Lasting Connections
PARAMETER GUIDE FOR
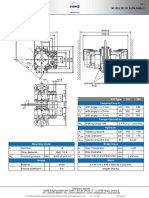
ALL-POSITIONAL METAL CORED WIRES
ø 1.0 mm / .039 Inch
Wire feed speed Arc voltage Welding current Arc mode Chart valid for:
(m/min.) (inch/min.) (V) (A)
3 118 15-15.5 80-90 Short arc BÖHLER HL 46 T-MC
BÖHLER HL 51 L-MC
4 157 16-17 110-120 Short arc BÖHLER HL 51 T-MC
BÖHLER HL 53 T-MC
5 197 18-18.5 130-140 Globular arc BÖHLER DMO T-MC
BÖHLER DCMS T-MC
6 236 22-23 150-160 Globular arc
BÖHLER HL 60 Pipe T-MC
7 276 24-24.5 170-180 Spray arc BÖHLER X70 L-MC
BÖHLER alform® 700 L-MC
8 315 25-26 190-200 Spray arc BÖHLER alform 900 L-MC
BÖHLER alform 960 L-MC
9 354 26-27 210-220 Spray arc BÖHLER X90 L-MC
BÖHLER X96 L-MC
10 394 27-28 230-240 Spray arc
Polarity: DC+ Stickout: 15 mm/0.6“ Shielding gas: M21
Welding parameters Ø 1.0 mm / .039 Inch
Welding parameters Ø 1.0 mm
30
How to use:
230-240 A
210-220 A »» Welding parameters are valid for the
190-200 A recommended polarity, stickout length
25 170-180 A
and shielding gas.
150-160 A
»» First set wire feed speed and voltage
130-140 A
according to the diagram, then fine-
20
tune according to the table.
110-120 A
»» Variations in stickout length will
Voltage [ V ]
80-90 A
change the welding current.
15
»» Values shown on welding machine dis-
plays may be higher than the actual
arc voltage due to the voltage drop in
063/2018/EN/GL
10
welding cables.
»» Add 1.5-2V arc voltage for C1.
5
0
3 4 5 6 7 8 9 10
Wire feed speed [mt /min]
voestalpine Böhler Welding
www.voestalpine.com/welding
You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- BS2400.402HT243 90KW - 400VDocument7 pagesBS2400.402HT243 90KW - 400VorhanNo ratings yet
- VSQ-CC-30 052111XYZ Sequence Direct Acting Poppet Type CompensatedDocument2 pagesVSQ-CC-30 052111XYZ Sequence Direct Acting Poppet Type CompensatedCarlos Andrés CuelloNo ratings yet
- K CS KLRC125 - 1st - 3 21Document4 pagesK CS KLRC125 - 1st - 3 21macaco logoNo ratings yet
- PlasmaDocument37 pagesPlasmaJuniorNo ratings yet
- Fire pump head calculation for Lulu Mall Lucknow projectDocument1 pageFire pump head calculation for Lulu Mall Lucknow projectJaleel Desionics100% (1)
- Screw Compressor ASY (R-134) Series PDFDocument52 pagesScrew Compressor ASY (R-134) Series PDFNajam2450% (2)
- OFC-VILLA 2015 General CatalogueDocument256 pagesOFC-VILLA 2015 General CatalogueМихаилNo ratings yet
- 11.8a Ghibson GB015Document2 pages11.8a Ghibson GB015Shah Rizal AbidNo ratings yet
- ACI318-08 FlexureDocument4 pagesACI318-08 Flexureazamislam726537No ratings yet
- CPDAS343Document2 pagesCPDAS343ali.mamuti.36No ratings yet
- 084519xyz Re18307-49Document2 pages084519xyz Re18307-49NABEILNo ratings yet
- Hyva Gear Pumps: External Gear Type - Brite SeriesDocument2 pagesHyva Gear Pumps: External Gear Type - Brite SeriesdenykNo ratings yet
- Halton DamperDocument8 pagesHalton Dampermarcel cocanNo ratings yet
- Omega/Omega V: Axially Split Volute Casing PumpsDocument56 pagesOmega/Omega V: Axially Split Volute Casing Pumpsmohammad ziad khatibNo ratings yet
