You might also like
- Manual Tecnico de Instalacion 2018Document55 pagesManual Tecnico de Instalacion 2018Ricardo PerazaNo ratings yet
- Mantenimiento y manejo de invernaderos. AGAH0108From EverandMantenimiento y manejo de invernaderos. AGAH0108Rating: 1.5 out of 5 stars1.5/5 (2)
- Proyecto Construcción de Galpón para Gallinas PonedorasDocument19 pagesProyecto Construcción de Galpón para Gallinas PonedorasOmar de jesus Aquino90% (63)
- Problemas en SXDocument19 pagesProblemas en SXn.n100% (1)
- Mantenimiento y seguridad de maquinaria y equipos de tratamientos finales de conservación. INAV0109From EverandMantenimiento y seguridad de maquinaria y equipos de tratamientos finales de conservación. INAV0109No ratings yet
- Implementacion Ing Salas LimpiasDocument28 pagesImplementacion Ing Salas LimpiasAlfredo Malpartida Vega100% (1)
- 7, 8 y 9 INYECTABLESDocument16 pages7, 8 y 9 INYECTABLESXiomara JorgaNo ratings yet
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209From EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209No ratings yet
- Proceso de esterilización odontológicaDocument8 pagesProceso de esterilización odontológicaAna ValenciaNo ratings yet
- Planta Tratamiento Agua Potable CurumuyDocument15 pagesPlanta Tratamiento Agua Potable CurumuyRonald Cárdenas MerinoNo ratings yet
- 11 Memoria LImpieza de FachadaDocument11 pages11 Memoria LImpieza de FachadacesarNo ratings yet
- Riego Por GoteoDocument78 pagesRiego Por GoteoCésar Armas100% (1)
- Copia de Copia de Relacion Equipos y Herramientas Sministros Tibu - 2018-Con Nuevo Equipo Del 2 de Abril de 2019Document103 pagesCopia de Copia de Relacion Equipos y Herramientas Sministros Tibu - 2018-Con Nuevo Equipo Del 2 de Abril de 2019luis carlos jaraNo ratings yet
- Sistema HACCP en alimentos instantáneos cerealesDocument92 pagesSistema HACCP en alimentos instantáneos cerealesHans100% (2)
- Guia para Cementacion PrimariaDocument15 pagesGuia para Cementacion PrimariaEder GnzNo ratings yet
- Ejecución de bordes de confinamiento y adoquinados. EOCB0209From EverandEjecución de bordes de confinamiento y adoquinados. EOCB0209No ratings yet
- Configuración y etapas del ciclo de filtrado en filtros prensaDocument12 pagesConfiguración y etapas del ciclo de filtrado en filtros prensaPedro De La FuenteNo ratings yet
- Cielo Falso PVCDocument4 pagesCielo Falso PVCLeslyKaritoNo ratings yet
- Preparación de soportes para revestir. EOCB0109From EverandPreparación de soportes para revestir. EOCB0109No ratings yet
- Tratamiento de AguasDocument8 pagesTratamiento de AguasAlexander VargasNo ratings yet
- Caso VentilaciónDocument9 pagesCaso VentilaciónCecilia De los SantosNo ratings yet
- Hvac 718 Cedi Monteria Procol Et 01 r3Document38 pagesHvac 718 Cedi Monteria Procol Et 01 r3angelo gazabonNo ratings yet
- Visita Finca Ual - AnecoopDocument13 pagesVisita Finca Ual - AnecoopGinés Carmona MartínezNo ratings yet
- Memorial Descriptivo, de Calculo y Operacional - 01 CJ Lavador de Gases Sol 25801 OrganitecDocument20 pagesMemorial Descriptivo, de Calculo y Operacional - 01 CJ Lavador de Gases Sol 25801 OrganitecErwin GautoNo ratings yet
- Implementación de Las BPM en El Proceso de MacaDocument36 pagesImplementación de Las BPM en El Proceso de MacaDionicio Carrasco CastrejonNo ratings yet
- TP Nº3 Rellenos de Seguridad Tratamiento 2 Mamani Ariel 44402112Document9 pagesTP Nº3 Rellenos de Seguridad Tratamiento 2 Mamani Ariel 44402112Maricel MatorrasNo ratings yet
