You might also like
- EjerciciosneumaticaDocument8 pagesEjerciciosneumaticaAnonymous 4m0gtOZran100% (1)
- Ejercicios ElectroneumaticaDocument7 pagesEjercicios Electroneumaticaanon_858245163No ratings yet
- Diseno de Circuitos Electroneumaticos MeDocument4 pagesDiseno de Circuitos Electroneumaticos MeCamilo Duque50% (2)
- ANALISIS DE CASO (Inyectora de Plásticos) SolucionadoDocument3 pagesANALISIS DE CASO (Inyectora de Plásticos) SolucionadoCarlos MaturanaNo ratings yet
- Ejercicios en FluidSim NeumáticaDocument28 pagesEjercicios en FluidSim NeumáticaErick Alejandro Hinojosa VillegasNo ratings yet
- Metodo de Cascada, NeumaticaDocument3 pagesMetodo de Cascada, NeumaticaVICTOR HUGO FLORENCIO ORTANo ratings yet
- Circutos NeuamticosDocument21 pagesCircutos NeuamticosAnonymous SegCAngVY5100% (1)
- Tercer Trabajo Sist ElectrohidraulicosDocument5 pagesTercer Trabajo Sist ElectrohidraulicosNeyra MartinNo ratings yet
- Tarea para 17Document3 pagesTarea para 17HERMINIO HUACHOS OSCONo ratings yet
- Neumatica Parte 4Document57 pagesNeumatica Parte 4Jhon Jairo ValenciaNo ratings yet
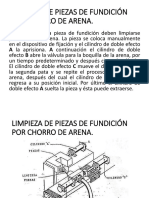
- Limpieza de Piezas de Fundición Por Chorro deDocument2 pagesLimpieza de Piezas de Fundición Por Chorro deAlfonso Mnedoza Del Carmen0% (1)
- Ejercicios de ElectroneumaticaDocument3 pagesEjercicios de ElectroneumaticaJoe TguerraNo ratings yet
- Ejercicio de Neumatica y ElectroneumaticaDocument1 pageEjercicio de Neumatica y ElectroneumaticaCesar Enrique Rivera BermudezNo ratings yet
- Electroneumatica Separata Procesos 2Document2 pagesElectroneumatica Separata Procesos 2Jesus AlejandroNo ratings yet
- Ejercicios NeumaticaDocument13 pagesEjercicios Neumaticazephiroth2007No ratings yet
- Ejercicios de ElectrohidraulicaDocument2 pagesEjercicios de ElectrohidraulicaJohn ConnorNo ratings yet
- Proyectos Electroneumtica Parcial 5Document7 pagesProyectos Electroneumtica Parcial 5Camilo De Jesus Pipe0% (3)
- Ejercicios Hidraulica Nivel Basico 1Document10 pagesEjercicios Hidraulica Nivel Basico 1Oscar andres PayaresNo ratings yet
- Practica n0 8Document8 pagesPractica n0 8Daniel Omar CorreaNo ratings yet
- CIRCUITOS BÁSICOS CON CILINDROS DE DOBLE EFECTO. Luna Choque RywerDocument87 pagesCIRCUITOS BÁSICOS CON CILINDROS DE DOBLE EFECTO. Luna Choque RywerOshun Graciela luna choque100% (1)
- Ejercicio Cizalla (Circuitos Hidraulicos y Neumaticos)Document1 pageEjercicio Cizalla (Circuitos Hidraulicos y Neumaticos)joseyliNo ratings yet
- Actividad 1 LEOHDocument5 pagesActividad 1 LEOHLuis Enrique OlveraNo ratings yet
- Acero Salazar Bryan Javier - Presentacion - Esquemas de Circuitos y Sistema Hidraulicos y Neumaticos - Hidraulica y Neumatica - 3154Document38 pagesAcero Salazar Bryan Javier - Presentacion - Esquemas de Circuitos y Sistema Hidraulicos y Neumaticos - Hidraulica y Neumatica - 3154Bryan AceroNo ratings yet
- 2d. Temporizadores NeumáticosDocument11 pages2d. Temporizadores NeumáticosAnderson Gallegos IglesiasNo ratings yet
- Zelio RTC NewDocument29 pagesZelio RTC NewLeonardo LeoNo ratings yet
- Neumatica - EjercitacionDocument19 pagesNeumatica - EjercitacionAyax BustamanteNo ratings yet
- Turbomaquinas Solucion Practica Dirigida 1 UcsmDocument5 pagesTurbomaquinas Solucion Practica Dirigida 1 UcsmFernando Vilca CoronadoNo ratings yet
