You might also like
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Automated Eddy Current Inspection of Aircraft WheelsDocument4 pagesAutomated Eddy Current Inspection of Aircraft WheelsJoe BuckleyNo ratings yet
- NDT For Roller CoasterDocument5 pagesNDT For Roller Coasterluqman syakirNo ratings yet
- Testing of BearingsDocument27 pagesTesting of BearingsVishnu Viswanath100% (1)
- Eddy Current in Aerospace PDFDocument7 pagesEddy Current in Aerospace PDFAllwynNo ratings yet
- Case Study F1111, F1118, F1119, F1139Document17 pagesCase Study F1111, F1118, F1119, F1139Muhammad IlhamNo ratings yet
- Inspection and Requalification of Flywheels Before Remounting - 09197Document5 pagesInspection and Requalification of Flywheels Before Remounting - 09197Mark ChapmanNo ratings yet
- Conversão de Granalha para Uma Shot PeeningDocument9 pagesConversão de Granalha para Uma Shot PeeningRodrigo HenkeNo ratings yet
- SECTION 1.20: SpecificationsDocument26 pagesSECTION 1.20: SpecificationsLUISA FERNANDA TORRES MANOSALVANo ratings yet
- Name-Subodh Deshkar Branch-Electrical Engineering Subject - Introduction To Drones Roll No - B91Document8 pagesName-Subodh Deshkar Branch-Electrical Engineering Subject - Introduction To Drones Roll No - B91HACK LORD0% (1)
- Eddy Current InspectionDocument7 pagesEddy Current InspectionAl BorromeoNo ratings yet
- Maintenance and Check Electrical MotorsDocument7 pagesMaintenance and Check Electrical MotorsalexfrizNo ratings yet
- Visual Inspection of Large Electric GeneratorsDocument31 pagesVisual Inspection of Large Electric GeneratorskknifNo ratings yet
- A Mechatronic Conception of A New Intelligent Braking SystemDocument6 pagesA Mechatronic Conception of A New Intelligent Braking SystemSunil YadavNo ratings yet
- Propeller MaintenanceDocument18 pagesPropeller Maintenancejonathan jibunorNo ratings yet
- Maintenance of Ship's Engine Room CraneDocument6 pagesMaintenance of Ship's Engine Room Cranemister_no34No ratings yet
- Editor in chief,+EJERS 2224+correctedDocument12 pagesEditor in chief,+EJERS 2224+correctedtini taziekNo ratings yet
- FinalDocument22 pagesFinalAashis DahalNo ratings yet
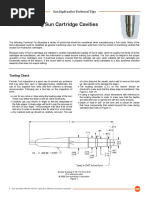
- Manufacturing Sun Cartridge Cavities: Tooling CheckDocument5 pagesManufacturing Sun Cartridge Cavities: Tooling CheckxxshNo ratings yet
- Manual - Ace CraneDocument60 pagesManual - Ace CraneManoj SinghNo ratings yet
- Cylinder Block:: 2014-ME-119 2014-ME-112Document13 pagesCylinder Block:: 2014-ME-119 2014-ME-112Qazi MaazNo ratings yet
- AmphiMaster BrochureDocument8 pagesAmphiMaster BrochureLasandu WanniarachchiNo ratings yet
- Exec 90 Maintenance Manual 3 03Document95 pagesExec 90 Maintenance Manual 3 03najmul100% (1)
- B7 1 9Document8 pagesB7 1 9hansmart65No ratings yet
- MinMach HomePage01Document18 pagesMinMach HomePage01miningnova2No ratings yet
- Briggs Engine Failure GuideDocument50 pagesBriggs Engine Failure GuideWILKILM83% (12)
- Drone's TechnologyDocument31 pagesDrone's TechnologyZuber Md100% (3)
- Design Analysis of A Portable Manual Tyre Changer: European Journal of Engineering Research and Science November 2020Document13 pagesDesign Analysis of A Portable Manual Tyre Changer: European Journal of Engineering Research and Science November 2020Sakman SulaemanNo ratings yet
- 2014 Mill and Kiln Gear InspectionsDocument28 pages2014 Mill and Kiln Gear InspectionsFernando Erices100% (1)
