You might also like
- Fabrication and Properties of Mgo - C Refractories Improved With Expanded GraphiteDocument8 pagesFabrication and Properties of Mgo - C Refractories Improved With Expanded Graphiterpr 04121997No ratings yet
- Author's Accepted Manuscript: 10.1016/j.ceramint.2014.09.091Document49 pagesAuthor's Accepted Manuscript: 10.1016/j.ceramint.2014.09.091Alfiansyah DarmawanNo ratings yet
- TechnoDocument1 pageTechnosadhuNo ratings yet
- Mousom Thesis1Document95 pagesMousom Thesis1Arnab AcharyaNo ratings yet
- Ghasemi Kahrizsangi2016 PDFDocument33 pagesGhasemi Kahrizsangi2016 PDFAlfiansyah DarmawanNo ratings yet
- A Comprehensive Review of Recent Advances in Magnesia Carbon RefractoryDocument9 pagesA Comprehensive Review of Recent Advances in Magnesia Carbon RefractorySoumya MukherjeeNo ratings yet
- Materials Chemistry and Physics: 4 Hassan Gheisari Dehsheikh, Salman Ghasemi-KahrizsangiDocument8 pagesMaterials Chemistry and Physics: 4 Hassan Gheisari Dehsheikh, Salman Ghasemi-KahrizsangiPamungkas AzmiNo ratings yet
- Ceramics International: Min Chen, Song Gao, Lei Xu, Nan WangDocument6 pagesCeramics International: Min Chen, Song Gao, Lei Xu, Nan WanghardiantisNo ratings yet
- 2016-2 Influence ofTi3AlC2 On MicrostructureandthermalmechanicalDocument9 pages2016-2 Influence ofTi3AlC2 On MicrostructureandthermalmechanicalJunfeng ChenNo ratings yet
- Carbon-Carbon Matrix Composites.Document10 pagesCarbon-Carbon Matrix Composites.Vijay ShakarNo ratings yet
- Powder Technology: Boris A. Chubukov, Scott C. Rowe, Aaron W. Palumbo, Mark A. Wallace, Alan W. WeimerDocument10 pagesPowder Technology: Boris A. Chubukov, Scott C. Rowe, Aaron W. Palumbo, Mark A. Wallace, Alan W. Weimerchinnuking11No ratings yet
- MicrowiveDocument10 pagesMicrowiveFarah TalibNo ratings yet
- A Review On Recent Advances On Magnesia-Doloma Refractories by Nano-Technlogy JWENT - Volume 2 - Issue 3 - Pages 206-222Document17 pagesA Review On Recent Advances On Magnesia-Doloma Refractories by Nano-Technlogy JWENT - Volume 2 - Issue 3 - Pages 206-222yasingenNo ratings yet
- A Review On Graphene Reinforced Polymer Matrix Composites: SciencedirectDocument10 pagesA Review On Graphene Reinforced Polymer Matrix Composites: SciencedirectJaihan SyifaNo ratings yet
- Producing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceDocument8 pagesProducing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceJOHNSAN RNo ratings yet
- 112 517 PDFDocument17 pages112 517 PDFSidra MasoodNo ratings yet
- Performance of Mortars With Commercially-Available ReactiveDocument17 pagesPerformance of Mortars With Commercially-Available ReactiveAndres ForeroNo ratings yet
- Low-Carbon Carbon-Bonded Alumina Refractories For Functional Components in Steel TechnologyDocument10 pagesLow-Carbon Carbon-Bonded Alumina Refractories For Functional Components in Steel TechnologyRyanto SitanggangNo ratings yet
- Behaviour of Different Nanomaterials in Geopolymer Concrete: M. Manoj Kumar, S. YuvarajDocument7 pagesBehaviour of Different Nanomaterials in Geopolymer Concrete: M. Manoj Kumar, S. YuvarajMd zakirNo ratings yet
- Progress and Perspective of Refractory Technology: Technical ReviewDocument5 pagesProgress and Perspective of Refractory Technology: Technical ReviewemregnesNo ratings yet