- Force Ksb-Omega-Pump Sarcina Pe Flanse PDFDocument19 pagesForce Ksb-Omega-Pump Sarcina Pe Flanse PDFRusu DimaNo ratings yet
- Catalog PDFDocument72 pagesCatalog PDFVIVEK UPADHYAYNo ratings yet
- Ksb-Omega-Pump Sarcina Pe Flanse PDFDocument56 pagesKsb-Omega-Pump Sarcina Pe Flanse PDFRusu DimaNo ratings yet
- RPH RO - Tech. ManualDocument16 pagesRPH RO - Tech. ManualEdgar CalatayudNo ratings yet
- ArchDocument4 pagesArchCarlos Torres OliverosNo ratings yet
- Yuken Hydraulic CylinderDocument11 pagesYuken Hydraulic CylinderDk PanigrahiNo ratings yet
- 2 3 10 01-GB PDFDocument2 pages2 3 10 01-GB PDFbeu catalinNo ratings yet
- 3-Way Control Valve Type M3FA: PN 10, DN 80 - 300 MM, Except DN 200/175 and 200 MM - PN 16 0-2.3.10.01-A Page 1 of 2Document2 pages3-Way Control Valve Type M3FA: PN 10, DN 80 - 300 MM, Except DN 200/175 and 200 MM - PN 16 0-2.3.10.01-A Page 1 of 2beu catalinNo ratings yet
- Single Counterbalance, Relief Compensated: A-VBSO-SE-CC-30-PL 08.45.17 - X - Y - ZDocument2 pagesSingle Counterbalance, Relief Compensated: A-VBSO-SE-CC-30-PL 08.45.17 - X - Y - Znemi90No ratings yet
- Calliper Brake SHI 251 & 252Document19 pagesCalliper Brake SHI 251 & 252Shaiju NarayananNo ratings yet
- Bye Pass Rotameter: Eureka Industrial Equipments Pvt. LTDDocument2 pagesBye Pass Rotameter: Eureka Industrial Equipments Pvt. LTDArunasis KarmakarNo ratings yet
- DL22N 22Document1 pageDL22N 22embasianNo ratings yet
- BF109 GUIDEDocument50 pagesBF109 GUIDEPro FlexNo ratings yet
- Pamphlet MG-51T PDFDocument2 pagesPamphlet MG-51T PDFImmalatulhusnaNo ratings yet
- Htk12Aa KAPPA LBP Compressor Top Efficiency R600a 220-240V 50HzDocument2 pagesHtk12Aa KAPPA LBP Compressor Top Efficiency R600a 220-240V 50HzTunaNo ratings yet
- Reciprocating Process Gas CompressorsDocument2 pagesReciprocating Process Gas CompressorsedosviracNo ratings yet
- Fire Damper WH25: DimensionsDocument11 pagesFire Damper WH25: DimensionsAncuta CosmanNo ratings yet
- Thermodynamic steam trap performance and specificationsDocument2 pagesThermodynamic steam trap performance and specificationshamid vahedil larijaniNo ratings yet
- Bill of MAterialsDocument2 pagesBill of MAterialsKaori Miyazono (Kobe)No ratings yet
- Fire Sprinkler Product BrochureDocument8 pagesFire Sprinkler Product Brochurecvolkan1No ratings yet
- كتالوج الشيلراتDocument54 pagesكتالوج الشيلراتFathy RakhaNo ratings yet
- FuzibileDocument52 pagesFuzibileBogdan OrşanNo ratings yet
- 200Document1 page200ChristianGuerreroNo ratings yet
- Catalog Tehnic wh25Document2 pagesCatalog Tehnic wh25DANNo ratings yet
- RKP Product info new gear pump en-2006-03Document9 pagesRKP Product info new gear pump en-2006-03Arko RoosNo ratings yet
- 7.2.F-T1-B0-02 DWGDocument1 page7.2.F-T1-B0-02 DWGKyi LwinNo ratings yet
- Double Check Valve DC: Technical DataDocument2 pagesDouble Check Valve DC: Technical DataAthanasoulis KostasNo ratings yet
- Service: Non Corrosive Hydrocarbons - Glycol - Blow Down - Vents - Drains (T 120°C)Document1 pageService: Non Corrosive Hydrocarbons - Glycol - Blow Down - Vents - Drains (T 120°C)AliZenatiNo ratings yet
