You might also like
- CP-J-506 Instrumentacao Rev 10Document52 pagesCP-J-506 Instrumentacao Rev 10Daiane IzaNo ratings yet
- Procedimento Executivo de Comissionamento de Sistemas de - HVACDocument18 pagesProcedimento Executivo de Comissionamento de Sistemas de - HVACTotogoNo ratings yet
- Carvaçho - Curso Inspeção e Manutenção em Vasos de Pressão PDFDocument305 pagesCarvaçho - Curso Inspeção e Manutenção em Vasos de Pressão PDFRenan Gustavo PazNo ratings yet
- Instrumentação PBDocument99 pagesInstrumentação PBRenato veigaNo ratings yet
- Limpeza química trocadores calorDocument1 pageLimpeza química trocadores calorEverssonNo ratings yet
- PECR - ESgas - 004 - Sondagem Rev.00Document6 pagesPECR - ESgas - 004 - Sondagem Rev.00Jailson SamaritanoNo ratings yet
- CP-S-501 Estruturas Metalicas Rev 14Document29 pagesCP-S-501 Estruturas Metalicas Rev 14Daiane IzaNo ratings yet
- 8 Apresentação PDFDocument101 pages8 Apresentação PDFWyllton CandidoNo ratings yet
- CP-E-501 Eletrica Rev 16Document38 pagesCP-E-501 Eletrica Rev 16Daiane IzaNo ratings yet
- Cálculo de ReatoresDocument55 pagesCálculo de ReatoresMurilo Barbosa de AndradeNo ratings yet
- Anexo 1 - Memorial DescritivoDocument20 pagesAnexo 1 - Memorial Descritivoreinaldopf2012No ratings yet
- Construção e montagem de rede de gás naturalDocument15 pagesConstrução e montagem de rede de gás naturalNorberto NetoNo ratings yet
- Instrução de Trabalho 3.0 - TESTE HIDROSTÁTICO - REV00Document19 pagesInstrução de Trabalho 3.0 - TESTE HIDROSTÁTICO - REV00Diego de OliveiraNo ratings yet
- Otimização do Sistema de Proteção Catódica de um Oleoduto EnterradoDocument4 pagesOtimização do Sistema de Proteção Catódica de um Oleoduto EnterradoIgor PaivaNo ratings yet
- Eng-Ab/ Ierenest: Procedimento PR-5290.00-2000-800-OEV-004Document10 pagesEng-Ab/ Ierenest: Procedimento PR-5290.00-2000-800-OEV-004Luciano PazNo ratings yet
- Processo FlotaçãoDocument47 pagesProcesso FlotaçãoMateus Luis100% (1)
- Dimensionamento ETE refinaria petróleoDocument26 pagesDimensionamento ETE refinaria petróleoPedro ZarzarNo ratings yet
- Guia de Incompatibilidade QuímicaDocument7 pagesGuia de Incompatibilidade QuímicadlecterNo ratings yet
- Memorial de Cálculo Projeto de TubulaçõesDocument12 pagesMemorial de Cálculo Projeto de TubulaçõesHendrius OliveiraNo ratings yet
- Planilha de destilação flashDocument10 pagesPlanilha de destilação flashLucas AraújoNo ratings yet
- ANEXO B - Tubos PDFDocument29 pagesANEXO B - Tubos PDFFrancisco NascimentoNo ratings yet
- RIMA - Porto Do AçúDocument89 pagesRIMA - Porto Do AçúÉrika CardosoNo ratings yet
- Apresentação Torres de DestilaçãoDocument27 pagesApresentação Torres de DestilaçãoZeca FerreiraNo ratings yet
- FPSO P-34: Sistemas de Processamento e UtilidadesDocument63 pagesFPSO P-34: Sistemas de Processamento e UtilidadesZuzi EvangelistaNo ratings yet
- Descritivo Tecnico STEAM TRACEDocument10 pagesDescritivo Tecnico STEAM TRACEManoel NogueiraNo ratings yet
- 1 - Inspeção de Fornos IntroduçãoDocument97 pages1 - Inspeção de Fornos IntroduçãoAnonymous uL3JlWfhNo ratings yet
- API 598 Traduzida 2004 - Passei DiretoDocument11 pagesAPI 598 Traduzida 2004 - Passei DiretoandersonNo ratings yet
- Projeto detalhado dutos terrestresDocument16 pagesProjeto detalhado dutos terrestresral75No ratings yet
- Currículo Profissional Jean PereiraDocument2 pagesCurrículo Profissional Jean PereiraJean César Barbosa PereiraNo ratings yet
- Limpeza QuimicaDocument24 pagesLimpeza QuimicaSérgio Rapozo BorgesNo ratings yet
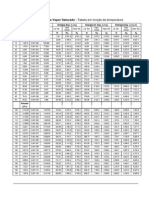