- Chapter 5 MgO-C Bricks PDFDocument6 pagesChapter 5 MgO-C Bricks PDFmpaka felliNo ratings yet
- The Role of Graphene OxideDocument17 pagesThe Role of Graphene Oxidelibrary inspenNo ratings yet
- Tribology International 2023 KarolinaDocument13 pagesTribology International 2023 KarolinaboikoNo ratings yet
- Design of Magnesia-Spinel Bricks For Improved CoatDocument15 pagesDesign of Magnesia-Spinel Bricks For Improved CoatEbrahim BayoumiNo ratings yet
- Shu 2019Document12 pagesShu 2019Ali HassanNo ratings yet
- Sintering Fundamentals of Magnesium Powders: P. Burke, G.J. Kipouros, D. Fancelli and V. LaverdiereDocument10 pagesSintering Fundamentals of Magnesium Powders: P. Burke, G.J. Kipouros, D. Fancelli and V. LaverdiereHarambe HarambeNo ratings yet
- Progress and Perspective of Refractory Technology: Technical ReviewDocument5 pagesProgress and Perspective of Refractory Technology: Technical ReviewFredNo ratings yet
- A General View of Graphene Reinforcements On Metal Matrix Composites (GR-MMC)Document12 pagesA General View of Graphene Reinforcements On Metal Matrix Composites (GR-MMC)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Nanotubos - Propiedades Mecánicas y TérmicasDocument11 pagesNanotubos - Propiedades Mecánicas y TérmicasDanny SeguraNo ratings yet
- Materials Chemistry and PhysicsDocument6 pagesMaterials Chemistry and PhysicsCristian DiazNo ratings yet
- Materials 14 00689Document19 pagesMaterials 14 00689BHARATH MURUGANNo ratings yet
- Paper4 - Basalt Fiber AdditionDocument8 pagesPaper4 - Basalt Fiber AdditionApple TimakulNo ratings yet
- Construction and Building Materials: Ahmed F. Abdalqader, Fei Jin, Abir Al-TabbaaDocument8 pagesConstruction and Building Materials: Ahmed F. Abdalqader, Fei Jin, Abir Al-TabbaaMarden Rengifo RuizNo ratings yet
- 2020 Microstructure and Properties of Graphite-CopperDocument16 pages2020 Microstructure and Properties of Graphite-CopperVillanueva PliegoNo ratings yet
- Composites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su YenDocument6 pagesComposites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su Yensur22as.aswarNo ratings yet
- Permeability of Geopolymer Concrete With PDFDocument7 pagesPermeability of Geopolymer Concrete With PDFSuhas RamachandraNo ratings yet
- Blend de Carvão Rico em VitrinitaDocument9 pagesBlend de Carvão Rico em VitrinitaMatheus AugustoNo ratings yet
- Manpreet Et Al 2010Document12 pagesManpreet Et Al 2010manpreetNo ratings yet
- Tribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniDocument8 pagesTribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniTugay ArıçNo ratings yet
- Artículo Grupo 3Document12 pagesArtículo Grupo 3Luis Gabriel Mora SuárezNo ratings yet
- Performance of Magnesia Cement Using Mgco and Serpentine: CommunicationDocument6 pagesPerformance of Magnesia Cement Using Mgco and Serpentine: Communicationomar rahmounNo ratings yet
- Nano Materials Science: Andrew T. Smith, Anna Marie Lachance, Songshan Zeng, Bin Liu, Luyi SunDocument17 pagesNano Materials Science: Andrew T. Smith, Anna Marie Lachance, Songshan Zeng, Bin Liu, Luyi Sunmuhammad hilalNo ratings yet
- Thong Le BaDocument28 pagesThong Le BaAsif Abdur RehmanNo ratings yet
- CF-rGO Composites Foam 2018Document9 pagesCF-rGO Composites Foam 2018Ansuu Kumar MaliNo ratings yet