- HydroplaningDocument3 pagesHydroplaningHelloWorldNo ratings yet
- FFD - 4 - Maintenance Manual PDFDocument15 pagesFFD - 4 - Maintenance Manual PDFKaleb Z king webNo ratings yet
- Reduction GearDocument16 pagesReduction GearRasyidah OsmanNo ratings yet
- Full-Flow Debris Monitoring in Gas Turbine Engines: T. TauberDocument6 pagesFull-Flow Debris Monitoring in Gas Turbine Engines: T. TauberAhmadNo ratings yet
- Simultaneous Inspection and Correction of Gears in ProductionDocument9 pagesSimultaneous Inspection and Correction of Gears in ProductionsamanaveenNo ratings yet
- Abrasive Wheel Grinder SafetyDocument5 pagesAbrasive Wheel Grinder SafetynbvillarazoNo ratings yet
- RC Blowdown MaintenanceDocument13 pagesRC Blowdown MaintenanceGustavo Olea0% (1)
- DMX4306 - Session 1Document11 pagesDMX4306 - Session 1G.G. PRABHATH CHINTHAKANo ratings yet
- c9 PDFDocument23 pagesc9 PDFAnjaana PrashantNo ratings yet
- Air Bearing....Document20 pagesAir Bearing....joshibecNo ratings yet
- The Shot Peening Operator's Checklist: Part One of Two-Part SeriesDocument2 pagesThe Shot Peening Operator's Checklist: Part One of Two-Part SeriessyafiqNo ratings yet
- Excavator Instructors NotesDocument31 pagesExcavator Instructors NotesWALTER EMMANUEL FLORES COSCONo ratings yet
- 2016 Vol-2 3 OCTDocument12 pages2016 Vol-2 3 OCTsppramNo ratings yet
- Components of A Quadcopter: SYST 460Document26 pagesComponents of A Quadcopter: SYST 460astroNo ratings yet
- Drone ComponentsDocument26 pagesDrone ComponentsRadovan Bačanin86% (7)
- Preparation For Running CasingDocument3 pagesPreparation For Running CasingYougchu LuanNo ratings yet
- Bearing Investigation: Extract From The Railway Technical Handbook, Volume 1, Chapter 6, Page 122 To 135Document16 pagesBearing Investigation: Extract From The Railway Technical Handbook, Volume 1, Chapter 6, Page 122 To 135oliveira1305No ratings yet
- SU Cam Dressing and ReportingDocument12 pagesSU Cam Dressing and ReportingcarmaNo ratings yet
- Bearing in ConveyorsDocument6 pagesBearing in ConveyorsTimber RamNo ratings yet
- c9 PDFDocument41 pagesc9 PDFAvinash AbhiNo ratings yet
- Shock Absorber Test RigDocument14 pagesShock Absorber Test RigOmKar GunjalNo ratings yet
- All-Test Pro, LLCDocument13 pagesAll-Test Pro, LLCjizuNo ratings yet
- Rolls - Royce Engine - Inspection/Check: M250 - C20 Series Operation and MaintenanceDocument36 pagesRolls - Royce Engine - Inspection/Check: M250 - C20 Series Operation and MaintenanceFranny Alexandra Tamayo RiocampoNo ratings yet
- 1978-06 Successful Applications of NDT Techniques To Mining Equipment Maintenance - Sutcliffe, Cottier (#MNG)Document3 pages1978-06 Successful Applications of NDT Techniques To Mining Equipment Maintenance - Sutcliffe, Cottier (#MNG)rhinemine100% (1)
- SKF Grease Test Rig EmcorDocument4 pagesSKF Grease Test Rig EmcorCarlosNo ratings yet
- Rboat Davit MAINTENANCE MANUAL PDFDocument14 pagesRboat Davit MAINTENANCE MANUAL PDFAnoop AnupNo ratings yet
- Document MBDocument6 pagesDocument MBJunior Rojas PerezNo ratings yet
- 3 SFT N Rlbty of Centi PumpsDocument4 pages3 SFT N Rlbty of Centi PumpsKishorDeshmukhNo ratings yet
- Dmyi 000060Document2 pagesDmyi 000060mohammadfarsiinfoNo ratings yet
- Conturbex: The Worm/screen CentrifugeDocument12 pagesConturbex: The Worm/screen CentrifugeLeonan CaréliNo ratings yet
- Easa Ad 2019-0042 1Document4 pagesEasa Ad 2019-0042 1izmitlimonNo ratings yet