- Água - Propriedades termodinâmicas em função da temperatura (40Document9 pagesÁgua - Propriedades termodinâmicas em função da temperatura (40hisetraNo ratings yet
- Identificação de SubstânciasDocument3 pagesIdentificação de SubstânciasAldo ColaresNo ratings yet
- Conexões elétricas para equipamentos industriaisDocument64 pagesConexões elétricas para equipamentos industriaisisisarsenio100% (1)
- Revestimento anticorrosivo de dutos e juntas de campoDocument12 pagesRevestimento anticorrosivo de dutos e juntas de campoJailson SamaritanoNo ratings yet
- Passagem de pigs em dutosDocument18 pagesPassagem de pigs em dutosMarcella BallaNo ratings yet
- Padronização: Requisito TécnicoDocument30 pagesPadronização: Requisito TécnicoFabio Peres de LimaNo ratings yet
- Caldeiras Tratamento DáguaDocument85 pagesCaldeiras Tratamento Dáguaorea1100% (1)
- Inspeção de Dutos TerrestresDocument155 pagesInspeção de Dutos TerrestresAlmerindo JuniorNo ratings yet
- Formação de inspetor de dutosDocument41 pagesFormação de inspetor de dutosPedroNo ratings yet
- Rev. B 06 / 2017: TerminologiaDocument35 pagesRev. B 06 / 2017: TerminologiaInácio CunhaNo ratings yet
- Controle Seletivo Ou OverrideDocument12 pagesControle Seletivo Ou OverrideJefferson BuenoNo ratings yet
- Medições Calibre de Solda PDFDocument1 pageMedições Calibre de Solda PDFJoao Victor BNo ratings yet
- Iniciando no HYSYS - Adicionando CorrentesDocument21 pagesIniciando no HYSYS - Adicionando CorrentesSolJaneiroNo ratings yet
- Catalogo de Normas PetrobrasDocument27 pagesCatalogo de Normas PetrobrashllealNo ratings yet
- Diferenças Entre PSV e PRVDocument4 pagesDiferenças Entre PSV e PRVEvando Pereira dos SantosNo ratings yet
- Apostila Medicao de Potencial Eletroquimico Rev 2020Document63 pagesApostila Medicao de Potencial Eletroquimico Rev 2020Rdg CardosoNo ratings yet
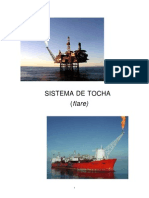
- Sistemas de tochas em plataformas de petróleoDocument35 pagesSistemas de tochas em plataformas de petróleoorea1100% (2)
- Diagramas Molier para AguaDocument3 pagesDiagramas Molier para Aguaapi-3764873100% (1)
- Análise técnica de bombas industriais para a TRANSPETRODocument11 pagesAnálise técnica de bombas industriais para a TRANSPETROEnnecyr Pilling PintoNo ratings yet
- N 0108 PDFDocument17 pagesN 0108 PDFRaphael Gomes GarciaNo ratings yet
- Certificado de Qualificação de Soldador Jailson Bezerra LinsDocument1 pageCertificado de Qualificação de Soldador Jailson Bezerra LinscristianoNo ratings yet
- 1 9 Fornos PetrobrasDocument13 pages1 9 Fornos PetrobrasSergio PeyrotNo ratings yet
- MD Atestado de Comissionamento T1002Document4 pagesMD Atestado de Comissionamento T1002engsergiomarquesNo ratings yet
- Limpeza e Manutenção de Tubos de ProduçãoDocument16 pagesLimpeza e Manutenção de Tubos de ProduçãoIgorCencičNo ratings yet
- Refrigerantes e suas aplicaçõesDocument30 pagesRefrigerantes e suas aplicaçõesHigorNo ratings yet
- Problemas de Cinética e Reatores Químicos: 100 Problemas Resolvidos, 500 Problemas Propostos (Com Respostas)From EverandProblemas de Cinética e Reatores Químicos: 100 Problemas Resolvidos, 500 Problemas Propostos (Com Respostas)No ratings yet
- O Regime de Informação: Um Olhar sobre o Marco Regulatório da Indústria de Petróleo e Gás Natural no BrasilFrom EverandO Regime de Informação: Um Olhar sobre o Marco Regulatório da Indústria de Petróleo e Gás Natural no BrasilRating: 1 out of 5 stars1/5 (1)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoFrom EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo ratings yet