- Flexural Behaviour of Steel Fiber Reinforced GEO Polymer ConcreteDocument5 pagesFlexural Behaviour of Steel Fiber Reinforced GEO Polymer ConcreteEditor IJTSRDNo ratings yet
- Different-2D-materials-based-polyetherimide-mixed-matrix-membranes-for-CON-separation2020Journal-of-Industrial-and-Engineering-ChemistryDocument13 pagesDifferent-2D-materials-based-polyetherimide-mixed-matrix-membranes-for-CON-separation2020Journal-of-Industrial-and-Engineering-ChemistryDarwin ZuluagaNo ratings yet
- Polymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsDocument20 pagesPolymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsAnimesh Kumar100% (1)
- Production of Special CokeDocument6 pagesProduction of Special CokeAryo Prastyo AjiNo ratings yet
- Raw Materials For Manufacturing of Superior Quality Mgo-C BricksDocument8 pagesRaw Materials For Manufacturing of Superior Quality Mgo-C Bricksjom erfNo ratings yet
- G JayarajanDocument6 pagesG JayarajanPallavi G ANo ratings yet
- 09-1654 D4 Technical Status Paper Biomass Co-FiringDocument15 pages09-1654 D4 Technical Status Paper Biomass Co-FiringAnonymous knICaxNo ratings yet
- Carbon Dioxide Adsorption Studies On Modified MontmorilloniteDocument10 pagesCarbon Dioxide Adsorption Studies On Modified MontmorilloniteJulian De BedoutNo ratings yet
- Carbon Product Infused Concrete CharacterizationDocument1 pageCarbon Product Infused Concrete CharacterizationJeffrey HeoNo ratings yet
- Materials Today: Proceedings: K.V.S. Gopala Krishna Sastry, P. Sahitya, A. RavithejaDocument9 pagesMaterials Today: Proceedings: K.V.S. Gopala Krishna Sastry, P. Sahitya, A. Ravithejafs friedaNo ratings yet
- Effect of Spinel Addition On Properties of Mag-Carbon BricsDocument51 pagesEffect of Spinel Addition On Properties of Mag-Carbon BricsSandip KumarNo ratings yet
- Tociej 10 782Document12 pagesTociej 10 782Jimianta S.S.TNo ratings yet
- Velappan S. Silicon Carbide 0.5-3 WTDocument4 pagesVelappan S. Silicon Carbide 0.5-3 WTFrancisco Javier Vázquez RodríguezNo ratings yet
- 2020 - MgO-ZrO2 Refractory Ceramics Based On Recycled Magnesia-Carbon BricksDocument12 pages2020 - MgO-ZrO2 Refractory Ceramics Based On Recycled Magnesia-Carbon BricksKhaled BOUALINo ratings yet
- Zhang 2020Document10 pagesZhang 2020Karen Estefany Acosta GuzmánNo ratings yet
- Ion Exchange JournalDocument6 pagesIon Exchange JournalAlfiansyah DarmawanNo ratings yet
- World Energy Council 2013 World Energy Resources: Uranium and NuclearDocument34 pagesWorld Energy Council 2013 World Energy Resources: Uranium and NuclearAlfiansyah DarmawanNo ratings yet
- Ion-Exchange Properties of Glutamic Acid-Bonded SilicaDocument10 pagesIon-Exchange Properties of Glutamic Acid-Bonded SilicaAlfiansyah DarmawanNo ratings yet
- HidrometalurgiDocument47 pagesHidrometalurgiAlfiansyah DarmawanNo ratings yet
- Ion ExchangeDocument8 pagesIon ExchangeAlfiansyah DarmawanNo ratings yet
- Vernon1979 PDFDocument11 pagesVernon1979 PDFAlfiansyah DarmawanNo ratings yet
- 10 1016@j Cemconcomp 2018 12 013 PDFDocument20 pages10 1016@j Cemconcomp 2018 12 013 PDFAlfiansyah DarmawanNo ratings yet
- Silver Nitrate Msds AgNo3 MSDS PDFDocument6 pagesSilver Nitrate Msds AgNo3 MSDS PDFLutfi InayahNo ratings yet