- Tabla Americana de Avances de Accesorios... RAUL SUAREZDocument9 pagesTabla Americana de Avances de Accesorios... RAUL SUAREZJulio Enrique Oliver CuelloNo ratings yet
- Ranger 10000Document2 pagesRanger 10000carlos790510No ratings yet
- Operating ranges and specifications for MMI 50 centrifugal pumpsDocument8 pagesOperating ranges and specifications for MMI 50 centrifugal pumpsTaimoorNo ratings yet
- Centrifugal Pumps Guide for 2CDX Series PumpsDocument13 pagesCentrifugal Pumps Guide for 2CDX Series PumpsDirector Tecnico y Operaciones Baying SASNo ratings yet
- Proline Maxi: Electrical Submersible Drainage Pump 60 HZDocument1 pageProline Maxi: Electrical Submersible Drainage Pump 60 HZRobert ArticaNo ratings yet
- Material Data Sheet for 52CrMoV4 Spring SteelDocument3 pagesMaterial Data Sheet for 52CrMoV4 Spring SteelMartin HristovNo ratings yet
- Material Data Sheet for 52CrMoV4 Spring SteelDocument3 pagesMaterial Data Sheet for 52CrMoV4 Spring SteelMartin HristovNo ratings yet
- Application Deep Well Turbine Pumps: Product Introduction 2361.1x/01-10G3Document4 pagesApplication Deep Well Turbine Pumps: Product Introduction 2361.1x/01-10G3FawadNo ratings yet
- Condensing Unit Vertical Discharge 60 HZ R410A: 36KBTU Model Has A Different GrillDocument1 pageCondensing Unit Vertical Discharge 60 HZ R410A: 36KBTU Model Has A Different GrilljuanNo ratings yet
- 52crmov4: Steel GradeDocument3 pages52crmov4: Steel GradeemregnesNo ratings yet
- High Velocity Water Spray Nozzle: Models Hv-As & Hv-BsDocument6 pagesHigh Velocity Water Spray Nozzle: Models Hv-As & Hv-BsVipin SomasekharanNo ratings yet
- Chuck Guide Il 2 Cliffs of Dover Bf110 PDFDocument64 pagesChuck Guide Il 2 Cliffs of Dover Bf110 PDFPaolo FontanazziNo ratings yet
- Chuck Guide Il 2 Cliffs of Dover He111Document91 pagesChuck Guide Il 2 Cliffs of Dover He111sandyNo ratings yet
- Air Condition GB5BMDocument8 pagesAir Condition GB5BMOFNo ratings yet
- Standard Specificatio for Pipe, Valves & Fitttings "BA1Document4 pagesStandard Specificatio for Pipe, Valves & Fitttings "BA1Jhonny Chugá MejíaNo ratings yet
- Transformer Plinth For 2.1MWDocument1 pageTransformer Plinth For 2.1MWSarin100% (2)
- Taw000017g 1Document1 pageTaw000017g 1rusf123No ratings yet
- VAUTID ASW 143 Engl 041016Document1 pageVAUTID ASW 143 Engl 041016rusf123No ratings yet
- 348410575GBDocument1 page348410575GBrusf123No ratings yet
- High-Temp Stainless ElectrodeDocument1 pageHigh-Temp Stainless Electroderusf123No ratings yet
- Utp A Dur 250Document1 pageUtp A Dur 250rusf123No ratings yet
- ABRASION RESISTANT MILD STEEL PLATE DURETAL 45Document2 pagesABRASION RESISTANT MILD STEEL PLATE DURETAL 45rusf123No ratings yet
- Doc 01 RO 20181023132955Document2 pagesDoc 01 RO 20181023132955rusf123No ratings yet
- T - Thermanit ATS 4 - Ss - en - 5Document1 pageT - Thermanit ATS 4 - Ss - en - 5rusf123No ratings yet
- VAUTID ASW 143 Engl 041016Document1 pageVAUTID ASW 143 Engl 041016rusf123No ratings yet
