You might also like
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsFrom EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNo ratings yet
- Bitcool Oil PDFDocument6 pagesBitcool Oil PDFMahdiNo ratings yet
- Successful Design of Catalysts: Future Requirements and DevelopmentFrom EverandSuccessful Design of Catalysts: Future Requirements and DevelopmentNo ratings yet
- Ionic Liquids. J.D. Holbrey, K.R. Seddon PDFDocument14 pagesIonic Liquids. J.D. Holbrey, K.R. Seddon PDFMenelao ZubiriNo ratings yet
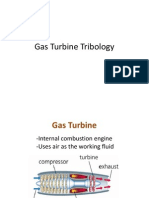
- Gas Turbine TribologyDocument19 pagesGas Turbine TribologyChukkur HaliNo ratings yet
- Chapters 1 (b2)Document11 pagesChapters 1 (b2)queenless21100% (2)
- Seminar PyrolysisDocument36 pagesSeminar PyrolysisAnkit PatilNo ratings yet
- Biodiesel ProductionDocument8 pagesBiodiesel ProductionHosam Hasan Abd ElhadyNo ratings yet
- Add Chem 2003 FWG - 2003Document46 pagesAdd Chem 2003 FWG - 2003Mely LeivaNo ratings yet
- Crystallinity in PolymersDocument19 pagesCrystallinity in PolymersletrungtinhNo ratings yet
- Optimization of Switched Reluctance Motors For Hybrid Electric VehiclesDocument6 pagesOptimization of Switched Reluctance Motors For Hybrid Electric VehiclesgeerhardusvosNo ratings yet
- Lect 16 - 17 - Mechanism of Energy TransportDocument9 pagesLect 16 - 17 - Mechanism of Energy TransportSatyajit SamalNo ratings yet
- 02 - 21 - 2018 - ChE Plant Design - Synthetic Zeolite From Coal Fly Ash (CFA)Document130 pages02 - 21 - 2018 - ChE Plant Design - Synthetic Zeolite From Coal Fly Ash (CFA)Juhlian V. SantosNo ratings yet
- Polymer Finals (LECTURE)Document67 pagesPolymer Finals (LECTURE)Neil BrionesNo ratings yet
- Full TextDocument90 pagesFull TextedmealemNo ratings yet
- Graphene Polymer Composites: Art of Review On Fabrication Method, Properties, and Future PerspectivesDocument13 pagesGraphene Polymer Composites: Art of Review On Fabrication Method, Properties, and Future PerspectivesLeiceNo ratings yet
- Towards Green Lubrication in Machining Willey Liew Yun HsienDocument53 pagesTowards Green Lubrication in Machining Willey Liew Yun HsienJako MishyNo ratings yet
- Preparation of Polyurethane PerpolymerDocument7 pagesPreparation of Polyurethane PerpolymertareeenNo ratings yet
- Future Development of CatalysisDocument6 pagesFuture Development of CatalysisjorgchanNo ratings yet
- Tyre PyrolysisDocument6 pagesTyre PyrolysisHande CambazNo ratings yet
- Hybrid Metal FoamsDocument11 pagesHybrid Metal FoamsSEP-PublisherNo ratings yet
- Polymer Electrolyte Membrane (Pem) Fuel CellDocument16 pagesPolymer Electrolyte Membrane (Pem) Fuel CellEldhose ShajuNo ratings yet
- School of Mechanical and Manufacturing Engineering Assignment SubmissionDocument8 pagesSchool of Mechanical and Manufacturing Engineering Assignment SubmissionShivam GoelNo ratings yet
- Mass Transfer & Diffusion HariDocument36 pagesMass Transfer & Diffusion HariHARIRAM MISHRANo ratings yet
- Lecture 1 Energy EngineeringDocument7 pagesLecture 1 Energy EngineeringCricket loversNo ratings yet
- 2013 Fuel Cell Technology Market ReportDocument72 pages2013 Fuel Cell Technology Market ReportIsaac RodriguezNo ratings yet
- Chemical Engineering in Maryland USA Resume Biniam MaruDocument3 pagesChemical Engineering in Maryland USA Resume Biniam MaruBiniamMaruNo ratings yet