- Influences of Temperature On Ion Exchange PropertiesDocument8 pagesInfluences of Temperature On Ion Exchange PropertiesAlfiansyah DarmawanNo ratings yet
- Evolution of Martensitic Microstructure of Carbon SteelDocument6 pagesEvolution of Martensitic Microstructure of Carbon SteelAlfiansyah DarmawanNo ratings yet
- Metallurgical FurnacesDocument46 pagesMetallurgical FurnacesDavid Ballena GuerreroNo ratings yet
- Materials Science and Engineering ADocument7 pagesMaterials Science and Engineering AAlfiansyah DarmawanNo ratings yet
- Influences of Temperature On Ion ExchangeDocument27 pagesInfluences of Temperature On Ion ExchangeAlfiansyah DarmawanNo ratings yet
- Fractography: The Way Things Fracture: S.K. BhaumikDocument46 pagesFractography: The Way Things Fracture: S.K. BhaumikAlfiansyah DarmawanNo ratings yet
- Ceramics International: Tianbin Zhu, Yawei Li, Shaobai Sang, Zhipeng XieDocument7 pagesCeramics International: Tianbin Zhu, Yawei Li, Shaobai Sang, Zhipeng XieAlfiansyah DarmawanNo ratings yet
- Jurnal 3Document9 pagesJurnal 3Dennis Tri NugrahaNo ratings yet
- Materials Chemistry and Physics: Welding Heat Input Effect On The Hydrogen Permeation in The X80 Steel Welded JointsDocument7 pagesMaterials Chemistry and Physics: Welding Heat Input Effect On The Hydrogen Permeation in The X80 Steel Welded JointsAlfiansyah DarmawanNo ratings yet
- Msa 2013053009001152Document10 pagesMsa 2013053009001152Alfiansyah DarmawanNo ratings yet
- Materials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Cai-Ru GaoDocument8 pagesMaterials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Cai-Ru GaoAlfiansyah DarmawanNo ratings yet
- International Journal of Pressure Vessels and Piping: D. Akbari, I. Sattari-FarDocument8 pagesInternational Journal of Pressure Vessels and Piping: D. Akbari, I. Sattari-FarAlfiansyah DarmawanNo ratings yet
- Materials Chemistry and Physics: Welding Heat Input Effect On The Hydrogen Permeation in The X80 Steel Welded JointsDocument7 pagesMaterials Chemistry and Physics: Welding Heat Input Effect On The Hydrogen Permeation in The X80 Steel Welded JointsAlfiansyah DarmawanNo ratings yet
- Effect of Laser Welding Parameters On The Heat Input and Weld-Bead ProfileDocument8 pagesEffect of Laser Welding Parameters On The Heat Input and Weld-Bead ProfileAlfiansyah DarmawanNo ratings yet
- Kumar2011 PDFDocument7 pagesKumar2011 PDFAlfiansyah DarmawanNo ratings yet
- Effect of Laser Welding Parameters On The Heat Input and Weld-Bead ProfileDocument8 pagesEffect of Laser Welding Parameters On The Heat Input and Weld-Bead ProfileAlfiansyah DarmawanNo ratings yet
- International Journal of Pressure Vessels and Piping: D. Akbari, I. Sattari-FarDocument8 pagesInternational Journal of Pressure Vessels and Piping: D. Akbari, I. Sattari-FarAlfiansyah DarmawanNo ratings yet
- Hot Modulus of RuptureDocument2 pagesHot Modulus of RuptureAlfiansyah DarmawanNo ratings yet
- 05 Broschuere ICD B2 NEU PDFDocument7 pages05 Broschuere ICD B2 NEU PDFAlfiansyah DarmawanNo ratings yet
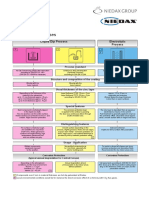
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocument3 pagesGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaNo ratings yet
- TDS Aquazinga en v4Document4 pagesTDS Aquazinga en v4mahmoud tahaNo ratings yet
