You might also like
- Weld Repair ProcedureDocument2 pagesWeld Repair ProcedurePer DC100% (3)
- Changes Contained in The 10th Edition of API 510Document3 pagesChanges Contained in The 10th Edition of API 510Umair Awan100% (7)
- Inspection and Test Plan - Pressure Vessel Fabrication (ITP)Document9 pagesInspection and Test Plan - Pressure Vessel Fabrication (ITP)Senthil Kumaran100% (2)
- 5.a. Piping Fabrication PlanDocument15 pages5.a. Piping Fabrication PlanOkeyman100% (5)
- Dimensional Control Procedure (Pipe Fit Assurance)Document17 pagesDimensional Control Procedure (Pipe Fit Assurance)Joe Ripa67% (3)
- Minimum Quality Requirements For Epc Contractors PDFDocument47 pagesMinimum Quality Requirements For Epc Contractors PDFUmair Awan100% (2)
- ITP Installation of Boiler - R1Document14 pagesITP Installation of Boiler - R1crys100% (4)
- Inspection and Test Plan For New Pressure VesselDocument2 pagesInspection and Test Plan For New Pressure VesselCak Nhass0% (1)
- Alignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / DateDocument6 pagesAlignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / Dateคุณพ่อน้อง บิ๊กบอส100% (1)
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureTrương Định50% (4)
- GEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceDocument20 pagesGEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceUmair Awan100% (1)
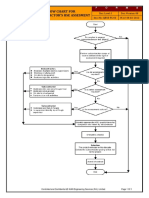
- Subcontractor HS&E Assessment FlowchartDocument1 pageSubcontractor HS&E Assessment FlowchartUmair Awan100% (1)
- Positive Material Identification ReportDocument1 pagePositive Material Identification ReportUmair AwanNo ratings yet
- Inspection and Test Plan For Pressure VesselDocument4 pagesInspection and Test Plan For Pressure VesselNurul Amirah Princesza100% (3)
- ITP - PipingDocument7 pagesITP - PipingRiaz Rasool100% (2)
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordDocument1 pageExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalNo ratings yet
- Inspection Test Plan For Pipeline JobsDocument6 pagesInspection Test Plan For Pipeline Jobsمحمد أزها نو الدينNo ratings yet
- Inspection Test Plan For Fabrication & Erection 2016Document14 pagesInspection Test Plan For Fabrication & Erection 2016Boj Mingi0% (1)
- Fabrication Procedure For Pressure Vessel, Boiler, Hydrant Pillar & Pressure Containing Piping NO. COIN/FPS/001/V/2018Document20 pagesFabrication Procedure For Pressure Vessel, Boiler, Hydrant Pillar & Pressure Containing Piping NO. COIN/FPS/001/V/2018PT.Composites Indonesia100% (2)
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Index: Method Statement For Post Weld Heat TreatmentDocument8 pagesIndex: Method Statement For Post Weld Heat TreatmentsomiqatarNo ratings yet
- Factory Acceptance Test For PRVDocument4 pagesFactory Acceptance Test For PRVUmair AwanNo ratings yet
- Punch ListDocument1 pagePunch ListUmair Awan100% (2)
- AWD Buggy PlanDocument4 pagesAWD Buggy PlanOtis19640% (1)
- Problem Set in DC MachinesDocument7 pagesProblem Set in DC MachinesJan Henry JebulanNo ratings yet
- Module 37 - Steel Beams 2001 and Steel PurlinsDocument3 pagesModule 37 - Steel Beams 2001 and Steel PurlinsClark Sibi100% (1)
- ITP For Fabrication & Erection of TanksDocument20 pagesITP For Fabrication & Erection of TanksosersNo ratings yet
- Log Sheet For Baking ElectrodesDocument1 pageLog Sheet For Baking ElectrodesAbu Huraira100% (1)
- ITP Heat ExchangerDocument3 pagesITP Heat ExchangerĐỗ Thị Huyền100% (3)
- ITP-PRESSURE VESSEL ExistingDocument2 pagesITP-PRESSURE VESSEL ExistingArisNo ratings yet
- NDT Map Itp Pressure VesselDocument4 pagesNDT Map Itp Pressure VesselSYED FADZIL SYED MOHAMEDNo ratings yet
- QIR 101 Welder Qualification CertificateDocument1 pageQIR 101 Welder Qualification CertificateSamer BayatiNo ratings yet
- B-Qac-Pro-210-391xx QCP Welding ControlDocument22 pagesB-Qac-Pro-210-391xx QCP Welding ControlZaidiNo ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- ITP-P-001 ITP For Above Ground Piping Rev. ADocument9 pagesITP-P-001 ITP For Above Ground Piping Rev. APhong Đỗ100% (1)
- Report No. TA-V-1456Document2 pagesReport No. TA-V-1456u04ajf3No ratings yet