- Tipuri de UmpluturiDocument1 pageTipuri de Umpluturirusf123No ratings yet
- High Strength Steel Welding Wire for Cr-Ni-Mo AlloysDocument1 pageHigh Strength Steel Welding Wire for Cr-Ni-Mo Alloysrusf123No ratings yet
- Agillo Article Number: 3411320 Identify Number: 11017: Cordless ScytheDocument7 pagesAgillo Article Number: 3411320 Identify Number: 11017: Cordless Scytherusf123No ratings yet
- Voabulary Term DefinitionDocument3 pagesVoabulary Term Definitionrusf123No ratings yet
- Manual Cdi 3102Document56 pagesManual Cdi 3102rusf123No ratings yet
- Verification Statement: Air Liquide Welding France SAF-FRO BrandDocument2 pagesVerification Statement: Air Liquide Welding France SAF-FRO Brandrusf123No ratings yet
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- Type Approval Certificate: Lincoln Electric Europe B.VDocument1 pageType Approval Certificate: Lincoln Electric Europe B.Vrusf123No ratings yet
- ASME and AWS Welding Codes and Standards GuideDocument14 pagesASME and AWS Welding Codes and Standards Guiderusf123100% (1)
- Type Approval Certificate: Esab AbDocument1 pageType Approval Certificate: Esab Abrusf123No ratings yet
- Astrup+MDS+1 4418+QT900+v1,4Document1 pageAstrup+MDS+1 4418+QT900+v1,4rusf123No ratings yet
- European Welding New-StandardsDocument39 pagesEuropean Welding New-StandardsJOECOOL67100% (3)
- Ab87118 20CRDocument3 pagesAb87118 20CRrusf123No ratings yet
- Tabel Euronormen ENG PDFDocument1 pageTabel Euronormen ENG PDFFadzil NorNo ratings yet
- Ab87118 1CRDocument3 pagesAb87118 1CRrusf123No ratings yet
- TIPS On CUTTINGDocument8 pagesTIPS On CUTTINGrusf123No ratings yet
- 2016 Torch and Consumables Catalog: For Mechanized Plasma SystemsDocument52 pages2016 Torch and Consumables Catalog: For Mechanized Plasma Systemsrusf123No ratings yet
- Test For Welder QualificationsDocument1 pageTest For Welder Qualificationsrusf123No ratings yet
- BW DS-ParameterChart All-Positional Metal Cored W 1.2mm en PreviewDocument1 pageBW DS-ParameterChart All-Positional Metal Cored W 1.2mm en Previewrusf123No ratings yet
- 087 2017 en GL Sales Brief WebDocument2 pages087 2017 en GL Sales Brief Webrusf123No ratings yet
- Simply Put - ENT EAR LECTURE NOTESDocument48 pagesSimply Put - ENT EAR LECTURE NOTESCedric KyekyeNo ratings yet
- Difference Between Text and Discourse: The Agent FactorDocument4 pagesDifference Between Text and Discourse: The Agent FactorBenjamin Paner100% (1)
- House Rules For Jforce: Penalties (First Offence/Minor Offense) Penalties (First Offence/Major Offence)Document4 pagesHouse Rules For Jforce: Penalties (First Offence/Minor Offense) Penalties (First Offence/Major Offence)Raphael Eyitayor TyNo ratings yet
- UTP3-SW04-TP60 Datasheet VER2.0Document2 pagesUTP3-SW04-TP60 Datasheet VER2.0Ricardo TitoNo ratings yet
- Kami Export - BuildingtheTranscontinentalRailroadWEBQUESTUsesQRCodes-1Document3 pagesKami Export - BuildingtheTranscontinentalRailroadWEBQUESTUsesQRCodes-1Anna HattenNo ratings yet