- Green ChemistryDocument35 pagesGreen Chemistryalia nasirNo ratings yet
- Yizhak M. - DESDocument205 pagesYizhak M. - DESJaqen H'ghar100% (1)
- Assignment-2 (UCH850 - 101601010) PDFDocument7 pagesAssignment-2 (UCH850 - 101601010) PDFarpit thukralNo ratings yet
- BiomassDocument45 pagesBiomassarpitnepalia1032No ratings yet
- Fe (Fuel Eco) Technology in Locomotives: by P.Rekhambika 3 B.Tech Mechanical EngineeringDocument17 pagesFe (Fuel Eco) Technology in Locomotives: by P.Rekhambika 3 B.Tech Mechanical EngineeringRekha AmbikaNo ratings yet
- Chapter 1 Solubility Parameters - An IntroductionDocument26 pagesChapter 1 Solubility Parameters - An IntroductionDuygu İnceNo ratings yet
- Synthetic Polymers: Poly (Methyl Methacrylate)Document11 pagesSynthetic Polymers: Poly (Methyl Methacrylate)Nur Lia Ocha SorayaNo ratings yet
- Kinetics of Propylene Glycol HydrochlorinationDocument4 pagesKinetics of Propylene Glycol HydrochlorinationWidya Isti AriantiNo ratings yet
- Cubic Phase Particles in Drug DeliveryDocument4 pagesCubic Phase Particles in Drug DeliveryPhelia KosasihNo ratings yet
- Wave Function and ProbabilitiesDocument13 pagesWave Function and ProbabilitiesAbhishek VermaNo ratings yet
- Review Bipolar Plate PEMFCDocument17 pagesReview Bipolar Plate PEMFCDeni ShidqiNo ratings yet
- Lecture MSW and BMW ManagementDocument114 pagesLecture MSW and BMW ManagementAnand Lalwani100% (1)
- Catalyst To EthanolDocument26 pagesCatalyst To EthanolFatih FıratNo ratings yet
- Fuel BatteryDocument17 pagesFuel BatteryHarsha Vardhan SakalaNo ratings yet
- Covid-19 Monitoring and Detecting BandDocument5 pagesCovid-19 Monitoring and Detecting BandInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Hydrogen Economy PDFDocument15 pagesThe Hydrogen Economy PDFAbhinav GuptaNo ratings yet
- Seminar PresentationDocument36 pagesSeminar PresentationjagadisharmaNo ratings yet
- Used Oil Recy - Rate 2008 PDFDocument4 pagesUsed Oil Recy - Rate 2008 PDFkholoudmsamehNo ratings yet
- Basics of PLA - Bioplastics MAGAZINEDocument3 pagesBasics of PLA - Bioplastics MAGAZINEIsadora HenriquesNo ratings yet
- Role of Catalysis in Sustainable Development4thDocument59 pagesRole of Catalysis in Sustainable Development4thSwamiNo ratings yet
- Antifungal Activities and Chemical Charactrization of Neem LeafDocument3 pagesAntifungal Activities and Chemical Charactrization of Neem LeafJournal of Environment and Bio-SciencesNo ratings yet
- ThesisII PDFDocument108 pagesThesisII PDFMohmmed MahmoudNo ratings yet
- Chapters 5 & 6: Done byDocument32 pagesChapters 5 & 6: Done byIslam Mohamed SharafNo ratings yet
- ICP-OES ICP-MS and AAS Techniques ComparedDocument11 pagesICP-OES ICP-MS and AAS Techniques ComparedMuhammet Samet BülbülNo ratings yet
- 2014 Isocyanate and Phosgene Free Routes PDFDocument17 pages2014 Isocyanate and Phosgene Free Routes PDFPilar MayaNo ratings yet
- PLA PresentationDocument43 pagesPLA PresentationPooja DadlaniNo ratings yet
- Design ProjectDocument12 pagesDesign ProjectAditya PNo ratings yet
- A Study of Behavior of Emulsion ExplosivesDocument171 pagesA Study of Behavior of Emulsion ExplosivesThanh ThanhNo ratings yet
- Seminar ReportDocument17 pagesSeminar ReportVishnu RoyNo ratings yet