- Daily Welding Progress ReportDocument1 pageDaily Welding Progress ReportManoj KumarNo ratings yet
- QCP For Control of Welding ConsumablesDocument9 pagesQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Itp PipingDocument4 pagesItp PipingkennethNo ratings yet
- Sample Heat Treatment ProcedureDocument13 pagesSample Heat Treatment ProcedureAnonymous uXdS9Y7100% (1)
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- Inspection and Test Plan For Water Tube BoilerDocument13 pagesInspection and Test Plan For Water Tube BoilerVinh Do Thanh100% (1)
- 005-WPS For Carbon Steel (1.6-4.6MM) PDFDocument7 pages005-WPS For Carbon Steel (1.6-4.6MM) PDFKöksal Patan0% (1)
- Welding Daily Report Piping: Rel. Rev. Spool Type Welder Root HotDocument3 pagesWelding Daily Report Piping: Rel. Rev. Spool Type Welder Root HotRicardo LourençoNo ratings yet
- Welding Consumable Control Procedure 1Document9 pagesWelding Consumable Control Procedure 1eklavyak076757100% (4)
- U-Stamp QapDocument6 pagesU-Stamp Qapchonubobby100% (1)
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Document28 pagesField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciNo ratings yet
- Hydrotest ProcedureDocument12 pagesHydrotest Procedurealex_feryando42100% (1)
- Weld Visual Report Rev.0Document1 pageWeld Visual Report Rev.0John TerryNo ratings yet
- Hydrostatic Test Procedure Site RevDDocument23 pagesHydrostatic Test Procedure Site RevDBhavani Prasad100% (8)
- Final Inspection Release NoteDocument2 pagesFinal Inspection Release NoteMark ThrelfallNo ratings yet
- Static Equipment ErectionDocument17 pagesStatic Equipment Erectiononur gunes100% (2)
- Welder Qualification Test CertificateDocument1 pageWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Attachment 6 - Piping Test Package (Manifold 206) - A4A0Z9Document44 pagesAttachment 6 - Piping Test Package (Manifold 206) - A4A0Z9Ali Hajirassouliha100% (1)
- Quality Audit Checklist For Flange ManagementDocument3 pagesQuality Audit Checklist For Flange ManagementjksankarNo ratings yet
- VT ProcedureDocument6 pagesVT ProcedurePand AemonaEonNo ratings yet
- Scan Preheat and PWHT ProcedureDocument11 pagesScan Preheat and PWHT ProcedureGandhi Kusuma100% (1)
- Inspection and Test Plan - StructureDocument10 pagesInspection and Test Plan - StructureFerdie OSNo ratings yet
- Vaccum Box Test Procedure For All TanksDocument6 pagesVaccum Box Test Procedure For All Tanksויליאם סן מרמיגיוסNo ratings yet
- Ag Test Package FormatDocument25 pagesAg Test Package FormatoparoystNo ratings yet
- Fit Up Report Format-1Document1 pageFit Up Report Format-1BalkishanDyavanapellyNo ratings yet
- QIP of Boiler For ErectionDocument6 pagesQIP of Boiler For ErectionUmair Awan100% (2)
- 149-158 - Zug-Header-Malinau-Sc 12 016 Rev 1 Unit 2Document58 pages149-158 - Zug-Header-Malinau-Sc 12 016 Rev 1 Unit 2Muhammad Fitransyah Syamsuar PutraNo ratings yet
- Inspection Test Plan PV Nozzle Modification/AlterationDocument4 pagesInspection Test Plan PV Nozzle Modification/AlterationMohd Shafuaaz KassimNo ratings yet
- Draft ITP PV NEW PEP ScrubberDocument4 pagesDraft ITP PV NEW PEP Scrubberinspectionzona11No ratings yet
- Inspection Test Plan (Itp) at Shop: Natural Gas Transportation Development Project - Siak RiauDocument10 pagesInspection Test Plan (Itp) at Shop: Natural Gas Transportation Development Project - Siak Riauanang_priNo ratings yet
- Qa-R-01 List of Measuring Equipment and Calib. DueDocument2 pagesQa-R-01 List of Measuring Equipment and Calib. DuevinothNo ratings yet
- Inspection and Test Plan For Storage TankDocument8 pagesInspection and Test Plan For Storage TankAndreas AlexanderNo ratings yet
- Qa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Document3 pagesQa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Ali Haider100% (1)
- ITP ManifoldDocument7 pagesITP ManifoldvinothNo ratings yet
- Solved Passed Paper FCPS Part-2 DaleepDocument20 pagesSolved Passed Paper FCPS Part-2 DaleepUmair AwanNo ratings yet
- Part 1: Summary of The Entire Session:: Light FormsDocument7 pagesPart 1: Summary of The Entire Session:: Light FormsUmair AwanNo ratings yet
- PART 1: Summary of The Entire Session: in EnglishDocument4 pagesPART 1: Summary of The Entire Session: in EnglishUmair AwanNo ratings yet