- 588013-2501 Pautas para La Produccion Higienica de AlimentosDocument17 pages588013-2501 Pautas para La Produccion Higienica de AlimentosJavier PachaNo ratings yet
- Planta PilotoDocument5 pagesPlanta PilotoAnonymous kohcW5WnUNo ratings yet
- Tema 2. Equipo Básico y Maquinaria Del Área de PinturaDocument79 pagesTema 2. Equipo Básico y Maquinaria Del Área de PinturaJordy MaldonadoNo ratings yet
- Trabajos in Verna DerosDocument20 pagesTrabajos in Verna DerosJair Leonardo Lecona BarrancoNo ratings yet
- Memoria Tecnica Sistema MSP 90 PDFDocument8 pagesMemoria Tecnica Sistema MSP 90 PDFlemm1705No ratings yet
- Elección de mantos asfálticos para impermeabilizaciónDocument55 pagesElección de mantos asfálticos para impermeabilizaciónCarlos VergaraNo ratings yet
- Relleno Sanitario Los Laureles MéxicoDocument8 pagesRelleno Sanitario Los Laureles MéxicoCharlesNo ratings yet
- Obras accesorias alcantarilladoDocument23 pagesObras accesorias alcantarilladoManuel RodriguezNo ratings yet
- Procesos de Manifactura de Manguera Con Plastico RecicladoDocument7 pagesProcesos de Manifactura de Manguera Con Plastico RecicladoOscar Ivan AyalaNo ratings yet
- TDR Tacna Upss CQDocument34 pagesTDR Tacna Upss CQjavierNo ratings yet
- Recuperacion y Purificacion.1Document45 pagesRecuperacion y Purificacion.1Emily Yanitza Lima GonzalesNo ratings yet
- Manual de Operación y MantenimientoDocument8 pagesManual de Operación y MantenimientoJoseJuanMoranteNo ratings yet
- Fase 5 Presentar Proyecto de Diseño de Una Planta Industrial Grupo 124Document26 pagesFase 5 Presentar Proyecto de Diseño de Una Planta Industrial Grupo 124Johan RodriguezNo ratings yet
- Eett Galpon - Grupo4Document7 pagesEett Galpon - Grupo4Rodrigo Araya ReyesNo ratings yet
- Requerimiento de ServiciosDocument3 pagesRequerimiento de ServiciosBryan Enrique Quispe MaqueNo ratings yet
- Áreas Mínimas para Una Planta LacteaDocument7 pagesÁreas Mínimas para Una Planta Lacteapamela100% (3)
- Normas San It Arias para Establecimiento de Productos Lacteos y Sus DerivadosDocument10 pagesNormas San It Arias para Establecimiento de Productos Lacteos y Sus DerivadosJosé Alfredo Hurtado UrbinaNo ratings yet
- Concreto Antibacteriano G-6 InformeDocument18 pagesConcreto Antibacteriano G-6 InformeJean Carlos Meza PalominoNo ratings yet
- Tema 3. Instalación Radiofarmacia PET. MMCDocument13 pagesTema 3. Instalación Radiofarmacia PET. MMCRafael Borras FelixNo ratings yet
- Pliego de Condiciones Del Sistema F+P para La Construcción de Jardines VerticalesDocument6 pagesPliego de Condiciones Del Sistema F+P para La Construcción de Jardines VerticalesPaisajismo Urbano100% (1)
- Seminario 7 Diseño de Plantas Santibañez SolisDocument14 pagesSeminario 7 Diseño de Plantas Santibañez SolisDany Condori CrispinNo ratings yet
- Manual Ptall DistriambienteDocument26 pagesManual Ptall DistriambienteWendy MogollonNo ratings yet
- PHS Conserva de FrutaDocument45 pagesPHS Conserva de FrutaMelisSa JAne100% (2)
- BPM Proyecto Elaboracion de PanDocument18 pagesBPM Proyecto Elaboracion de PanPaatty 'MorenoNo ratings yet
- Práctica de Laboratorio 3Document20 pagesPráctica de Laboratorio 3Leandro Quichca MedinaNo ratings yet
- 11 - Proceso IndustrialDocument8 pages11 - Proceso IndustrialmauricioNo ratings yet
- Intrumentos Quimica 2Document26 pagesIntrumentos Quimica 2Cristina A-pNo ratings yet
- 2da Parte Del Proyecto CocaDocument28 pages2da Parte Del Proyecto Cocavictor constancio encinas floresNo ratings yet