- German Semi-Intensive Course in The MorningDocument1 pageGerman Semi-Intensive Course in The MorningizmitlimonNo ratings yet
- Intro To ShearographyDocument23 pagesIntro To ShearographyizmitlimonNo ratings yet
- ANDTBF 04 (Presentation)Document23 pagesANDTBF 04 (Presentation)izmitlimonNo ratings yet
- German For NewcomersDocument1 pageGerman For NewcomersizmitlimonNo ratings yet
- German Words 51-100Document2 pagesGerman Words 51-100izmitlimonNo ratings yet
- Intro To ShearographyDocument23 pagesIntro To ShearographyizmitlimonNo ratings yet
- German For Newcomers, IntensiveDocument1 pageGerman For Newcomers, IntensiveizmitlimonNo ratings yet
- German Standard in The EveningDocument1 pageGerman Standard in The EveningizmitlimonNo ratings yet
- German Standard Evening CoursesDocument1 pageGerman Standard Evening CoursesizmitlimonNo ratings yet
- NON Destructive Test Manual: Reference Standard For Thickness MeasurementsDocument1 pageNON Destructive Test Manual: Reference Standard For Thickness MeasurementsizmitlimonNo ratings yet
- German in The Evening For IntegrationDocument1 pageGerman in The Evening For IntegrationizmitlimonNo ratings yet
- Foreign Part 145 Approvals Approvals and Standardisation Organisation Approvals Docs Part 145 Annex B B1. UG - Cao.00024 Foreign Part 145 Approvals User Guide For MOEDocument85 pagesForeign Part 145 Approvals Approvals and Standardisation Organisation Approvals Docs Part 145 Annex B B1. UG - Cao.00024 Foreign Part 145 Approvals User Guide For MOEizmitlimonNo ratings yet
- Fine Defect Detection by Eddy Current Array.: Patrick CabanisDocument33 pagesFine Defect Detection by Eddy Current Array.: Patrick CabanisizmitlimonNo ratings yet
- NadcapNDTNewsletterJuly2004 PDFDocument4 pagesNadcapNDTNewsletterJuly2004 PDFizmitlimonNo ratings yet
- PDF Course Outline 256Document2 pagesPDF Course Outline 256izmitlimonNo ratings yet
- 14a Redi-Bath - Pds - EnglishDocument4 pages14a Redi-Bath - Pds - EnglishizmitlimonNo ratings yet
- 14AM - PDS - EnglishDocument3 pages14AM - PDS - EnglishizmitlimonNo ratings yet
- Sensors: Infrared Thermography For Temperature Measurement and Non-Destructive TestingDocument44 pagesSensors: Infrared Thermography For Temperature Measurement and Non-Destructive TestingshaukeenNo ratings yet
- Microsoft PowerPoint - Age AC 2011Document45 pagesMicrosoft PowerPoint - Age AC 2011izmitlimonNo ratings yet
- Oct09NDTNewsletter PDFDocument8 pagesOct09NDTNewsletter PDFizmitlimonNo ratings yet
- Online Application For Certification Guide: Do Not Begin Until You Have All Required DocumentationDocument6 pagesOnline Application For Certification Guide: Do Not Begin Until You Have All Required DocumentationizmitlimonNo ratings yet
- Nad Cap NDT Newsletter July 2004Document4 pagesNad Cap NDT Newsletter July 2004izmitlimonNo ratings yet
- Nadcap Task Group Voting Members 6 June 2013Document24 pagesNadcap Task Group Voting Members 6 June 2013izmitlimonNo ratings yet
- To 33B-1-1 01jan2013Document856 pagesTo 33B-1-1 01jan2013izmitlimonNo ratings yet
- Easa Airworthiness Directive: AD No.: 2013-0302Document3 pagesEasa Airworthiness Directive: AD No.: 2013-0302izmitlimonNo ratings yet
- Katalog Datchikov Fap Olimpus 1Document11 pagesKatalog Datchikov Fap Olimpus 1ODG_290473No ratings yet
- 14a Redi-Bath - Pds - EnglishDocument4 pages14a Redi-Bath - Pds - EnglishizmitlimonNo ratings yet
- GEIT 20002 S US - Usm35xDocument2 pagesGEIT 20002 S US - Usm35xshifaNo ratings yet