- Part 1: Summary of The Entire SessionDocument4 pagesPart 1: Summary of The Entire SessionUmair AwanNo ratings yet
- Tanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVDocument2 pagesTanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVUmair AwanNo ratings yet
- Factory Acceptance Test For RDDocument3 pagesFactory Acceptance Test For RDUmair Awan100% (1)
- Taking Control of Your Career: Sandra Haase & Catherine Steele Centre For People at WorkDocument19 pagesTaking Control of Your Career: Sandra Haase & Catherine Steele Centre For People at WorkUmair AwanNo ratings yet
- QIP of Boiler For ErectionDocument6 pagesQIP of Boiler For ErectionUmair Awan100% (2)
- Machinery Alignment TechniquesDocument79 pagesMachinery Alignment TechniquesUmair Awan100% (2)
- Supervisor Competency Guideline FinalDocument77 pagesSupervisor Competency Guideline FinalUmair Awan100% (1)
- Boiler 1 Boiler 2 ESP Switchyard: DAILY QC-Mech Report Dated: Sr. Steel Structure Erected Welded Joints UT RemarksDocument1 pageBoiler 1 Boiler 2 ESP Switchyard: DAILY QC-Mech Report Dated: Sr. Steel Structure Erected Welded Joints UT RemarksUmair AwanNo ratings yet
- QQQ QQQ QQQ QQQ: Final InspectionDocument2 pagesQQQ QQQ QQQ QQQ: Final InspectionUmair Awan100% (1)
- Technical Assesment For WelderDocument1 pageTechnical Assesment For WelderUmair AwanNo ratings yet
- Release For GroutingDocument1 pageRelease For GroutingUmair AwanNo ratings yet
- 7 Steps of QC Problem Solving - Detached Brackets Rev 06Document74 pages7 Steps of QC Problem Solving - Detached Brackets Rev 06Enrique Rosales ContrerasNo ratings yet
- Betopom Arastirma 2Document31 pagesBetopom Arastirma 2KvncGmz DzrNo ratings yet
- Rollout LOSDocument74 pagesRollout LOSMohsenNo ratings yet
- Universal Law of Gravitation or Newton'S Law of GravitationDocument8 pagesUniversal Law of Gravitation or Newton'S Law of Gravitationchhabra navdeepNo ratings yet
- C9 - Modern Robotics Mechanics, Planning, and Control by Frank C. Park Kevin M. Lynch - 2Document1 pageC9 - Modern Robotics Mechanics, Planning, and Control by Frank C. Park Kevin M. Lynch - 2Thế AnhNo ratings yet
- Data - TristarDocument4 pagesData - TristarQuỳnh NhưNo ratings yet
- PB101424 0Document9 pagesPB101424 0emilio mendez olveraNo ratings yet
- Re10530 PDFDocument12 pagesRe10530 PDFmohamedIGCMONo ratings yet
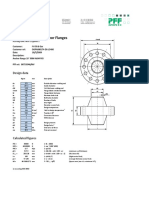
- Design Calculation Anchor Flange Asme VIII Div 1 App2Document3 pagesDesign Calculation Anchor Flange Asme VIII Div 1 App2Mustapha SedikNo ratings yet
- Power Plants Q and ADocument39 pagesPower Plants Q and AKaye Freyssinet Nermal AbangganNo ratings yet
- 18-0022 Elliot JA22Document33 pages18-0022 Elliot JA22basemNo ratings yet
- E32 Speed Log SAL-840 ManualDocument59 pagesE32 Speed Log SAL-840 ManualBhavin DoshiNo ratings yet
- 4we6 Series 6xDocument12 pages4we6 Series 6xJas SumNo ratings yet
- Astm D 412-87Document12 pagesAstm D 412-87chaivatNo ratings yet
- Strength of Materials: Prepared By: Engr. Jeric P. SarteDocument30 pagesStrength of Materials: Prepared By: Engr. Jeric P. SarteGiacomo EllieNo ratings yet
- Mapúa University: Shop Practice No. 8Document10 pagesMapúa University: Shop Practice No. 8marisonNo ratings yet
- FMM Pump Lecture 2022 23Document25 pagesFMM Pump Lecture 2022 23LolmaoNo ratings yet
- V Method As Per API 650 App KDocument182 pagesV Method As Per API 650 App KSiva baalanNo ratings yet
- FALK NRT Model E BackstopsDocument12 pagesFALK NRT Model E BackstopsFelipeLeitedeSousaNo ratings yet
- Valves 65Document37 pagesValves 65Mohamed SabryNo ratings yet
- As 3600-09 RC-SL-001Document4 pagesAs 3600-09 RC-SL-001Bunkun15No ratings yet
- Friction Factor ArticleDocument10 pagesFriction Factor ArticleLim BrandonNo ratings yet
- CAE Report 20180577Document12 pagesCAE Report 20180577Kamlesh SharmaNo ratings yet
- Petty Cash DetailsDocument2 pagesPetty Cash DetailsAnwarNo ratings yet
- Bda 5 25Document34 pagesBda 5 25oNo ratings yet
- Autocom 2017.01 - CARS - ENG PDFDocument460 pagesAutocom 2017.01 - CARS - ENG PDFCorban MihaiNo ratings yet
- A-00 IndexDocument10 pagesA-00 IndexNizarHamrouniNo ratings yet