- 2006encit-Simulation and Optimization of Heat Exchangers Cleaning SchedulesDocument7 pages2006encit-Simulation and Optimization of Heat Exchangers Cleaning SchedulesMukesh BohraNo ratings yet
- Roadmap2-08 Next Generation Hydrocarbon Bio RefineriesDocument181 pagesRoadmap2-08 Next Generation Hydrocarbon Bio RefineriesQuanqiu GurenNo ratings yet
- Hydrogen Student Design Contest Residential Fueling With Hydrogen Design Report University of BridgeportDocument33 pagesHydrogen Student Design Contest Residential Fueling With Hydrogen Design Report University of BridgeportWerner Patric WengNo ratings yet
- Liebert PDX PCW Thermal Management System User ManualDocument184 pagesLiebert PDX PCW Thermal Management System User ManualJeffNo ratings yet
- 2019 - Uniflair Room Cooling BrochureDocument92 pages2019 - Uniflair Room Cooling BrochureJeff100% (2)
- Liebert DSE Outdoor Packaged Freecooling Solution - Dse400Document2 pagesLiebert DSE Outdoor Packaged Freecooling Solution - Dse400JeffNo ratings yet
- Glycol Make-Up PackageDocument8 pagesGlycol Make-Up PackageJeffNo ratings yet
- Stulz Cyberpack Iom Ona0144cDocument17 pagesStulz Cyberpack Iom Ona0144cJeffNo ratings yet
- RTHD-Installation, Opweation, and Maintenance PDFDocument100 pagesRTHD-Installation, Opweation, and Maintenance PDFJeff50% (2)
- Aquaflair™ Air-Cooled Chillers, Free-Cooling Chillers, and Heat Pumps - Uniflair™ TRAC, TRAF, TRAH PDFDocument92 pagesAquaflair™ Air-Cooled Chillers, Free-Cooling Chillers, and Heat Pumps - Uniflair™ TRAC, TRAF, TRAH PDFJeffNo ratings yet
- Fujitsu Liquid Immersion Cooling System SlideDocument8 pagesFujitsu Liquid Immersion Cooling System SlideJeffNo ratings yet
- Syscrew 360-1300 Air Co: Air Cooled Chillers With or Without Total Heat Recovery Engineering Data ManualDocument76 pagesSyscrew 360-1300 Air Co: Air Cooled Chillers With or Without Total Heat Recovery Engineering Data ManualJeffNo ratings yet
- 2017 - Aquaflair Chillers Brochure PDFDocument76 pages2017 - Aquaflair Chillers Brochure PDFJeffNo ratings yet
- 2010 - International Journal of ReferigerationDocument22 pages2010 - International Journal of ReferigerationJeffNo ratings yet
- No Description Uptime Tier Topology TIA-942-BDocument2 pagesNo Description Uptime Tier Topology TIA-942-BJeff100% (3)
- 2009 - The Use of Deep Water Cooling Systems - Two Canadian ExamplesDocument4 pages2009 - The Use of Deep Water Cooling Systems - Two Canadian ExamplesJeffNo ratings yet
- 2017 - Accredited Tier Design Technical Paper Series - Makeup WaterDocument5 pages2017 - Accredited Tier Design Technical Paper Series - Makeup WaterJeffNo ratings yet
- 1385-RP Final Report PDFDocument319 pages1385-RP Final Report PDFJeffNo ratings yet
- Fire Prevention & Fire Fighting EquipmentDocument60 pagesFire Prevention & Fire Fighting Equipmentsubbaiah54No ratings yet
- Royale Glitz Cba Warranty BookletDocument11 pagesRoyale Glitz Cba Warranty BookletRavi KanheNo ratings yet
- Safety Data Sheet: 1 Identification of The Substance/mixture and of The Company/undertakingDocument6 pagesSafety Data Sheet: 1 Identification of The Substance/mixture and of The Company/undertakingSahara BolivarNo ratings yet
- Thermoplastic Tubing: Catalogue 5210/UKDocument15 pagesThermoplastic Tubing: Catalogue 5210/UKGeo BuzatuNo ratings yet