- Especificaciones Técnicas Fresas 08-04Document20 pagesEspecificaciones Técnicas Fresas 08-04Meikoll Morel Boza KadagandNo ratings yet
- Norma de Buenas Prácticas de Fabricación de Productos VeterinariosDocument21 pagesNorma de Buenas Prácticas de Fabricación de Productos VeterinariosmenescardilNo ratings yet
- Montaje cámaras frigoríficasDocument7 pagesMontaje cámaras frigoríficasEncargada CalidadNo ratings yet
- Producción de jeringas hipodérmicasDocument9 pagesProducción de jeringas hipodérmicasMauricio Manrique Maldonado100% (3)
- Taller Nº1 - Conceptos Básicos Higiénico Sanitarios PA2 II 2019Document26 pagesTaller Nº1 - Conceptos Básicos Higiénico Sanitarios PA2 II 2019Eyisela Elisabeth Pinchao CalderónNo ratings yet
- SEDILESy CEFESDocument67 pagesSEDILESy CEFESClaudia Rojas VillalobosNo ratings yet
- Cinta Transportadora de Secado Serie DWDocument4 pagesCinta Transportadora de Secado Serie DWTANIA MAYERLING CORREA RAMOSNo ratings yet
- Descripción del producto, uso y diagrama de proceso para embutidosDocument68 pagesDescripción del producto, uso y diagrama de proceso para embutidosVictor ManuelNo ratings yet
- Filtros de presión y vacío para minerales: tipos, funcionamiento y aplicacionesDocument12 pagesFiltros de presión y vacío para minerales: tipos, funcionamiento y aplicacionesRodrigo DavidNo ratings yet
- Ficha Tecnica N°3 Tratamiento de Residuos SolidosDocument11 pagesFicha Tecnica N°3 Tratamiento de Residuos SolidosTracy CatacoraNo ratings yet
- Procedimiento de Trabajo para Instalaciones de CeramicosDocument6 pagesProcedimiento de Trabajo para Instalaciones de CeramicosGavi EdithNo ratings yet
- Requerimientos de Utiles 04-06-19Document3 pagesRequerimientos de Utiles 04-06-19Kehi MeybiNo ratings yet
- Claves Farmacoterapia I ParcialDocument5 pagesClaves Farmacoterapia I ParcialKehi MeybiNo ratings yet
- Guia - Farmacoterapia 2015Document54 pagesGuia - Farmacoterapia 2015Kehi MeybiNo ratings yet
- Informe Semana 3Document6 pagesInforme Semana 3Kehi MeybiNo ratings yet
- Triptico NutricionDocument2 pagesTriptico NutricionKehi Meybi100% (1)
- Indforme 4 Semana4Document40 pagesIndforme 4 Semana4Kehi MeybiNo ratings yet
- Formato de Charlas AñoDocument3 pagesFormato de Charlas AñoKehi MeybiNo ratings yet
- HOSPIDocument6 pagesHOSPIKehi MeybiNo ratings yet
- Requerimientos de Utiles 04-06-19Document3 pagesRequerimientos de Utiles 04-06-19Kehi MeybiNo ratings yet
- Formato de Charlas Año FarmacovigianciaDocument3 pagesFormato de Charlas Año FarmacovigianciaKehi MeybiNo ratings yet
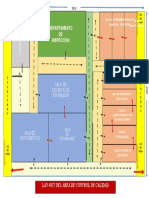
- Layout 21Document1 pageLayout 21Kehi MeybiNo ratings yet
- HOSPIDocument6 pagesHOSPIKehi MeybiNo ratings yet
- Buenas Practicas de AlmacenamientoDocument4 pagesBuenas Practicas de AlmacenamientoKehi MeybiNo ratings yet
- Lay OutDocument1 pageLay OutKehi MeybiNo ratings yet
- Informe de Farmacia Hospitalaria IiDocument6 pagesInforme de Farmacia Hospitalaria IiKehi MeybiNo ratings yet
- Informe de Farmacia Hospitalaria IiDocument6 pagesInforme de Farmacia Hospitalaria IiKehi MeybiNo ratings yet
- Informe de Farmacia Hospitalaria IiDocument6 pagesInforme de Farmacia Hospitalaria IiKehi MeybiNo ratings yet
- Buenas Practicas de AlmacenamientoDocument4 pagesBuenas Practicas de AlmacenamientoKehi MeybiNo ratings yet
- Monografico de Hospitalaria 1Document37 pagesMonografico de Hospitalaria 1Kehi MeybiNo ratings yet
- HOSPIDocument6 pagesHOSPIKehi MeybiNo ratings yet
