You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- BS 7533 1 2001 PDFDocument20 pagesBS 7533 1 2001 PDFMirela100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Transparent Technical GuideDocument7 pagesTransparent Technical GuideasdNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Water Heater 15 Gallon (Manuf. Ruud) (Model - PEP15-1)Document1 pageWater Heater 15 Gallon (Manuf. Ruud) (Model - PEP15-1)Ahmed GhreebNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
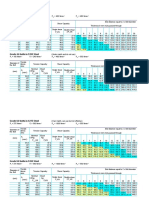
- Grade 4.6 Bolts in S275 Steel: S - 2 T - 2 BB - 2 Bs - 2Document3 pagesGrade 4.6 Bolts in S275 Steel: S - 2 T - 2 BB - 2 Bs - 2vthamarai999543No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Covered Conductor Advantages PDFDocument2 pagesCovered Conductor Advantages PDFnibeditapdhy21@gmail.conNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Equipment Damage Curves ConductorsDocument5 pagesEquipment Damage Curves ConductorsrobertoseniorNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Outdoor Voltage Transformer: Type VOG-24Document4 pagesOutdoor Voltage Transformer: Type VOG-24dfsgsdf df3tegdfgNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Non Return Valve For CWR & WTP (32004-Msws-Me-Ds-0026) Rev. ADocument6 pagesNon Return Valve For CWR & WTP (32004-Msws-Me-Ds-0026) Rev. ASouvik DaluiNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Alfa Laval Helpman TYRDocument26 pagesAlfa Laval Helpman TYRNhiem phamNo ratings yet
- Chapter 14 - Walls: Code CommentaryDocument8 pagesChapter 14 - Walls: Code CommentarypalaniNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Sampling Procedure For Impact Testing of Structural SteelDocument4 pagesSampling Procedure For Impact Testing of Structural Steeljoy gultom100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Arsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!Document2 pagesArsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!David LluguinNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Comparative Evaluation of The Mechanical Properties of Three Commercially Available Flexible Denture Base Materials - An in Vitro StudyDocument132 pagesComparative Evaluation of The Mechanical Properties of Three Commercially Available Flexible Denture Base Materials - An in Vitro StudySkAliHassanNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Plan Layout Elevation Layout: SpecificationDocument1 pagePlan Layout Elevation Layout: SpecificationTom AteNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Socket Weld LateralDocument1 pageSocket Weld LateralEHT pipeNo ratings yet
- Elastic Properties of Materials Elastic Properties of MaterialsDocument32 pagesElastic Properties of Materials Elastic Properties of MaterialsCHRISTOPHER TEBIT SEMBINo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Eolo Mini 27AE 2Document2 pagesEolo Mini 27AE 2qwe123free1231962No ratings yet
- Bellmouth ThimbleDocument1 pageBellmouth ThimblehabibmusthafaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 673 HN Ses 23Document5 pages673 HN Ses 23ZAHID IQBALNo ratings yet
- Tests On RocksDocument27 pagesTests On RocksdeadromeoNo ratings yet
- SDF PDFDocument7 pagesSDF PDFIjaz AhmedNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Kera Awak Product CatalogueDocument22 pagesKera Awak Product CatalogueAnis TaboubiNo ratings yet
- Dec RetailDocument6 pagesDec RetailNoufal Allu KarakkadNo ratings yet
- Ceramic Brackets NvsDocument135 pagesCeramic Brackets Nvsavanthika krishnarajNo ratings yet
- Offsites Engineering Works For The Erbil Refinery 40,000 B/D Expansion ProjectDocument5 pagesOffsites Engineering Works For The Erbil Refinery 40,000 B/D Expansion ProjectSardar PerdawoodNo ratings yet
- Intrinsic Extrinsic SemiconductorsDocument3 pagesIntrinsic Extrinsic SemiconductorsJohn Dolph FacundoNo ratings yet
- Beverage Air Victory Refrigeration Accessories Parts ListDocument219 pagesBeverage Air Victory Refrigeration Accessories Parts ListyelmustafaaliNo ratings yet
- Plastic Industry PakistanDocument50 pagesPlastic Industry PakistanhelperforeuNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Standard TCVN 2737-1995 Loads and Effects - Design StandardDocument68 pagesStandard TCVN 2737-1995 Loads and Effects - Design Standardanfrohel100% (2)
- Mastertile 530: Description Coverage / YieldDocument2 pagesMastertile 530: Description Coverage / Yieldbassem muhannaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)