- Mecanica Computacional 2 Lab 6 (Individual)Document9 pagesMecanica Computacional 2 Lab 6 (Individual)Fredy Copa VillalbaNo ratings yet
- Ejercicios de NeumáticaDocument3 pagesEjercicios de NeumáticaGabi MateranoNo ratings yet
- Circuito ElectroneumaticoDocument6 pagesCircuito ElectroneumaticoRonaldo Chiche SurcoNo ratings yet
- Aplicacionesneumaticas2 1Document3 pagesAplicacionesneumaticas2 1A Lp0% (3)
- Ejercicios 9 Al 11Document18 pagesEjercicios 9 Al 11danielNo ratings yet
- Ejercicio #2 Limpieza Por Chorro de ArenaDocument1 pageEjercicio #2 Limpieza Por Chorro de ArenaSebastián RetamalNo ratings yet
- Bombas MultiplesDocument20 pagesBombas MultiplesNelson Antonio Apaza MendozaNo ratings yet
- Ejercicios Automatizacion PDFDocument9 pagesEjercicios Automatizacion PDFARVIS MARCELO LOZANO ESCORCIANo ratings yet
- Tarea11Maq Split MergeDocument5 pagesTarea11Maq Split MergeIsrael GilNo ratings yet
- Tarea Metodos Cascada y Paso A PasoDocument6 pagesTarea Metodos Cascada y Paso A PasoDante DldNo ratings yet
- Ejercicio N°1Document4 pagesEjercicio N°1Pablo RobertoNo ratings yet
- Actividad 2Document8 pagesActividad 2Nargel Velez100% (1)
- Problemas Secuencias PDFDocument2 pagesProblemas Secuencias PDFSento AlsnúvolsNo ratings yet
- Automatización InsdutrialDocument24 pagesAutomatización InsdutrialjosephNo ratings yet
- Ejercicios de Neumatica PDFDocument10 pagesEjercicios de Neumatica PDFjunior paradaNo ratings yet
- 8 Circuitos Con ElectrovalvulasDocument14 pages8 Circuitos Con ElectrovalvulasLuis EstebanNo ratings yet
- Caida de CascadaDocument16 pagesCaida de Cascadajuan david lucumiNo ratings yet
- Ejercicios U. 4 - 10 TransformadoresDocument10 pagesEjercicios U. 4 - 10 TransformadoresMarinette BeristáinNo ratings yet
- Ejercicios Electrohidraulica 10Document5 pagesEjercicios Electrohidraulica 10Patricio Alexandro Calderón ArriagadaNo ratings yet
- Simulaciones FluidSim - Circuitos HidráulicosDocument21 pagesSimulaciones FluidSim - Circuitos HidráulicosJonas Sanchez50% (2)
- 18 Ejercicios Basicos NeumaticaDocument5 pages18 Ejercicios Basicos NeumaticaLuis Matias Carreño CarreñoNo ratings yet
- Motor Trifasico LaboratorioDocument28 pagesMotor Trifasico LaboratorioBryan Calderon100% (2)
- Trabajo de Hidráulica Aplicado A Maquinaria Pesada-Fluid SimDocument3 pagesTrabajo de Hidráulica Aplicado A Maquinaria Pesada-Fluid SimGeovanny Zuniga100% (1)
- 10 Ejemplos de Aplicaciones Industriales de Circuitos ElectroneumaticosDocument46 pages10 Ejemplos de Aplicaciones Industriales de Circuitos ElectroneumaticosAndrez Hernandez50% (20)
- MÉTODO CASCADA Ejercio Desarrollados BaseDocument11 pagesMÉTODO CASCADA Ejercio Desarrollados BaseLucho Roses100% (2)
- EVALUACIONDocument7 pagesEVALUACIONanon_347879477No ratings yet
- Electroneumatica Lab 00Document15 pagesElectroneumatica Lab 00mirzavegatapiaNo ratings yet
- Ejercicio NeumaticaDocument3 pagesEjercicio NeumaticaCarlos Jiménez Fernández0% (1)
- APLICACIONESNEUMATICASDocument6 pagesAPLICACIONESNEUMATICASTeddy H. Sierra GonzalesNo ratings yet
- Enunciados de Circuitos Electroneumaticos ChemaDocument2 pagesEnunciados de Circuitos Electroneumaticos ChemaMariano RomanNo ratings yet
- Electroneumática Metodo Casaca y Paso A PasoDocument47 pagesElectroneumática Metodo Casaca y Paso A PasoJunior FigueroaNo ratings yet
- Cortadora y PlegadoraDocument7 pagesCortadora y PlegadoraPedro CastiblancoNo ratings yet
