You might also like
- Circlip For Bores-3075 - 2 PDFDocument12 pagesCirclip For Bores-3075 - 2 PDFRajasekaran MuruganNo ratings yet
- Specification For Circlips: Indian StandardDocument11 pagesSpecification For Circlips: Indian StandardkrixotNo ratings yet
- (Take Up) IS 4776-1977 Part-1Document10 pages(Take Up) IS 4776-1977 Part-1Deepjyoti DasNo ratings yet
- Specification For Circlips: Indian StandardDocument12 pagesSpecification For Circlips: Indian StandardkrixotNo ratings yet
- Technical Supply Conditions For Threaded Steel Fasteners: (Reaffirmed 2007)Document11 pagesTechnical Supply Conditions For Threaded Steel Fasteners: (Reaffirmed 2007)ROHANNo ratings yet
- Specification For Conveyor and Elevator Textile Belting: IS: 1891 (Part 3) - 1988Document2 pagesSpecification For Conveyor and Elevator Textile Belting: IS: 1891 (Part 3) - 1988Toufik KarimNo ratings yet
- Is 12469 PDFDocument4 pagesIs 12469 PDFTushar Kanti DasNo ratings yet
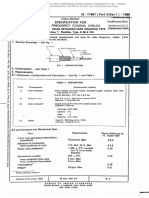
- Specification For Radio Frequency Coaxial Cables: IS: 11967 (Part 3/sec 3) - 1988Document3 pagesSpecification For Radio Frequency Coaxial Cables: IS: 11967 (Part 3/sec 3) - 1988Shivangi BhardwajNo ratings yet
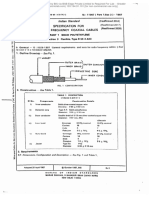
- IS: 11967 (Part 3/secl) - 1988: (Reaffirmed 20 20)Document3 pagesIS: 11967 (Part 3/secl) - 1988: (Reaffirmed 20 20)Shivangi BhardwajNo ratings yet
- Technical Requirements For Rotodynamic Special Purpose PumpsDocument48 pagesTechnical Requirements For Rotodynamic Special Purpose PumpskishanNo ratings yet
- Indian Standard: (Ymf) ?MDocument63 pagesIndian Standard: (Ymf) ?Msomnath senNo ratings yet
- Indian Standard: (Reaffirmed 2017)Document8 pagesIndian Standard: (Reaffirmed 2017)Anirban DasNo ratings yet
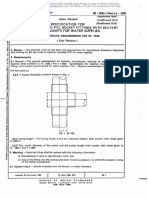
- Specification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesDocument3 pagesSpecification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesCIPET TESTING - AGARTALANo ratings yet
- 35 Determination of Tin in Lead Alloy For SH - AthlngDocument2 pages35 Determination of Tin in Lead Alloy For SH - AthlngChindhi LaalNo ratings yet
- AS 2118.1-1999 Amdt 1-2000 Automatic Fire Sprinkler SystemsDocument8 pagesAS 2118.1-1999 Amdt 1-2000 Automatic Fire Sprinkler SystemsLiem Nguyen0% (1)
- Calibration ReportsDocument18 pagesCalibration ReportsSurendra DwivediNo ratings yet
- Specification For Mechanical Bevel Protractors: Indian StandardDocument4 pagesSpecification For Mechanical Bevel Protractors: Indian StandardAshish DubeyNo ratings yet
- Specification FOR Radio Frequency Coaxial Cables: Indian StandardDocument4 pagesSpecification FOR Radio Frequency Coaxial Cables: Indian StandardShivangi BhardwajNo ratings yet
- 278Document4 pages278Jaydeep BhawalNo ratings yet
- IS 4776-1 (1977) - Specification For Troughed Belt Conveyors, Part I - Troughed Belt Conveyors For Surface InstallationDocument12 pagesIS 4776-1 (1977) - Specification For Troughed Belt Conveyors, Part I - Troughed Belt Conveyors For Surface InstallationEquipmentDesignNo ratings yet
- Specification For Studs: Indian StandardDocument6 pagesSpecification For Studs: Indian StandardAravind KarunaKaranNo ratings yet
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument9 pagesWinding Wires For Submersible Motors - Specification: Indian StandardkrixotNo ratings yet