- Chemistry Notes: Rate of Reaction:-Is The Change in The Concentration of A Reactant or Product Per Unit TimeDocument2 pagesChemistry Notes: Rate of Reaction:-Is The Change in The Concentration of A Reactant or Product Per Unit TimeKathryn TindallNo ratings yet
- Coach Ally Open School Physics Paper 1 Form FourDocument5 pagesCoach Ally Open School Physics Paper 1 Form FourJuma BwaiNo ratings yet
- Carbozinc 11Document4 pagesCarbozinc 11DuongthithuydungNo ratings yet
- 012 +FMC+Technologies+-+Arno+Vissers PDFDocument21 pages012 +FMC+Technologies+-+Arno+Vissers PDFmalikscribdNo ratings yet
- Electronic SpectrosDocument18 pagesElectronic SpectrosjamesNo ratings yet
- Ana ChemDocument1 pageAna ChemElizer Robles Jr.No ratings yet
- Trends in PreservativesDocument48 pagesTrends in PreservativesMichael Ryan100% (1)
- Parenteral S RonaDocument14 pagesParenteral S RonalanDraynNo ratings yet
- An Improved Isolation of Trimyristin From Myristica Fragrans As A Renewable Feedstock With The Assistance of Novel Cationic Gemini SurfactantDocument16 pagesAn Improved Isolation of Trimyristin From Myristica Fragrans As A Renewable Feedstock With The Assistance of Novel Cationic Gemini SurfactantNabila PutriNo ratings yet
- 48 FCC Slurry OilDocument21 pages48 FCC Slurry Oilمومني عبدالعزيز100% (1)
- 1.3.1. How To Calculate Schedule?: Process Piping Fundamentals, Codes and Standards - Module 1Document5 pages1.3.1. How To Calculate Schedule?: Process Piping Fundamentals, Codes and Standards - Module 1Raakze MoviNo ratings yet
- Bike Wash ETP OfferDocument11 pagesBike Wash ETP OfferMuhammadHanifaNo ratings yet
- Ijpdt 8 (2) 2018 12-36Document25 pagesIjpdt 8 (2) 2018 12-36wlNo ratings yet
- ElectrochemistryDocument51 pagesElectrochemistryhelloNo ratings yet
- Forensic: InternihnalDocument16 pagesForensic: InternihnalCorred Taz'ae100% (1)
- 8.3 Solving Equilibrium Problems For Bases (SCH4U)Document3 pages8.3 Solving Equilibrium Problems For Bases (SCH4U)Michelle NgNo ratings yet
- Gi PipeDocument8 pagesGi PipePooja K A NaikNo ratings yet
- Microscopy LectureDocument27 pagesMicroscopy LectureMishal ZahraNo ratings yet
- Matachana Miniclave 21e - User ManualDocument24 pagesMatachana Miniclave 21e - User Manualcarolus2009100% (1)
- Haze hzb12 110 by Blue Box PDFDocument2 pagesHaze hzb12 110 by Blue Box PDFFranco Armando Salgado BazanNo ratings yet
- Classplusapp - NEET CHEM-Ch 4Document37 pagesClassplusapp - NEET CHEM-Ch 4Muhammad Ali100% (1)
- 21phy12 Set 1 QP Solutions29-04-2022 - 001Document68 pages21phy12 Set 1 QP Solutions29-04-2022 - 001Rohit KumarNo ratings yet
- Ehitabezau NigussieDocument91 pagesEhitabezau NigussiehelenNo ratings yet
- NCERT PUNCH Chemistry Class 11 Complete Book Flattened SignedDocument304 pagesNCERT PUNCH Chemistry Class 11 Complete Book Flattened Signedsd0806787No ratings yet
- Rubber BroDocument19 pagesRubber BroDoloritasNo ratings yet
- GROUP 4 (Experiment 8)Document3 pagesGROUP 4 (Experiment 8)ROSEMARIE ONGNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- The Perfumed Pages of History: A Textbook on Fragrance CreationFrom EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationRating: 4 out of 5 stars4/5 (1)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesFrom EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet