You might also like
- LPCB Approval 3Document1 pageLPCB Approval 3Melisa MackNo ratings yet
- LPCB Approval 4Document1 pageLPCB Approval 4Melisa MackNo ratings yet
- LPCB Approval 1Document1 pageLPCB Approval 1Melisa MackNo ratings yet
- LPCB Approval 5Document1 pageLPCB Approval 5Melisa MackNo ratings yet
- Specification For Fire Pump - Part 10Document5 pagesSpecification For Fire Pump - Part 10Melisa MackNo ratings yet
- Specification For Fire Pump - Part 9Document5 pagesSpecification For Fire Pump - Part 9Melisa MackNo ratings yet
- LPCB Approval 1Document1 pageLPCB Approval 1Melisa MackNo ratings yet
- Specification For Fire Pump - Part 3Document5 pagesSpecification For Fire Pump - Part 3Melisa MackNo ratings yet
- Velocity Head and Gauge ElevationDocument1 pageVelocity Head and Gauge ElevationMelisa MackNo ratings yet
- Specification For Fire Pump - Part 7Document5 pagesSpecification For Fire Pump - Part 7Melisa MackNo ratings yet
- Specification For Fire Pump - Part 6Document5 pagesSpecification For Fire Pump - Part 6Melisa MackNo ratings yet
- Specification For Fire Pump - Part 6Document5 pagesSpecification For Fire Pump - Part 6Melisa MackNo ratings yet
- Specification For Fire Pump - Part 8Document6 pagesSpecification For Fire Pump - Part 8Melisa MackNo ratings yet
- Specification For Fire Pump - Part 4Document5 pagesSpecification For Fire Pump - Part 4Melisa MackNo ratings yet
- Specification For Fire Pump - Part 5Document5 pagesSpecification For Fire Pump - Part 5Melisa MackNo ratings yet
- Specification For Fire Pump - Part 1Document5 pagesSpecification For Fire Pump - Part 1Melisa MackNo ratings yet
- Specification For Fire Pump - Part 2Document5 pagesSpecification For Fire Pump - Part 2Melisa MackNo ratings yet
- Velocity Head and Gauge ElevationDocument1 pageVelocity Head and Gauge ElevationMelisa MackNo ratings yet
- IDT01213700000000000isro05401 1Document1 pageIDT01213700000000000isro05401 1Melisa MackNo ratings yet
- What Is Power FactorDocument1 pageWhat Is Power FactorMelisa MackNo ratings yet
- Velocity Head and Gauge ElevationDocument1 pageVelocity Head and Gauge ElevationMelisa MackNo ratings yet
- Velocity Head and Gauge ElevationDocument1 pageVelocity Head and Gauge ElevationMelisa MackNo ratings yet
- Velocity Head and Gauge ElevationDocument1 pageVelocity Head and Gauge ElevationMelisa MackNo ratings yet
- What Is Power FactorDocument1 pageWhat Is Power FactorMelisa MackNo ratings yet
- What Is Power FactorDocument1 pageWhat Is Power FactorMelisa MackNo ratings yet
- What Is Power FactorDocument1 pageWhat Is Power FactorMelisa MackNo ratings yet
- What Is Power FactorDocument1 pageWhat Is Power FactorMelisa MackNo ratings yet
- What Is Power FactorDocument1 pageWhat Is Power FactorMelisa MackNo ratings yet
- What Is Power FactorDocument1 pageWhat Is Power FactorMelisa MackNo ratings yet
- What Is Power FactorDocument1 pageWhat Is Power FactorMelisa MackNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 571775-571180 Towing Winch .: Harbour Acceptance TestsDocument8 pages571775-571180 Towing Winch .: Harbour Acceptance Testsphankhoa83-1No ratings yet
- Kenmore 385.15202 Sewing Machine Instruction ManualDocument65 pagesKenmore 385.15202 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- DecouplerDocument1 pageDecouplersyedahmedsabir100% (2)
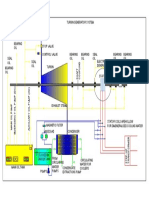
- Turbin N Generator SystemDocument1 pageTurbin N Generator Systemtetsu kurokoNo ratings yet
- SDE User Manual - V1.01Document242 pagesSDE User Manual - V1.01FehmiturkNo ratings yet
- Thermo Mock SolutionsDocument14 pagesThermo Mock Solutionsmanjeet gajbhiyeNo ratings yet
- S12A2-PTA: Specifcation SheetDocument3 pagesS12A2-PTA: Specifcation Sheetjabed habib100% (1)
- Puncture ValveDocument2 pagesPuncture ValveSanjeev SainiNo ratings yet
- Hilti Te35Document6 pagesHilti Te35Marius BalicaNo ratings yet
- Turbine Tip - Functional TestingDocument4 pagesTurbine Tip - Functional TestingRakesh GSNo ratings yet
- Jf405e (Picanto - Atoz)Document4 pagesJf405e (Picanto - Atoz)gtran77% (13)
- TRANE - MCX - SESC PlinioDocument67 pagesTRANE - MCX - SESC PlinioMuriloNo ratings yet
- Rig Accept Check ListDocument7 pagesRig Accept Check ListTantawy HeshamNo ratings yet
- Finals Machines Ot 2 Lab PDFDocument18 pagesFinals Machines Ot 2 Lab PDFWenzy BorromeoNo ratings yet
- Unvented Calorifiers Installation & Commissioning GuideDocument10 pagesUnvented Calorifiers Installation & Commissioning GuidePaul KwongNo ratings yet
- A319/A320/A321 Technical Training Manual General Familiarization Course 29 Hydraulic PowerDocument38 pagesA319/A320/A321 Technical Training Manual General Familiarization Course 29 Hydraulic PowerAnas AbandehNo ratings yet
- Turbo: London Places Power Turbine OrderDocument0 pagesTurbo: London Places Power Turbine OrderÜmit GüneşNo ratings yet
- Basic Electricity TleDocument23 pagesBasic Electricity TleCristian Gallanosa HastaNo ratings yet
- Diesel Progress June 2012Document21 pagesDiesel Progress June 2012Mauricio RamirezNo ratings yet
- Bearing DesignationsDocument5 pagesBearing Designationsedwinsazzz100% (5)
- AUX-Service Manual of Multi SplitDocument60 pagesAUX-Service Manual of Multi Splitrock_music75% (4)
- FILE 20211011 150247 SSP 962103 Quattro The Evolution of Audi AWDDocument50 pagesFILE 20211011 150247 SSP 962103 Quattro The Evolution of Audi AWDDũng TiếnNo ratings yet
- Lec 21: Isentropic Efficiencies, Air: Standard Cycle, Carnot Cycle, Otto CycleDocument45 pagesLec 21: Isentropic Efficiencies, Air: Standard Cycle, Carnot Cycle, Otto CycleAshok PradhanNo ratings yet
- Hydraulic Floor Crane 360 DegreeDocument12 pagesHydraulic Floor Crane 360 DegreePawan mehtaNo ratings yet
- The AceDocument9 pagesThe Aceeugen66No ratings yet
- Ef Report GRP 4Document23 pagesEf Report GRP 4Wakwkaka JssjaaNo ratings yet
- Excitation System of Alternator IJERTV2IS2515Document6 pagesExcitation System of Alternator IJERTV2IS2515MangeshRudrawar100% (1)
- Clock Gear Train CalculatorDocument2 pagesClock Gear Train CalculatorDaksh Dhingra0% (1)
- Suzuki Address z125 Parts ManualDocument91 pagesSuzuki Address z125 Parts ManualPoe TamNo ratings yet