- Metodo CascadaDocument9 pagesMetodo CascadaArturo De La Cruz GarciaNo ratings yet
- Laboratorio 1.0 DE ALTERNADORES TRIFASICOSDocument11 pagesLaboratorio 1.0 DE ALTERNADORES TRIFASICOSMichael Mendigure PumacharaNo ratings yet
- 3 - Ejemplo de Analisis de Falla ElectricaDocument16 pages3 - Ejemplo de Analisis de Falla ElectricaMichael Mendigure Pumachara100% (1)
- Combustibles para Motores DiéselDocument51 pagesCombustibles para Motores DiéselJanetCruzRamirez100% (1)
- Ejercicio S. MonitorDocument2 pagesEjercicio S. MonitorMichael Mendigure PumacharaNo ratings yet
- Advisor Diapositivas PDFDocument83 pagesAdvisor Diapositivas PDFMichael Mendigure Pumachara100% (1)
- 2 - Sistema de Tren de Fuerza de Camion 794ACDocument42 pages2 - Sistema de Tren de Fuerza de Camion 794ACMichael Mendigure Pumachara80% (5)
- Operacion de Sistemas - Pruebas y AjustesDocument468 pagesOperacion de Sistemas - Pruebas y Ajustesfernando castro padilla100% (2)
- CAMION MINERO Armado en Campo PDFDocument152 pagesCAMION MINERO Armado en Campo PDFMichael Mendigure PumacharaNo ratings yet
- Carro Transistor EsDocument7 pagesCarro Transistor EsdiegmoloNo ratings yet
- Informe Del Proyecto PDFDocument7 pagesInforme Del Proyecto PDFMaximo ChavezNo ratings yet
- Motorespasoapaso PDFDocument25 pagesMotorespasoapaso PDFCarlos Mario Jimenez RamirezNo ratings yet
- 1 - Especalogo de Camion 794ACDocument16 pages1 - Especalogo de Camion 794ACMichael Mendigure Pumachara75% (4)
- Circui 3Document32 pagesCircui 3api-3765704100% (7)
- LeemeDocument1 pageLeemeMichael Mendigure PumacharaNo ratings yet
- FmestéreoDocument6 pagesFmestéreoMichael Mendigure PumacharaNo ratings yet
- Norma de OpacidadDocument6 pagesNorma de OpacidadFelipe Alexis Aros SánchezNo ratings yet
- FMMATEMADocument7 pagesFMMATEMAMichael Mendigure PumacharaNo ratings yet
- Saber Electronica 4 PDFDocument14 pagesSaber Electronica 4 PDFOscar AstudilloNo ratings yet
- Circuitos Electronicos I - Montajes de ElectronicaDocument26 pagesCircuitos Electronicos I - Montajes de ElectronicaFers RamNo ratings yet
- Emisora FM 3WDocument5 pagesEmisora FM 3WMichael Mendigure PumacharaNo ratings yet
- 03-Perfiles ComercialesDocument32 pages03-Perfiles ComercialesGuido ZuccarelliNo ratings yet
- Se Puede Reparar Ecu PDFDocument5 pagesSe Puede Reparar Ecu PDFTorrejon David Ismael100% (1)
- Asiento de Camisa, Fresado PDFDocument11 pagesAsiento de Camisa, Fresado PDFMichael Mendigure PumacharaNo ratings yet
- Como Programar Un PIC Con MPLABDocument20 pagesComo Programar Un PIC Con MPLABPaola VelazcoNo ratings yet
- TutorialDocument25 pagesTutorialMichael Mendigure PumacharaNo ratings yet
- Mantenimiento de GNVDocument5 pagesMantenimiento de GNVJorge Antonio Ugarte SaiquitaNo ratings yet
- Pic18f4550 2550Document0 pagesPic18f4550 2550PAUL BALLARTANo ratings yet
- Lógica Secuencial Registros de Desplazamiento y ContadoresDocument18 pagesLógica Secuencial Registros de Desplazamiento y ContadoresEdy MirandaNo ratings yet
- USART PIC Comunicación SerialDocument12 pagesUSART PIC Comunicación SerialMichael Mendigure PumacharaNo ratings yet
- Robot Autónomo Esquiva ObjetosDocument8 pagesRobot Autónomo Esquiva ObjetosMichael Mendigure PumacharaNo ratings yet
- Guia Introduccion A La Administracion UphDocument3 pagesGuia Introduccion A La Administracion Uphenmanul quiñonezNo ratings yet