- Neuropsicologia: AyacuchoDocument18 pagesNeuropsicologia: AyacuchoKehi MeybiNo ratings yet
- Informe Semana 2-Teoría: TítuloDocument18 pagesInforme Semana 2-Teoría: TítuloKehi MeybiNo ratings yet
- Hospitalaria 1Document54 pagesHospitalaria 1Kehi MeybiNo ratings yet
- MACI AmigableDocument9 pagesMACI AmigableCecilia SotoNo ratings yet
- MACI AmigableDocument9 pagesMACI AmigableCecilia SotoNo ratings yet
- Buenas Practicas de AlmacenamientoDocument4 pagesBuenas Practicas de AlmacenamientoKehi MeybiNo ratings yet
- MACI AdolescentesDocument41 pagesMACI AdolescentesKehi MeybiNo ratings yet
- MACI AdolescentesDocument41 pagesMACI AdolescentesKehi MeybiNo ratings yet
- Informe 12-GestionDocument5 pagesInforme 12-GestionKehi MeybiNo ratings yet
- Informe Practica #2Document3 pagesInforme Practica #2Kehi MeybiNo ratings yet
- FiltraciónDocument14 pagesFiltraciónGabrielNo ratings yet
- Presa de RetencionDocument6 pagesPresa de Retencion_Roberto_Joaquin_No ratings yet
- Manual Spa Exterior SpatecDocument50 pagesManual Spa Exterior SpatecJuan camilo Morales zapataNo ratings yet
- Manual Filtro Merus PDFDocument6 pagesManual Filtro Merus PDFGuzs SambranoNo ratings yet
- Juan Sebastián Otálora Vargas UD18229SCH26062: Atlantic International University Honolulu, Hawai WINTER 2012Document42 pagesJuan Sebastián Otálora Vargas UD18229SCH26062: Atlantic International University Honolulu, Hawai WINTER 2012gabrielaNo ratings yet
- Transformación A Un Filtro Pulse JetDocument9 pagesTransformación A Un Filtro Pulse JetMaria T YateNo ratings yet
- Operaciones Unitarias. FiltracionDocument2 pagesOperaciones Unitarias. FiltracionKAREN NATHALIE ROBLES LOPEZNo ratings yet
- Agua en TunelesDocument37 pagesAgua en TunelespbldzcmsNo ratings yet
- Planilla Construcción PiscinasDocument7 pagesPlanilla Construcción PiscinasDaniel Angel Vera SantanaNo ratings yet
- Silice InformeDocument6 pagesSilice InformeMaryoriNo ratings yet
- PLANTA AGUA AZULDocument19 pagesPLANTA AGUA AZULSaly Villa ValverdeNo ratings yet
- Filtro de Hojas - GSMADocument12 pagesFiltro de Hojas - GSMAGonzález Salgado María de los ÁngelesNo ratings yet
- Sexamen Susti Aguas 22-I - ADocument4 pagesSexamen Susti Aguas 22-I - AFIORELLA YESSENIA ATENCIA MARTINEZNo ratings yet
- Filtracion Piscinas AstralpoolDocument42 pagesFiltracion Piscinas AstralpoolPiscinaspuntocomNo ratings yet
- Informe 3 Determinación de Sólidos en Muestras de AguaDocument8 pagesInforme 3 Determinación de Sólidos en Muestras de AguaFranklin M RodriguezNo ratings yet
- Una Nueva Metodología para El Análisis Palinológico de Muestras Coprológicas en Vertebrados PolinizadoresDocument6 pagesUna Nueva Metodología para El Análisis Palinológico de Muestras Coprológicas en Vertebrados PolinizadoresJulian DavidNo ratings yet
- Dique de TierraDocument17 pagesDique de TierraMichael CubasNo ratings yet
- Manual de PtapDocument15 pagesManual de PtapJosué Jhonatan Porras Becerra100% (1)
- F RSRP 2000 PDFDocument13 pagesF RSRP 2000 PDFIsa CatNo ratings yet
- Fluidos de PerforacionDocument9 pagesFluidos de PerforacionCarlitox CalderonNo ratings yet
- Ceta Water Instructivo para Filtro CHM-630-16-CGR-PP-CS 6-Octubre-2017Document12 pagesCeta Water Instructivo para Filtro CHM-630-16-CGR-PP-CS 6-Octubre-2017Carlos Zep'edaNo ratings yet
- 5.2 Filtrado LanzallamasDocument10 pages5.2 Filtrado LanzallamasDaniel Eduardo Quiñonez RodriguezNo ratings yet
- GeotubosDocument12 pagesGeotubosAlexandros PaleologosNo ratings yet