- Engenharia de processos: Análise, simulação, otimização e síntese de processos químicosFrom EverandEngenharia de processos: Análise, simulação, otimização e síntese de processos químicosNo ratings yet
- Canteiro de Obras - CalculoDocument7 pagesCanteiro de Obras - Calculowlton VgaNo ratings yet
- Manual Avaliacao ContinuadaDocument21 pagesManual Avaliacao Continuadawlton VgaNo ratings yet
- Eap - Geral TecapDocument17 pagesEap - Geral Tecapwlton VgaNo ratings yet
- Tecnologias Da Montagem EletromecanicaDocument153 pagesTecnologias Da Montagem EletromecanicaMarcio Ricardo Farias100% (2)
- MI 1-Recursos para Montagem PDFDocument39 pagesMI 1-Recursos para Montagem PDFJosé Maria JúniorNo ratings yet
- Apostila SAP (1) .PM para PCMDocument453 pagesApostila SAP (1) .PM para PCMGeraldo Miranda93% (45)
- Tratamento de Água INTDocument60 pagesTratamento de Água INTwlton VgaNo ratings yet
- U 140 PDFDocument78 pagesU 140 PDFwlton VgaNo ratings yet
- Tratamentos térmicos para açoDocument8 pagesTratamentos térmicos para açoCelso BritoNo ratings yet
- Reduzindo custos com energia reativaDocument3 pagesReduzindo custos com energia reativawlton VgaNo ratings yet
- Vasos de Pressão e Torres de Processos: Conceitos e AplicaçõesDocument49 pagesVasos de Pressão e Torres de Processos: Conceitos e Aplicaçõeswlton VgaNo ratings yet
- 05 T.T.tratam. TermoquímicoDocument7 pages05 T.T.tratam. TermoquímicoAndrey BertoloNo ratings yet
- Empresa de construção civil e manutenção I9 Industrial TaubatéDocument1 pageEmpresa de construção civil e manutenção I9 Industrial Taubatéwlton VgaNo ratings yet
- U 140 PDFDocument78 pagesU 140 PDFwlton VgaNo ratings yet
- Medição de temperatura em tratamentos térmicos com pirômetrosDocument7 pagesMedição de temperatura em tratamentos térmicos com pirômetrosJônisson SantosNo ratings yet
- 06-T.T.Endurecimento de Sup. Metálicas PDFDocument6 pages06-T.T.Endurecimento de Sup. Metálicas PDFwlton VgaNo ratings yet
- 03-T.T.Alívio de TensõesDocument7 pages03-T.T.Alívio de TensõesHelio PedroNo ratings yet
- Dicas TanquesDocument1 pageDicas TanquesReinaldo OliveiraNo ratings yet
- 02-Tratamento Témico - PDFTTDocument8 pages02-Tratamento Témico - PDFTTJoão Paulo AcioleNo ratings yet
- 01-Tratamento TémicoDocument7 pages01-Tratamento TémicoThiago CruzNo ratings yet
- To para PinturaDocument25 pagesTo para PinturamothcyNo ratings yet
- Pintura Protetiva - EBAHDocument7 pagesPintura Protetiva - EBAHCor Jesus Ferreira CostaNo ratings yet
- Apostila PermutadoresDocument16 pagesApostila PermutadoresPercuNo ratings yet
- Manual Preparação Superfícies PinturaDocument24 pagesManual Preparação Superfícies Pinturalulapa100% (2)
- WEG Pintura Industrial Com Tintas Liquidas Manual Portugues BRDocument111 pagesWEG Pintura Industrial Com Tintas Liquidas Manual Portugues BRJosé Alves Pinheiro JúniorNo ratings yet
- Classificação e causas de defeitos em aplicação e exposição de pinturasDocument108 pagesClassificação e causas de defeitos em aplicação e exposição de pinturasLuciana MagalhãesNo ratings yet
- Exame de partículas magnéticasDocument46 pagesExame de partículas magnéticasRyanNo ratings yet
- Apostila de Pintura - Giulliano PolitoDocument66 pagesApostila de Pintura - Giulliano PolitoJeanete AndradeNo ratings yet
- Radiologia Industrial Inicia AoDocument77 pagesRadiologia Industrial Inicia Aoedmilsonsamanda100% (1)
- Banda larga móvel 4G: tecnologia, aplicações e implementação no BrasilDocument14 pagesBanda larga móvel 4G: tecnologia, aplicações e implementação no BrasilVagner TamaraNo ratings yet