- Use of Structural Steel in Overhead Transmission Line Towers - Code of PracticeDocument14 pagesUse of Structural Steel in Overhead Transmission Line Towers - Code of Practicegaurav singhNo ratings yet
- Is 802 Part1 Sec2Document14 pagesIs 802 Part1 Sec2Yadneshwar JoshiNo ratings yet
- Nasm8846 Rev 1Document10 pagesNasm8846 Rev 1Ravindra ErabattiNo ratings yet
- ASTM C 1396-2017 - Placas de YesoDocument8 pagesASTM C 1396-2017 - Placas de YesoMaria GomezNo ratings yet
- Asme Section II A Sa 325pdfDocument12 pagesAsme Section II A Sa 325pdfchukwuka ejimNo ratings yet
- 8262 2 1976 Reff2021Document3 pages8262 2 1976 Reff2021Shubham DhupkarNo ratings yet
- 8262 2 1976 Reff2021Document3 pages8262 2 1976 Reff2021Shubham DhupkarNo ratings yet
- IS 1891-1978 Part-4 R-2005Document3 pagesIS 1891-1978 Part-4 R-2005Deepjyoti DasNo ratings yet
- Specification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesDocument3 pagesSpecification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water Suppliesanurag singhNo ratings yet
- Specification For Logs For Matches: Indian StandardDocument6 pagesSpecification For Logs For Matches: Indian StandardanitaramolaNo ratings yet
- Specification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesDocument2 pagesSpecification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water Suppliesanurag singhNo ratings yet
- 9975 1Document5 pages9975 1Senthil Kumar GanesanNo ratings yet
- Methods of Physical Tests For Hydraulic Cement: Indian StandardDocument4 pagesMethods of Physical Tests For Hydraulic Cement: Indian StandardPramukh Test houseNo ratings yet
- Is 2092-1983 (R.a. 2019)Document8 pagesIs 2092-1983 (R.a. 2019)HARIOM INSTRU-LABSNo ratings yet
- New CCH Data Sheet As at July 2019 InnovexDocument1 pageNew CCH Data Sheet As at July 2019 InnovexTaoufik KhorchaniNo ratings yet
- Notes: Total No. of Installation 1 NoDocument1 pageNotes: Total No. of Installation 1 Noaung aungNo ratings yet
- ND BRG GuideDocument32 pagesND BRG Guidemohammed barghothiNo ratings yet
- Is Iso 2692-1992Document24 pagesIs Iso 2692-1992mwasicNo ratings yet
- Pump Foundation Design PDFDocument18 pagesPump Foundation Design PDFArchana ArchuNo ratings yet
- Indian Standard: IS: 7834 (Part 2) - l9g7Document2 pagesIndian Standard: IS: 7834 (Part 2) - l9g7CIPET TESTING - AGARTALANo ratings yet
- 1730 1989 Reff2019Document11 pages1730 1989 Reff2019kesavan.rajasekarNo ratings yet
- Specification For Lock Nuts For Bulk Head Coupling Assembly For Oil-Hydraulic SystemsDocument2 pagesSpecification For Lock Nuts For Bulk Head Coupling Assembly For Oil-Hydraulic Systemskumar QANo ratings yet
- Dissolved SolidsDocument2 pagesDissolved SolidsOkaibe RhintaroNo ratings yet
- BPVC Viii-1 U-1Document3 pagesBPVC Viii-1 U-1dskoulaxNo ratings yet
- Ar100 2001 PDFDocument35 pagesAr100 2001 PDFDanielBarrazaTapiaNo ratings yet
- Is 8422-2 - 1977 - 1Document1 pageIs 8422-2 - 1977 - 1Svapnesh ParikhNo ratings yet
- Title: Multi-Turn CK Actuators With Centronik Unit and Aid Module. Overall Dimensions Models: CKC250, CKC500, CKRC250, CKRC500Document1 pageTitle: Multi-Turn CK Actuators With Centronik Unit and Aid Module. Overall Dimensions Models: CKC250, CKC500, CKRC250, CKRC500Suresh DNo ratings yet
