You might also like
- 1 PBDocument8 pages1 PBRogger Jefferson Miranda HerreraNo ratings yet
- Flotacion 2018 Ernesto Vizcardo CornejoDocument17 pagesFlotacion 2018 Ernesto Vizcardo CornejoLuis Katsumoto Huere AnayaNo ratings yet
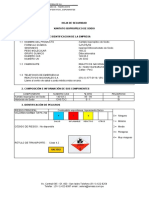
- MSDS Xantato de SodioDocument5 pagesMSDS Xantato de SodioCristian JhonNo ratings yet
- Flotación PPT - EspumantesDocument12 pagesFlotación PPT - EspumantesCRISTHIAN NUÑEZ LIMACHENo ratings yet
- Amalgamación Hidrometalurgia Del ORODocument27 pagesAmalgamación Hidrometalurgia Del OROWill070707No ratings yet
- Tratamiento de Los Minerales Refractarios de Oro y PlataDocument6 pagesTratamiento de Los Minerales Refractarios de Oro y PlataYuniorsil17No ratings yet
- Concentración gravimétrica: jigs y separadoresDocument42 pagesConcentración gravimétrica: jigs y separadoresLuis Miguel Quispe BravoNo ratings yet
- Molienda de Minerales - Informe Práctica 4Document10 pagesMolienda de Minerales - Informe Práctica 4OrlandoNo ratings yet
- Concentración GravimétricaDocument35 pagesConcentración GravimétricaJulio TampaNo ratings yet
- Reporte de Practica Lixiviacion Dinamica de Oro y PlataDocument8 pagesReporte de Practica Lixiviacion Dinamica de Oro y Plataespirilo1659No ratings yet
- Laboratorio N°CIANURACION DE MINERALES AURIFEROS EN COLUMNASDocument15 pagesLaboratorio N°CIANURACION DE MINERALES AURIFEROS EN COLUMNASBryan Rodrigo Tapara FloresNo ratings yet
- Concentración en espirales: introducción a sus características y aplicacionesDocument30 pagesConcentración en espirales: introducción a sus características y aplicacionesThonho Quisbert PerezNo ratings yet
- Metalurgia RodioDocument16 pagesMetalurgia RodioMatemática FísicaNo ratings yet
- Informe COLADA EN FRIODocument11 pagesInforme COLADA EN FRIOJunior Anderson Tinoco FaleroNo ratings yet
- BALANCE METALURGICO 3 - 4 ProductosDocument10 pagesBALANCE METALURGICO 3 - 4 ProductosLENIN GAMARRANo ratings yet
- Taller: Minería Del OroDocument5 pagesTaller: Minería Del OroNestorSantaNo ratings yet
- Lmet3362 2titolDocument16 pagesLmet3362 2titolLuis Amadeo Tito Soto100% (1)
- Amalgamacion de MineralesDocument10 pagesAmalgamacion de MineralesNanny Alpaca ValdiviaNo ratings yet
- Caracterización de partículasDocument43 pagesCaracterización de partículasMilagros AnchapuriNo ratings yet
- Proceso de Flotacion de EstañoDocument3 pagesProceso de Flotacion de EstañoducoviNo ratings yet
- CEMENTACIONDocument31 pagesCEMENTACIONSantiago ProañoNo ratings yet
- Cianicidas-Hidro 2Document19 pagesCianicidas-Hidro 2Juan Diego Falcon ChuraNo ratings yet
- Efecto Del Agua de Mar en La Flotación de Cobre y Oro en Presencia de BentonitaDocument20 pagesEfecto Del Agua de Mar en La Flotación de Cobre y Oro en Presencia de BentonitaronnyNo ratings yet
- Asignacion 6Document16 pagesAsignacion 6CRISTHIAN SANTOS FLORES LUQUENo ratings yet
- Refinacion Del PBDocument4 pagesRefinacion Del PBFranklin Roosevelt Gonzalo RojasNo ratings yet
- IMalsoyeDocument123 pagesIMalsoyeJack Ramos CoronadoNo ratings yet
- CuestionarioDocument5 pagesCuestionarioMichael Alexander Baltazar CondorNo ratings yet
- Introducción a la pirometalurgia: procesos y etapas claveDocument12 pagesIntroducción a la pirometalurgia: procesos y etapas claverikocar_17No ratings yet
- Avimetrica PDFDocument107 pagesAvimetrica PDFisabela0230% (1)