- Nônio Virtual - Simulador de Leitura em Milímetro com Resolução de 0,02mmDocument3 pagesNônio Virtual - Simulador de Leitura em Milímetro com Resolução de 0,02mmGuido MoisesNo ratings yet
- Internet instabilidadeDocument2 pagesInternet instabilidadeAlexsandro K GonçalvesNo ratings yet
- Alumínio e Suas Ligas - Telhas e Acessórios - Requisitos, Projeto e InstalaçãoDocument34 pagesAlumínio e Suas Ligas - Telhas e Acessórios - Requisitos, Projeto e InstalaçãoMoacyr Salles Neto100% (2)
- Antropometria MedidasDocument83 pagesAntropometria Medidasarthur100% (1)
- Laudo HIDRANTES ArborettoDocument7 pagesLaudo HIDRANTES ArborettoPaulo Feitosa100% (1)
- LLC, MAC e protocolos 802Document14 pagesLLC, MAC e protocolos 802teiveNo ratings yet
- NBR 14518 - 2019Document71 pagesNBR 14518 - 2019Glauco FersanNo ratings yet
- Manual de Operação Z45-25J RT 4WDDocument59 pagesManual de Operação Z45-25J RT 4WDHelioNo ratings yet
- Gestão materiais código barras 40Document33 pagesGestão materiais código barras 40Sandro AlmeidaNo ratings yet
- TibboDocument33 pagesTibboRoberson BillNo ratings yet
- Redes sem fio provaDocument4 pagesRedes sem fio provaEdmilson FilhoNo ratings yet
- Tabelas HTML: como criar e formatarDocument8 pagesTabelas HTML: como criar e formatarHenrique Cesar Oliveira100% (1)
- EXERCICIOS DE REDES DE COMPUTADORES Com Respostas PDFDocument7 pagesEXERCICIOS DE REDES DE COMPUTADORES Com Respostas PDFLucas RamosNo ratings yet
- Configurar Ruteador Tp-Link TL-WR840NDocument3 pagesConfigurar Ruteador Tp-Link TL-WR840NelmersonxpNo ratings yet
- ABNT NBR ISO 7007 - 2016 - Aços Carbono e Microligados para Uso Estrutural e GeralDocument10 pagesABNT NBR ISO 7007 - 2016 - Aços Carbono e Microligados para Uso Estrutural e GeralVictor FagundesNo ratings yet
- Projetos de Sistemas Elétricos de Potência - Muito BoaDocument21 pagesProjetos de Sistemas Elétricos de Potência - Muito BoaWederson Duarte100% (1)
- Thermoval 2010 PDFDocument354 pagesThermoval 2010 PDFPaulo Roberto Souza100% (1)
- Xat 3000 Led 1Document21 pagesXat 3000 Led 1danielsiessereNo ratings yet
- ABNT NBR 16945 - 2021 - Classificação Da Resistência Ao Fogo de Elementos Construtivos de EdificaçõesDocument79 pagesABNT NBR 16945 - 2021 - Classificação Da Resistência Ao Fogo de Elementos Construtivos de EdificaçõesAlineMeirelesNo ratings yet
- Redes de computadores - Lista de exercícios 1Document6 pagesRedes de computadores - Lista de exercícios 1Nathan PortelaNo ratings yet
- Instalação e configuração de rede com Windows, Linux e virtualizaçãoDocument43 pagesInstalação e configuração de rede com Windows, Linux e virtualizaçãoRavi ResckNo ratings yet
- Ap-02 - Trens Tipo - Abnt - R1Document14 pagesAp-02 - Trens Tipo - Abnt - R1Thi MontrezolNo ratings yet
- Acessar remotamente PC VPN com DNS dinâmicoDocument5 pagesAcessar remotamente PC VPN com DNS dinâmicoivanclaudino123No ratings yet
- F 100 45DDocument3 pagesF 100 45DOlavo MadeiraNo ratings yet
- Slides 19011 Rev Iel GeovannaDocument113 pagesSlides 19011 Rev Iel Geovannaemily de sousaNo ratings yet
- Calibração: conceitos fundamentais da metrologiaDocument23 pagesCalibração: conceitos fundamentais da metrologiaClaud349684No ratings yet
- Documento Auxiliar Da Nota Fiscal de Consumidor EletrônicaDocument1 pageDocumento Auxiliar Da Nota Fiscal de Consumidor EletrônicapessiniNo ratings yet
- Configurando Rede e Compartilhamento no Windows 10Document34 pagesConfigurando Rede e Compartilhamento no Windows 10Elder MoraisNo ratings yet
- Saiba Como Decifrar o Chassi Do Seu CarroDocument8 pagesSaiba Como Decifrar o Chassi Do Seu CarroEldio Klen100% (1)