- Saep 119Document11 pagesSaep 119Demac SaudNo ratings yet
- Bismark Antwi .Kwarteng.Document5 pagesBismark Antwi .Kwarteng.Genevieve MaccarthyNo ratings yet
- MTF Institutional Assessment GuideDocument3 pagesMTF Institutional Assessment GuideAldwin OlivoNo ratings yet
- API 580 - PURPOSE API 580 - 11 TermsDocument3 pagesAPI 580 - PURPOSE API 580 - 11 TermsSERFORTEC CIA. LTDA.No ratings yet
- EDG Electrical Test Checklist 2Document26 pagesEDG Electrical Test Checklist 2En FaizulNo ratings yet
- Ajts QCP Fab Format Rev 01Document4 pagesAjts QCP Fab Format Rev 01Pradip DabhiNo ratings yet
- Ams 2632 ADocument24 pagesAms 2632 AelmerNo ratings yet
- TSCDocument101 pagesTSCNikhilraj Sanjiv BhavanNo ratings yet
- Calibration Control ProcedureDocument13 pagesCalibration Control ProcedureHưng Hoàng DuyNo ratings yet
- Qa QC Dossier IndexDocument24 pagesQa QC Dossier IndexAnoop Chandran50% (2)
- BTM2133-Chapter 1 IntroductionDocument26 pagesBTM2133-Chapter 1 IntroductionAswaja313No ratings yet
- Peat Samples by Laboratory Testing: Standard Classification ofDocument3 pagesPeat Samples by Laboratory Testing: Standard Classification ofJohnCarlosGilNo ratings yet
- Flexible Retort Pouch DefectsDocument19 pagesFlexible Retort Pouch DefectsHector Salazar PerezNo ratings yet
- Fire Safety Measures Log BookDocument28 pagesFire Safety Measures Log BookHassan64041No ratings yet
- Jiangyin Success Industry Co - LTD: SupplierDocument1 pageJiangyin Success Industry Co - LTD: SupplierdianNo ratings yet
- MOS-Civil-103 MasonryDocument9 pagesMOS-Civil-103 MasonryAdib SalahNo ratings yet
- Third Party Inspection Report: Material / Subject of InspectionDocument6 pagesThird Party Inspection Report: Material / Subject of InspectionBrijithNo ratings yet
- J.K Wellhead Service Engineer ResumeDocument6 pagesJ.K Wellhead Service Engineer ResumeLuis A G. C.0% (1)
- Iatf UpgradingDocument6 pagesIatf UpgradingAhmad AzrilNo ratings yet
- Advanced Structural Audit Scheme - Case Study On Bishop's House Building, PalaiDocument8 pagesAdvanced Structural Audit Scheme - Case Study On Bishop's House Building, PalaiVishvajit PatilNo ratings yet
- Concrete Structures: Oil & GasDocument16 pagesConcrete Structures: Oil & GasES RouzaNo ratings yet
- Inspection and Test Plan: Installation of Fire Alarm SystemDocument3 pagesInspection and Test Plan: Installation of Fire Alarm SystemBinu Sulochanan100% (3)
- AR 2252 Accreditation Requirements - ISO - IEC 17020 Inspection Bodies-8161-9Document10 pagesAR 2252 Accreditation Requirements - ISO - IEC 17020 Inspection Bodies-8161-9Yousef ShishaniNo ratings yet
- Railway Applications - Welding of Railway Vehicles and ComponentsDocument14 pagesRailway Applications - Welding of Railway Vehicles and ComponentsAhmed MehmedovNo ratings yet
- 01-SAMSS-048 2018 CRA Clad or Lined Steel PipeDocument22 pages01-SAMSS-048 2018 CRA Clad or Lined Steel PipeWHWENNo ratings yet
- Ns-1™ Edition 3 Preface: Use RestrictionsDocument1 pageNs-1™ Edition 3 Preface: Use Restrictionsislam atifNo ratings yet
- International Shore Connections For Marine FireDocument2 pagesInternational Shore Connections For Marine FireMeleti Meleti Meletiou100% (1)
- Fiberglass Reinforced Pipes Rev 0Document40 pagesFiberglass Reinforced Pipes Rev 0MohamedOmar83No ratings yet
- 8D User GuidelinesDocument45 pages8D User GuidelinesObaid BilgaramiNo ratings yet
- Eye Bolt Visual CertificatesDocument12 pagesEye Bolt Visual CertificatesYasirNo ratings yet