- Specification For T-Nuts: Indian StandardDocument2 pagesSpecification For T-Nuts: Indian StandardvaideehNo ratings yet
- Wcenim2064 en AqDocument4 pagesWcenim2064 en AqaleNo ratings yet
- Subject: Memory Input To REKES Models: Musso and Korando With The REKES ConditionDocument6 pagesSubject: Memory Input To REKES Models: Musso and Korando With The REKES ConditionGuio MartinezNo ratings yet
- Indian Standard': 1$:6137 - 1983 (ReaffipmedDocument4 pagesIndian Standard': 1$:6137 - 1983 (ReaffipmedAshish DubeyNo ratings yet
- Offshore Support Vessels 2013: Rules For Building and ClassingDocument16 pagesOffshore Support Vessels 2013: Rules For Building and ClassinghlsimonNo ratings yet
- Iso 4379 1993Document9 pagesIso 4379 1993gökhan tanrıseverNo ratings yet
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument12 pagesWinding Wires For Submersible Motors - Specification: Indian StandardShivangi BhardwajNo ratings yet
- Sae 431Document22 pagesSae 431Douglas Rodrigues100% (2)
- EChap 3Document26 pagesEChap 3Rajasekaran MuruganNo ratings yet
- Mubea Disc Springs: ManualDocument13 pagesMubea Disc Springs: ManualRajasekaran MuruganNo ratings yet
- Materials and Corrosion ProtectionDocument11 pagesMaterials and Corrosion ProtectionRajasekaran MuruganNo ratings yet
- Mubea Disc SpringsDocument16 pagesMubea Disc SpringsRajasekaran MuruganNo ratings yet
- Product Range and Characteristic GraphsDocument26 pagesProduct Range and Characteristic GraphsRajasekaran MuruganNo ratings yet
- Rebecca York - 43 Light Street 10 - Tangled Vows PDFDocument203 pagesRebecca York - 43 Light Street 10 - Tangled Vows PDFRajasekaran MuruganNo ratings yet
- Rebecca York - 43 Light Street 11 - Till Death Us Do Part PDFDocument197 pagesRebecca York - 43 Light Street 11 - Till Death Us Do Part PDFRajasekaran MuruganNo ratings yet
- Hex Socket Head Screws Is 2269Document17 pagesHex Socket Head Screws Is 2269Rajasekaran MuruganNo ratings yet
- Rebecca York - 43 Light Street 06 - Hopscotch PDFDocument167 pagesRebecca York - 43 Light Street 06 - Hopscotch PDFRajasekaran MuruganNo ratings yet
- Sandra Brown - Envy PDFDocument443 pagesSandra Brown - Envy PDFRajasekaran Murugan100% (1)
- Is 3005 - 4-Grey C I Ingots SpecsDocument12 pagesIs 3005 - 4-Grey C I Ingots SpecsRajasekaran MuruganNo ratings yet
- Is2712 Gaskets PDFDocument11 pagesIs2712 Gaskets PDFRajasekaran MuruganNo ratings yet
- Is 2540 Threaded HolesDocument8 pagesIs 2540 Threaded HolesRajasekaran MuruganNo ratings yet
- IS 5519 Deviation On Casting Untoleranced Dim PDFDocument12 pagesIS 5519 Deviation On Casting Untoleranced Dim PDFRajasekaran MuruganNo ratings yet
- Is 2232 - Castle NutDocument18 pagesIs 2232 - Castle NutRajasekaran MuruganNo ratings yet
- Grinding 6893 9Document8 pagesGrinding 6893 9Rajasekaran MuruganNo ratings yet
- Flat Head Rivets - IS2998Document7 pagesFlat Head Rivets - IS2998Rajasekaran MuruganNo ratings yet
- Cylindrical Pins Is-2393Document2 pagesCylindrical Pins Is-2393Rajasekaran MuruganNo ratings yet
- Conical Seat Spherical Washer Is 4297Document6 pagesConical Seat Spherical Washer Is 4297Rajasekaran Murugan0% (1)
- Cylindrical Pins With Internal Threads-Is2393Document3 pagesCylindrical Pins With Internal Threads-Is2393Rajasekaran MuruganNo ratings yet
