For New Design of Essential OilsEmmanuel PlazaNo ratings yet
- Thermocouples and SensorsDocument40 pagesThermocouples and SensorsEliasNo ratings yet
- Report BeetrootDocument11 pagesReport BeetrootSya Subi100% (3)
- Report Performance Appraisal of Square Pharmaceutical LTDDocument21 pagesReport Performance Appraisal of Square Pharmaceutical LTDMd Hasib A Rahman TonmoyNo ratings yet
- Chemistry 12 - Reaction KineticsDocument16 pagesChemistry 12 - Reaction Kineticscharanbagh6402No ratings yet
- FlotacionDocument2 pagesFlotacionJose Ariel TorrezNo ratings yet
- Piping Engineering: Marathon Petroleum Co. Project Specific AddendumDocument17 pagesPiping Engineering: Marathon Petroleum Co. Project Specific AddendumChirag ShahNo ratings yet
- Analytical ChemistryDocument79 pagesAnalytical ChemistryDipeshBardoliaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Catalogue DM AhuDocument54 pagesCatalogue DM AhurianaNo ratings yet
- Conservation Equations and Modeling of Chemical and Biochemical ProcessesDocument650 pagesConservation Equations and Modeling of Chemical and Biochemical ProcessesArman BasmacıoğluNo ratings yet
- Adsorption Chromatography METHODOLOGYDocument3 pagesAdsorption Chromatography METHODOLOGYNidhi SharmaNo ratings yet
- SPE Turkey Can Bakiler PDFDocument42 pagesSPE Turkey Can Bakiler PDFZhunio BenavidesNo ratings yet
- CBLM SampleDocument26 pagesCBLM SampleMaryjane Binag Gumiran100% (1)
- Flojetpump HandleidingDocument4 pagesFlojetpump HandleidingnitroboozterNo ratings yet
- T105 Trojan Data SheetsDocument126 pagesT105 Trojan Data SheetsJose Luis PandoNo ratings yet
- NEW Sonotech UT-X Powder PDFDocument2 pagesNEW Sonotech UT-X Powder PDFanmosNo ratings yet
- 2045 6063 1 PB PDFDocument5 pages2045 6063 1 PB PDFPradeep ShivaNo ratings yet
- Clariant SUN CARE Brochure 7 - 2013Document4 pagesClariant SUN CARE Brochure 7 - 2013AvanishNo ratings yet
- ET-88 MSDS - Electrical Contact Cleaner & Moisture DisplacerDocument4 pagesET-88 MSDS - Electrical Contact Cleaner & Moisture DisplacerVishnu NNo ratings yet
- 772838Document2 pages772838Wilder Atalaya ChavezNo ratings yet
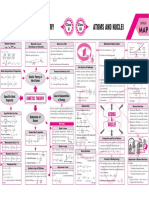
- KInatics Theory and Atom and Nuclie MMDocument1 pageKInatics Theory and Atom and Nuclie MMSanjay GuptaNo ratings yet
- Mud 1Document5 pagesMud 1MohamedElAbbasyNo ratings yet
- Isi BukuDocument183 pagesIsi BukuHayat Hamzah DawiNo ratings yet
- Comparative of Basement Waterproofing SODDocument2 pagesComparative of Basement Waterproofing SODManoj BhonsleNo ratings yet
- 12th Chemistry - Revision Test 1 Model Question Paper - English Medium PDF DownloadDocument4 pages12th Chemistry - Revision Test 1 Model Question Paper - English Medium PDF DownloadAathss AadhiNo ratings yet
- Mock Test 04 LCDocument9 pagesMock Test 04 LCielts Ice GiangNo ratings yet
- Chemical and MSDS RegisterDocument5 pagesChemical and MSDS RegisterRhen HalfferzrheinsNo ratings yet
- Chapter 13: SolutionsDocument18 pagesChapter 13: SolutionsBSNo ratings yet
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)