- Game Rules PDFDocument12 pagesGame Rules PDFEric WaddellNo ratings yet
- AATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsDocument3 pagesAATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsAdrian CNo ratings yet
- Mazda Fn4A-El 4 Speed Ford 4F27E 4 Speed Fnr5 5 SpeedDocument5 pagesMazda Fn4A-El 4 Speed Ford 4F27E 4 Speed Fnr5 5 SpeedAnderson LodiNo ratings yet
- Polytechnic University Management Services ExamDocument16 pagesPolytechnic University Management Services ExamBeverlene BatiNo ratings yet
- 50 Years of Teaching PianoDocument122 pages50 Years of Teaching PianoMyklan100% (35)
- 2023-Physics-Informed Radial Basis Network (PIRBN) A LocalDocument41 pages2023-Physics-Informed Radial Basis Network (PIRBN) A LocalmaycvcNo ratings yet
- Passenger E-Ticket: Booking DetailsDocument1 pagePassenger E-Ticket: Booking Detailsvarun.agarwalNo ratings yet
- Marshal HMA Mixture Design ExampleDocument2 pagesMarshal HMA Mixture Design ExampleTewodros TadesseNo ratings yet
- GLF550 Normal ChecklistDocument5 pagesGLF550 Normal ChecklistPetar RadovićNo ratings yet
- KSEB Liable to Pay Compensation for Son's Electrocution: Kerala HC CaseDocument18 pagesKSEB Liable to Pay Compensation for Son's Electrocution: Kerala HC CaseAkhila.ENo ratings yet
- Accomplishment Report 2021-2022Document45 pagesAccomplishment Report 2021-2022Emmanuel Ivan GarganeraNo ratings yet
- Catalogoclevite PDFDocument6 pagesCatalogoclevite PDFDomingo YañezNo ratings yet
- TDS Sibelite M3000 M4000 M6000 PDFDocument2 pagesTDS Sibelite M3000 M4000 M6000 PDFLe PhongNo ratings yet
- GROSS DOMESTIC PRODUCT STATISTICS (Report) - Powerpoint PresentationDocument37 pagesGROSS DOMESTIC PRODUCT STATISTICS (Report) - Powerpoint PresentationCyryhl GutlayNo ratings yet
- Important Instructions To Examiners:: Calculate The Number of Address Lines Required To Access 16 KB ROMDocument17 pagesImportant Instructions To Examiners:: Calculate The Number of Address Lines Required To Access 16 KB ROMC052 Diksha PawarNo ratings yet
- Case 5Document1 pageCase 5Czan ShakyaNo ratings yet
- Briana SmithDocument3 pagesBriana SmithAbdul Rafay Ali KhanNo ratings yet
- Additional Help With OSCOLA Style GuidelinesDocument26 pagesAdditional Help With OSCOLA Style GuidelinesThabooNo ratings yet
- ServiceDocument47 pagesServiceMarko KoširNo ratings yet
- MODULE+4+ +Continuous+Probability+Distributions+2022+Document41 pagesMODULE+4+ +Continuous+Probability+Distributions+2022+Hemis ResdNo ratings yet
- Resume of Deliagonzalez34 - 1Document2 pagesResume of Deliagonzalez34 - 1api-24443855No ratings yet
- NLL - Elementary - Coursebook 2019 PDFDocument24 pagesNLL - Elementary - Coursebook 2019 PDFgilmolto100% (1)
- Rishte ki baat SMS messages collectionDocument108 pagesRishte ki baat SMS messages collectionTushar AggarwalNo ratings yet
- Ir35 For Freelancers by YunojunoDocument17 pagesIr35 For Freelancers by YunojunoOlaf RazzoliNo ratings yet
- DIN Flange Dimensions PDFDocument1 pageDIN Flange Dimensions PDFrasel.sheikh5000158No ratings yet