- ?KD%-D? Ti : Mechanical Vibration - Balancing - Shaft and Fitment Key ConventionDocument15 pages?KD%-D? Ti : Mechanical Vibration - Balancing - Shaft and Fitment Key ConventionRajasekaran Murugan100% (1)
- TQM - Best PracticesDocument230 pagesTQM - Best PracticesRajasekaran MuruganNo ratings yet
- Copper Rods - Is4171Document10 pagesCopper Rods - Is4171Rajasekaran MuruganNo ratings yet
- Copper Rods - Is4171Document10 pagesCopper Rods - Is4171Rajasekaran MuruganNo ratings yet
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 pagesCopper-Brazed Steel Tubing: Standard Specification ForSofiaJabadanEspulgar100% (1)
- Hydrolysis of Salt: English For ChemistryDocument5 pagesHydrolysis of Salt: English For ChemistryRahayu Kusuma PratiwiNo ratings yet
- Gas Processing Fundamentals Manual1Document12 pagesGas Processing Fundamentals Manual1Ahmed Khamees ShatlaNo ratings yet
- Buckling Commentary E-Mar18 PDFDocument132 pagesBuckling Commentary E-Mar18 PDFthomas1313No ratings yet
- S001Document1 pageS001Yong Hui OngNo ratings yet
- Nuri ProposalDocument26 pagesNuri Proposalkassahun meseleNo ratings yet
- Repairment Methods of PipelinesDocument8 pagesRepairment Methods of PipelinescanakyuzNo ratings yet
- Mineral Processing Lab ManualDocument11 pagesMineral Processing Lab ManualChimwemwe KaongaNo ratings yet
- Sop-G3 System IndiaDocument13 pagesSop-G3 System Indiaajayji6565No ratings yet
- VideoDocument7 pagesVideoIvy KayoNo ratings yet
- Polyester ResinsDocument3 pagesPolyester ResinsHayateayasaki1No ratings yet
- CHAPTER - 2 - Acids, Bases and SaltsDocument2 pagesCHAPTER - 2 - Acids, Bases and Saltsshuchi guptaNo ratings yet
- Saes L 125Document22 pagesSaes L 125Shawn LeoNo ratings yet
- Heat, The Mechanical UniverseDocument2 pagesHeat, The Mechanical UniversealadinsaneNo ratings yet
- Design For RC Flat SlabsDocument70 pagesDesign For RC Flat SlabsAil AafaaqNo ratings yet
- ETHYLENEAMINE E-100 (E-100) : Technical BulletinDocument2 pagesETHYLENEAMINE E-100 (E-100) : Technical BulletinRAFAEL MIERESNo ratings yet
- Electrical Discharge Through GasesDocument4 pagesElectrical Discharge Through GasessambhuNo ratings yet
- FlowMaster 07 Engineering ReferenceDocument4 pagesFlowMaster 07 Engineering Referencejoseluis789No ratings yet
- Uhde Dual-Pressure Process For Large-Scale Ammonia Plants: - Saskferco Ammonia-Urea Complex, CanadaDocument6 pagesUhde Dual-Pressure Process For Large-Scale Ammonia Plants: - Saskferco Ammonia-Urea Complex, CanadaMUHAMMAD USMAN0% (1)
- Lanco Antifloat D-14, TDSDocument2 pagesLanco Antifloat D-14, TDSZein HayekNo ratings yet
- Worksheet Ch1Document36 pagesWorksheet Ch1Shazia FarheenNo ratings yet
- Sampling Procedure For Impact Testing of Structural SteelDocument4 pagesSampling Procedure For Impact Testing of Structural Steeljoy gultom100% (1)
- A Review On Reference StandardsDocument12 pagesA Review On Reference StandardsjyothiNo ratings yet
- Elems 13Document101 pagesElems 13Reynald de VeraNo ratings yet
- Pile Estimate Excel FileDocument3 pagesPile Estimate Excel FileShakil AhamedNo ratings yet
- Normal ResistivityDocument1 pageNormal ResistivityShahzad KhanNo ratings yet
- 04 Melt Indexer Primer PDFDocument4 pages04 Melt Indexer Primer PDFNia SyafiqqNo ratings yet
- Inspection Report PART 3Document53 pagesInspection Report PART 3renzo1221No ratings yet