- ProcesoCianuraciónOroCerroRicoDocument8 pagesProcesoCianuraciónOroCerroRicoFrankulloa31No ratings yet
- Unidad 2 PirometalurgiaDocument57 pagesUnidad 2 PirometalurgiaJuan Manuel Uceda PérezNo ratings yet
- Cuestionario NoyosDocument7 pagesCuestionario NoyosJhoel CRNo ratings yet
- GrupalDocument22 pagesGrupalFrancisco CJNo ratings yet
- Cianuracion en BotellaDocument17 pagesCianuracion en Botellajesica31No ratings yet
- Aglomeración y Calcinación de MineralesDocument20 pagesAglomeración y Calcinación de MineralesCocoman Seba CuentasNo ratings yet
- Concentrado Gravimétrico de Oro GruesoDocument15 pagesConcentrado Gravimétrico de Oro GruesoAnonymous 9nMcJe8cNo ratings yet
- Curva de partición de un clasificadorDocument7 pagesCurva de partición de un clasificadorOliviet Wilfredo Roca CuyubambaNo ratings yet
- Absorcion Planta Cic - Parte 1Document165 pagesAbsorcion Planta Cic - Parte 1Anonymous szhkKL100% (2)
- Flotación fluorita colectoresDocument3 pagesFlotación fluorita colectoresChelo PeraltaNo ratings yet
- Conc. Ii - 8 Flotacion de Sulfuros MetálicosDocument50 pagesConc. Ii - 8 Flotacion de Sulfuros MetálicosLean LQNo ratings yet
- Electrorefinacion de MolibdenoDocument19 pagesElectrorefinacion de MolibdenoCamila Ludeña RiveraNo ratings yet
- Fundamentos de La Lixiviación 13-07-20Document28 pagesFundamentos de La Lixiviación 13-07-20Jorge Burgos IbañezNo ratings yet
- Lab 4 Lixiviacion de CuDocument8 pagesLab 4 Lixiviacion de CuAna Luisa Garnica SalgadoNo ratings yet
- Adsorcion de Oro Con Carbon ActivadoDocument33 pagesAdsorcion de Oro Con Carbon ActivadoJackson TapiaNo ratings yet
- Estequiometria en El Alto Horno - Clase 8Document6 pagesEstequiometria en El Alto Horno - Clase 8Will070707No ratings yet
- Fundición en horno cubiloteDocument13 pagesFundición en horno cubiloteAbel AvalosNo ratings yet
- Curso Transporte y ApilamientoDocument29 pagesCurso Transporte y ApilamientoFabian HurtadoNo ratings yet
- Tarea Laboratorio 11Document13 pagesTarea Laboratorio 11Maria TomayaNo ratings yet
- Fisicoquímica de La Cianuración Del OroDocument12 pagesFisicoquímica de La Cianuración Del OroSandroJavierTapiaSeverichNo ratings yet
- Cinética de flotación de mineralesDocument14 pagesCinética de flotación de mineralesOscar Jean Paul Sullca RomeroNo ratings yet
- EspesamientoDocument5 pagesEspesamientogabrielaNo ratings yet
- Lixiviacion de Mineral de Cobre..Document19 pagesLixiviacion de Mineral de Cobre..gurrenNo ratings yet
- PIRO III A. Zenteno Horno de Lecho FDocument13 pagesPIRO III A. Zenteno Horno de Lecho FAlvaro Arando GarciaNo ratings yet
- Reactivos de Flotacion2019 PDFDocument39 pagesReactivos de Flotacion2019 PDFWualter Arce FloresNo ratings yet
- Concentración GravimétricaDocument29 pagesConcentración GravimétricaMaicol VargNo ratings yet
- Informe de HuariDocument9 pagesInforme de HuariAlexandra ArroyoNo ratings yet
- Unidad 8Document10 pagesUnidad 8Mauricio De La Cruz Valerio Soira100% (1)
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaFrom EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNo ratings yet
- Aglomeración ExpoDocument31 pagesAglomeración ExpoYesenia Felix33% (3)
- Procesamiento Del Mineral de Hierro para El Alto HornoDocument15 pagesProcesamiento Del Mineral de Hierro para El Alto HornoquobadiNo ratings yet