- Guias 7 8 Quimica Grado 7°Document6 pagesGuias 7 8 Quimica Grado 7°gladys belen caballero celisNo ratings yet
- Instituto Politécnico Nacional Secretaría Académica Dirección de Educación Media SuperiorDocument5 pagesInstituto Politécnico Nacional Secretaría Académica Dirección de Educación Media SuperiorLuis Carlos ValverdeNo ratings yet
- Cartas Evidencia MiladysDocument6 pagesCartas Evidencia Miladysrecepcion chavanorteNo ratings yet
- 102.a Topografia y GeoreferenciacionDocument13 pages102.a Topografia y GeoreferenciacionMlg JoséNo ratings yet
- Trabajo PsiquiatríaDocument5 pagesTrabajo PsiquiatríaAnildibeth0% (1)
- El Performer - GrotowskiDocument5 pagesEl Performer - GrotowskiMary MoreiraNo ratings yet
- Manual Del Usuario Analizador de GasesDocument33 pagesManual Del Usuario Analizador de Gasesgildardo rodriguezNo ratings yet
- Leccion 2 - Teoria de La Conducción - Bryan BayasDocument3 pagesLeccion 2 - Teoria de La Conducción - Bryan BayasRex 12No ratings yet
- Informe DDHH Antioquia 2015 Coordinacion Colombia Europa Estados Unidos Nodo Antioquia PDFDocument120 pagesInforme DDHH Antioquia 2015 Coordinacion Colombia Europa Estados Unidos Nodo Antioquia PDFLuis Fernando Quijano MorenoNo ratings yet
- Psicologia Social y Comunitaria Tarea 8Document3 pagesPsicologia Social y Comunitaria Tarea 8Xavier HilarioNo ratings yet
- Monografía Juanita Salcedo SilvaDocument83 pagesMonografía Juanita Salcedo SilvaAngelina Valer ScarafoneNo ratings yet
- Implementacion y Diseño de CompuertasDocument3 pagesImplementacion y Diseño de CompuertasKaren AriasNo ratings yet
- WORDDocument6 pagesWORDCarla Romina HerreraNo ratings yet
- Tarea Academica 1 - Derecho EmpresarialDocument3 pagesTarea Academica 1 - Derecho EmpresarialMatias PadillaNo ratings yet
- Evidencia - 4 - Presentación de Sistemas de AccesoDocument12 pagesEvidencia - 4 - Presentación de Sistemas de AccesoleidyNo ratings yet
- CronogramaDocument2 pagesCronogramaenriquefisicoNo ratings yet
- Evidencia 1 Foro Sistemas de InformacionDocument3 pagesEvidencia 1 Foro Sistemas de InformacionLucas Orlando Romero CharrryNo ratings yet
- Casa RobieDocument10 pagesCasa RobieSam Abrill MolinedoNo ratings yet
- Plan de Accion Educativa "Humanizaciòn en El Cuidado"Document11 pagesPlan de Accion Educativa "Humanizaciòn en El Cuidado"Luzyovi JcNo ratings yet
- Organización de Un Salón de BellezaDocument5 pagesOrganización de Un Salón de BellezaSHIRLEY MAGALI D�AZ ARANDANo ratings yet
- Detector de Metales ArcoDocument56 pagesDetector de Metales ArcoWalter ChavezNo ratings yet
- Puente-Flotante (1) (Autoguardado)Document7 pagesPuente-Flotante (1) (Autoguardado)Miguel Angel Romero MoralesNo ratings yet
- Universidad Católica de Santa MaríaDocument145 pagesUniversidad Católica de Santa MaríaLuis KabreraNo ratings yet
- Ensayo Otoniel GranadosDocument1 pageEnsayo Otoniel GranadosMarianela MasyRubiNo ratings yet
- Caso Justo y BuenoDocument7 pagesCaso Justo y BuenoDani CastroNo ratings yet
- Diferencia Edema e InflamaciónDocument3 pagesDiferencia Edema e Inflamaciónterapia ocupacionalNo ratings yet
- Curso Inteligencia Emocional-1Document43 pagesCurso Inteligencia Emocional-1hugo100% (1)
- Xavier ZubiriDocument6 pagesXavier ZubiriRodrigo Ramirez GilNo ratings yet
- Hds-Mobil Almo 525Document9 pagesHds-Mobil Almo 525Hernan Ignacio Silva PeñaNo ratings yet