- Interline 967+ds+eng PDFDocument4 pagesInterline 967+ds+eng PDFMohamed NouzerNo ratings yet
- Maxseal Flex EngDocument4 pagesMaxseal Flex EngMohit Rakesh GuptajiNo ratings yet
- TDS Nitobond SBR IDDocument4 pagesTDS Nitobond SBR IDIyus SopandiNo ratings yet
- Titanium Alloys For Dental Implants: A Review: John W. NicholsonDocument17 pagesTitanium Alloys For Dental Implants: A Review: John W. NicholsonMariska JuanitaNo ratings yet
- Lida Tubular AnodesDocument2 pagesLida Tubular AnodesMarioNo ratings yet
- Department of Computer Science and Engineering: Page - 1Document69 pagesDepartment of Computer Science and Engineering: Page - 1sasidhar reddy kothapalliNo ratings yet
- Crude Distillation Overhead System": Corrosion and ControlDocument6 pagesCrude Distillation Overhead System": Corrosion and ControlMastram HatheshNo ratings yet
- Pyramid Truss Cover Estimate and BOQDocument6 pagesPyramid Truss Cover Estimate and BOQAmok BajracharyaNo ratings yet
- PTR HARTMANN Testing Technology CatalogueDocument244 pagesPTR HARTMANN Testing Technology CatalogueRangit RayNo ratings yet
- GA Head Grease PDFDocument1 pageGA Head Grease PDFLaughlikesiao HeheNo ratings yet
- 6710-001 Rev 1 - April 2010Document25 pages6710-001 Rev 1 - April 2010Tarik SerbesNo ratings yet
- Corrosion PDFDocument46 pagesCorrosion PDFNixon RamsaranNo ratings yet
- Stainless Steel Grade Composition ChartDocument8 pagesStainless Steel Grade Composition ChartZaveri SagarNo ratings yet
- ETP Corrossion Rate CalculationDocument2 pagesETP Corrossion Rate Calculationdhavalesh1No ratings yet
- Wibe Cable Support Systems Product Catalogue 2011Document133 pagesWibe Cable Support Systems Product Catalogue 2011Mindaugas PepperNo ratings yet
- Titanium Wire ManufacturersDocument6 pagesTitanium Wire ManufacturersariesalloysNo ratings yet
- Chemistry: Higher Tier Paper 2Document32 pagesChemistry: Higher Tier Paper 2Mohamad HabbalNo ratings yet
- Materials Selection: Lecturer: Muhammad SulaimanDocument15 pagesMaterials Selection: Lecturer: Muhammad SulaimanHussain AliNo ratings yet
- 05 Conservation GuidelinesDocument6 pages05 Conservation GuidelinesRIAN NOFENDRINo ratings yet
- A Guide To Sustaining The Performance of Pressure and Temperature Control SystemsDocument40 pagesA Guide To Sustaining The Performance of Pressure and Temperature Control SystemsFLOW VALVE AUTOMATIONNo ratings yet
- Mıl PRF 32550 Standart - AstarDocument18 pagesMıl PRF 32550 Standart - AstarCEMRE YAŞLINo ratings yet
- Stress Analysis of Piping Systems and Pipelines - Harvard - UniversityDocument542 pagesStress Analysis of Piping Systems and Pipelines - Harvard - Universitykaruna346100% (11)
- 80-134 Issue 4 Non Slip Deck CoatingsDocument22 pages80-134 Issue 4 Non Slip Deck CoatingsHattar M100% (1)
- Engineering MaterialsDocument206 pagesEngineering MaterialsLeo HagosNo ratings yet
- Raphite: by Rustu S. KalyoncuDocument11 pagesRaphite: by Rustu S. KalyoncudimasNo ratings yet
- Jotun Malathon TDSDocument5 pagesJotun Malathon TDSBiju_PottayilNo ratings yet
- Datasheet 77 Stone Chip 27072009Document2 pagesDatasheet 77 Stone Chip 27072009Jase22No ratings yet
- Ways & Rails For Slipways For Dry Docking Ships: Keith MackieDocument20 pagesWays & Rails For Slipways For Dry Docking Ships: Keith Mackieattiori fabriceNo ratings yet