- Diseño de Comparación SimpleDocument29 pagesDiseño de Comparación SimpleRamiro SIUCE BONIFACIONo ratings yet
- Zarandas de Alta FrecuenciaDocument43 pagesZarandas de Alta FrecuenciaRamiro SIUCE BONIFACIO0% (1)
- Diseño de Comparación SimpleDocument29 pagesDiseño de Comparación SimpleRamiro SIUCE BONIFACIONo ratings yet
- Procesos Hidrometalúrgicos: Lixiviación y Recuperación de MetalesDocument31 pagesProcesos Hidrometalúrgicos: Lixiviación y Recuperación de MetalesRamiro SIUCE BONIFACIONo ratings yet
- Procedimientos para Pruebas de LaboratorioDocument6 pagesProcedimientos para Pruebas de LaboratorioRamiro SIUCE BONIFACIONo ratings yet
- Maquinaria para Deformacion en FrioDocument26 pagesMaquinaria para Deformacion en FrioRamiro SIUCE BONIFACIONo ratings yet
- Procesos Hidrometalúrgicos: Lixiviación y Recuperación de MetalesDocument31 pagesProcesos Hidrometalúrgicos: Lixiviación y Recuperación de MetalesRamiro SIUCE BONIFACIONo ratings yet
- Balance Por NodosDocument9 pagesBalance Por NodosJesus Noel Mendoza VenturaNo ratings yet
- Diseño de reactores de lixiviación y bateas para procesamiento de mineralesDocument74 pagesDiseño de reactores de lixiviación y bateas para procesamiento de mineralesRamiro SIUCE BONIFACIO67% (3)
- Union Entre PiezasDocument61 pagesUnion Entre PiezasRamiro SIUCE BONIFACIONo ratings yet
- Procedimientos para Pruebas de LaboratorioDocument6 pagesProcedimientos para Pruebas de LaboratorioRamiro SIUCE BONIFACIONo ratings yet
- Faja TransportadoraDocument76 pagesFaja TransportadoraRamiro SIUCE BONIFACIO100% (2)
- Dosificación de ReactivosDocument5 pagesDosificación de ReactivosRamiro SIUCE BONIFACIO100% (1)
- Union Entre PiezasDocument61 pagesUnion Entre PiezasRamiro SIUCE BONIFACIONo ratings yet
- ELECTROOBTENCIONDocument35 pagesELECTROOBTENCIONtania0% (1)
- MuestreoDocument48 pagesMuestreoRamiro SIUCE BONIFACIONo ratings yet
- AceracionDocument34 pagesAceracionRamiro SIUCE BONIFACIONo ratings yet
- Diseno de Fajas TransportadorasDocument10 pagesDiseno de Fajas TransportadorasRamiro SIUCE BONIFACIONo ratings yet
- Dimensionamiento de Molinos IndustrialesDocument69 pagesDimensionamiento de Molinos IndustrialesRamiro SIUCE BONIFACIONo ratings yet
- Mineralogia DescriptivaDocument36 pagesMineralogia DescriptivaRamiro SIUCE BONIFACIONo ratings yet
- Dimensionamiento de Pilas de Lixiviación-PracticoDocument41 pagesDimensionamiento de Pilas de Lixiviación-PracticoRamiro SIUCE BONIFACIONo ratings yet
- Almacenamiento de MineralesDocument23 pagesAlmacenamiento de MineralesRamiro SIUCE BONIFACIO100% (7)
- Dimensionamiento de CiclonesDocument42 pagesDimensionamiento de CiclonesRamiro SIUCE BONIFACIONo ratings yet
- Dosificación de ReactivosDocument22 pagesDosificación de ReactivosRamiro SIUCE BONIFACIO83% (6)
- Balance de Materia en Los Bancos de FlotacionDocument12 pagesBalance de Materia en Los Bancos de FlotacionRamiro SIUCE BONIFACIONo ratings yet
- Selección Bombas Centrifugas para PulpasDocument65 pagesSelección Bombas Centrifugas para PulpasRamiro SIUCE BONIFACIO50% (2)
- Dimensionamiento de Celdas de FlotacionDocument43 pagesDimensionamiento de Celdas de FlotacionRamiro SIUCE BONIFACIO100% (8)
- Balance de Materias en Circuitos de Flotacion ComplejosDocument31 pagesBalance de Materias en Circuitos de Flotacion ComplejosRamiro SIUCE BONIFACIO100% (1)
