You might also like
- HV Transformer ConstructionDocument56 pagesHV Transformer Constructiondebabrata_mukherjee34No ratings yet
- User Manual For Multi Purpose Digital Optical SensorDocument3 pagesUser Manual For Multi Purpose Digital Optical Sensordebabrata_mukherjee34No ratings yet
- EE501 Internal1 QBDocument5 pagesEE501 Internal1 QBAnonymous WnaT6rSoarNo ratings yet
- Engineering Service Syllabus For ElectricalDocument4 pagesEngineering Service Syllabus For Electricaldebabrata_mukherjee34No ratings yet
- How To Prepare For ISRO ExamDocument3 pagesHow To Prepare For ISRO ExamDebojyotiMukherjee100% (1)
- EmDocument1 pageEmdebabrata_mukherjee34No ratings yet
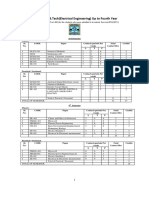
- Syllabus For B.Tech (Electrical Engineering) Up To Fourth YearDocument67 pagesSyllabus For B.Tech (Electrical Engineering) Up To Fourth YearDr. Kaushik MandalNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- UniFi Consumer Service GuideDocument142 pagesUniFi Consumer Service GuideAnisNo ratings yet
- Windjammer and Nautialir Blowers Catalog PDFDocument136 pagesWindjammer and Nautialir Blowers Catalog PDFrtgeorgeNo ratings yet
- 120542A Manual Instalación Antenas HDTF - Es PDFDocument2 pages120542A Manual Instalación Antenas HDTF - Es PDFCarloMagnoCurtisNo ratings yet
- Nero 9 Cover Designer ManualDocument76 pagesNero 9 Cover Designer ManualStewart LaneNo ratings yet
- Inertial Navigation IntroductionDocument10 pagesInertial Navigation Introductionedwin_killedlaw100% (1)
- EMANT300 SpecDocument5 pagesEMANT300 SpecfeltoltoNo ratings yet
- 2016 Fall Week 1 LectureDocument40 pages2016 Fall Week 1 LectureTrai TranNo ratings yet
- Ejercicios de Electrohidráulica BásicaDocument184 pagesEjercicios de Electrohidráulica BásicaLuis RossoNo ratings yet
- Lifting Operations and Lifting Equipment Regulations 1998 LOLERDocument34 pagesLifting Operations and Lifting Equipment Regulations 1998 LOLERfaiz_oe100% (1)
- Selak - Power System Protection - Where Are We Today PDFDocument42 pagesSelak - Power System Protection - Where Are We Today PDFIvan CabanalanNo ratings yet
- Genesis Anaesthesia Workstation enDocument8 pagesGenesis Anaesthesia Workstation enOla Gf OlamitNo ratings yet
- RR210204 Switching Theory & Logic DesignDocument2 pagesRR210204 Switching Theory & Logic DesignsivabharathamurthyNo ratings yet
- AddmDocument5 pagesAddmMaheedhar PasupuletiNo ratings yet
- SicDocument32 pagesSicMohit BhansaliNo ratings yet
- Speed Control of Switched Reluctance Motor-LibreDocument9 pagesSpeed Control of Switched Reluctance Motor-LibreIndrajithSrNo ratings yet
- Floyd Chapters1-3 Model AnswersDocument33 pagesFloyd Chapters1-3 Model Answersjnax101No ratings yet
- Types of Antenna (Sir)Document9 pagesTypes of Antenna (Sir)Muhammad AbdullahNo ratings yet
- Product Overview UK BDDocument28 pagesProduct Overview UK BDNaser Jahangiri100% (1)
- User Manual WINOXLR 3-6-14 ProductsDocument59 pagesUser Manual WINOXLR 3-6-14 ProductslotNo ratings yet
- CVA ProDocument1 pageCVA ProTommy TangNo ratings yet
- Bosch Ic Cs520Document2 pagesBosch Ic Cs520Daksh MahajanNo ratings yet
- KiSS DVD PLAYER Manual DP 508 3966 PDFDocument1 pageKiSS DVD PLAYER Manual DP 508 3966 PDFGurkan12No ratings yet
- Priodic TableDocument12 pagesPriodic TableHitesh MoreNo ratings yet
- Ixd 360v03nu PDFDocument1 pageIxd 360v03nu PDFDiego ZABALANo ratings yet
- f3 Chapter 07Document46 pagesf3 Chapter 07Roza RozaNo ratings yet
- Types of NoiseDocument12 pagesTypes of NoiseSajith Chandran ReoNo ratings yet
- Ieee 1346-1998Document45 pagesIeee 1346-1998pepitorodirguez100% (1)
- UM1709 User Manual: STM32Cube Ethernet IAP ExampleDocument22 pagesUM1709 User Manual: STM32Cube Ethernet IAP ExampleTameClaudioNo ratings yet
- HyperTerm I and P With CommandsDocument7 pagesHyperTerm I and P With CommandskpizzolattoNo ratings yet
- Electronic Principles IV, 7-8. Military Curriculum Materials For Vocational and Technical Education.Document571 pagesElectronic Principles IV, 7-8. Military Curriculum Materials For Vocational and Technical Education.SolNo ratings yet