- Diseño de Cedazos Vibratorios de ClasificacionDocument51 pagesDiseño de Cedazos Vibratorios de ClasificacionRamiro SIUCE BONIFACIO100% (1)
- Inst - Electricas Clase 3Document57 pagesInst - Electricas Clase 3luis100% (1)
- Diseno de Concreto Armado de Un Edificio de 3 PisosDocument154 pagesDiseno de Concreto Armado de Un Edificio de 3 Pisosbrenda hernandezNo ratings yet
- Exposicion Jueves Mi ParteDocument29 pagesExposicion Jueves Mi ParteRodrigo Vargas CáceresNo ratings yet
- Medidas Electricas InformeDocument2 pagesMedidas Electricas InformeOnly BoxNo ratings yet
- Componentes de La Albañileria Armada en Las Construcciones de ViviendasDocument19 pagesComponentes de La Albañileria Armada en Las Construcciones de ViviendasJorge Luis Zamora CubasNo ratings yet
- Módulo Solar Fotovoltaico: A-Xxxm GsDocument2 pagesMódulo Solar Fotovoltaico: A-Xxxm GsRicardo Ernesto Zapata CaroNo ratings yet
- Mano de ObraDocument8 pagesMano de Obrae-caribbean77% (22)
- Calzaduras y entibados: usos, clasificación y diseñoDocument23 pagesCalzaduras y entibados: usos, clasificación y diseñoAlex SalcedoNo ratings yet
- 4.ciclo RankineDocument5 pages4.ciclo RankineMauricio GlezNo ratings yet
- TornilleriaDocument51 pagesTornilleriaPepyto Zangre AzulNo ratings yet
- Tipificación de AcerosDocument40 pagesTipificación de AcerosJuan Pablo GutiérrezNo ratings yet
- Protocolo prueba puesta tierraDocument3 pagesProtocolo prueba puesta tierraOsvaldo TorresNo ratings yet
- Energía de DeformaciónDocument12 pagesEnergía de DeformaciónLinda Tarrillo VergaraNo ratings yet
- Apunte de PulvimetalurgiaDocument18 pagesApunte de PulvimetalurgiaRafael Edgardo RamosNo ratings yet
- Calorimetria 2Document1 pageCalorimetria 2Roberto RicraNo ratings yet
- Informe Supervisión Comisaría PNP MataraDocument4 pagesInforme Supervisión Comisaría PNP MataraElmer Diaz TelloNo ratings yet
- Practica 3 Concreto Ii UsmpDocument6 pagesPractica 3 Concreto Ii UsmpLizeth SurcoNo ratings yet
- PuentesDocument25 pagesPuentesdavidNo ratings yet
- Unidad 1,2 Ciclo de Refrigeracion Por La Compresion de UnDocument30 pagesUnidad 1,2 Ciclo de Refrigeracion Por La Compresion de UnArmando CotaNo ratings yet
- Cálculo de vigas laminadas IPE300Document3 pagesCálculo de vigas laminadas IPE300TOVAR NIETO MAIRA ZIMENANo ratings yet
- Martin - Sprockets Martin de Ingenieria Martin Engineered Class SprocketsDocument16 pagesMartin - Sprockets Martin de Ingenieria Martin Engineered Class SprocketsAsdi YansyahNo ratings yet
- Cálculo de MonobloquesDocument7 pagesCálculo de MonobloquesFrancisco MackinnonNo ratings yet
- Porta Bandejas UnifastDocument6 pagesPorta Bandejas Unifast8cesar5No ratings yet
- Tomorrow's HouseDocument63 pagesTomorrow's HouseEunice Garcia GNo ratings yet
- A.C.U. PtarDocument49 pagesA.C.U. PtarCOSULTORIA PPNo ratings yet
- Tarea N 1 Resistencia de MaterialesDocument12 pagesTarea N 1 Resistencia de MaterialesAlonso Apaza huacacNo ratings yet
- Astm d2000Document11 pagesAstm d2000Rory HillNo ratings yet
- 132 Claudio Cortes Castro - Catalogo (1) 132Document8 pages132 Claudio Cortes Castro - Catalogo (1) 132auroraNo ratings yet
- Drywall Info DiaposDocument6 pagesDrywall Info DiaposEstefanny JackelinNo ratings yet
- Cuadro de Acabados GeneralDocument3 pagesCuadro de Acabados GeneralCamila PérezNo ratings yet