You might also like
- Trivalent Chromates FAQDocument3 pagesTrivalent Chromates FAQfastenersworldNo ratings yet
- Zinc Nickel PlatingDocument1 pageZinc Nickel PlatingSiripongTNo ratings yet
- Material Finish GuideDocument3 pagesMaterial Finish GuideAng Tiong WeeNo ratings yet
- Material Finish GuideDocument7 pagesMaterial Finish GuideRomie CubalNo ratings yet
- W7 304E Plating Lines MontageDocument9 pagesW7 304E Plating Lines MontageAnonymous wtK1AZBi100% (1)
- Advantages of Coal Tar EpoxiesDocument2 pagesAdvantages of Coal Tar EpoxiesJerry HewNo ratings yet
- TDS T-Pro 000 EngDocument3 pagesTDS T-Pro 000 Engbhavinmehta9999No ratings yet
- Trivalent Passivation SystemsDocument2 pagesTrivalent Passivation SystemskarthegreNo ratings yet
- Seven Tank ProcessDocument4 pagesSeven Tank Processbhaveshbhoi100% (3)
- Evers Lik 1201 TdsDocument2 pagesEvers Lik 1201 TdschristianNo ratings yet
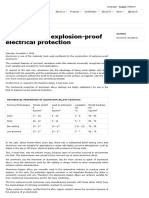
- Aluminium in Explosion-Proof Electrical Protection - Cortem GroupDocument3 pagesAluminium in Explosion-Proof Electrical Protection - Cortem GroupGIOVANNI HUMMELNo ratings yet
- Interpon Anticorrosion Primers Brochure - UkDocument12 pagesInterpon Anticorrosion Primers Brochure - UkSlaviša AleksićNo ratings yet
- 311 Hansen Zinc PlatingDocument2 pages311 Hansen Zinc PlatingSurendra KamalNo ratings yet
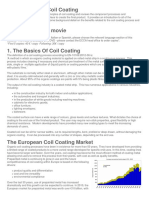
- Introduction To Coil CoatingDocument10 pagesIntroduction To Coil CoatingcuongdcNo ratings yet
- Chemical Resistance Guide For Valves: March 25, 2010Document11 pagesChemical Resistance Guide For Valves: March 25, 2010akramhomriNo ratings yet
- Interseal 670HDocument2 pagesInterseal 670Hmadmax_mfpNo ratings yet
- Recoatable Epoxy Systems For Maintenance and New Construction Recoatable Epoxy Systems For Maintenance and New ConstructionDocument8 pagesRecoatable Epoxy Systems For Maintenance and New Construction Recoatable Epoxy Systems For Maintenance and New ConstructionengindmecNo ratings yet
- Anodizing GuideDocument18 pagesAnodizing Guiden4alpacaNo ratings yet
- Grating FRP Australia CatalogueDocument30 pagesGrating FRP Australia CataloguethailanNo ratings yet
- Coating Din4762Document10 pagesCoating Din4762motiNo ratings yet
- Ball Valve TJ (21 Sep 16)Document24 pagesBall Valve TJ (21 Sep 16)TeukuJoharNo ratings yet
- RS PRO 10kΩ Carbon Film Resistor 0.25W ±5%: FeaturesDocument6 pagesRS PRO 10kΩ Carbon Film Resistor 0.25W ±5%: FeatureslodapaveNo ratings yet
- 00 B053 PC SigmaCoverDocument8 pages00 B053 PC SigmaCoverRoberto_PrrNo ratings yet
- Clevis Pipe Hangers, Supports and Accessories: Vogel NootDocument18 pagesClevis Pipe Hangers, Supports and Accessories: Vogel NootVIVEK MAHAJANNo ratings yet
- Evers Lik 1301 TdsDocument2 pagesEvers Lik 1301 TdschristianNo ratings yet
- Supreme Technology 2-Zinc Alloy&ZincDocument6 pagesSupreme Technology 2-Zinc Alloy&ZincTran Duong QuangNo ratings yet
- Material SelectionDocument5 pagesMaterial SelectionJEDSADAPORN SOPHONNo ratings yet
- Chemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpDocument13 pagesChemical Resistance Guide For Valves: Val-Matic Valve and Manufacturing CorpEdinsonNo ratings yet
- (Good) ChemicalResistanceGuide - Many SealsDocument13 pages(Good) ChemicalResistanceGuide - Many SealscrystaltanNo ratings yet
- RS PRO 1kΩ Carbon Film Resistor 0.25W ±5%: FeaturesDocument5 pagesRS PRO 1kΩ Carbon Film Resistor 0.25W ±5%: FeatureslodapaveNo ratings yet
- Arcoplate BrouchureDocument112 pagesArcoplate BrouchureMohammad AdilNo ratings yet
- Usi SectionaleDocument18 pagesUsi SectionaleFlorian MihaleNo ratings yet
- PPG CatalogDocument332 pagesPPG Catalogdancas01100% (1)
- Brochure AluPeb EnglishDocument8 pagesBrochure AluPeb EnglishThi PhamNo ratings yet
- Dokumen - Tips Electropolishing-58620fe2d578eDocument9 pagesDokumen - Tips Electropolishing-58620fe2d578eSy Nguyen VietNo ratings yet
- Electroless PlatingDocument4 pagesElectroless PlatingFeer PowersNo ratings yet
- How Does Galvanizing Protect Steel From Corrosion?Document12 pagesHow Does Galvanizing Protect Steel From Corrosion?jnshreyNo ratings yet
- Pipeclad Product Brochure Sherwin Williams EnglishDocument12 pagesPipeclad Product Brochure Sherwin Williams EnglishCésarNo ratings yet
- Surface FinishesDocument8 pagesSurface FinishesasritaipNo ratings yet
- TricoBondSpecSheet 2Document2 pagesTricoBondSpecSheet 2David HoffmanNo ratings yet
- ISSF The Salt Spray Test and Its Use in Ranking Stainless SteelsDocument20 pagesISSF The Salt Spray Test and Its Use in Ranking Stainless Steelstwinkle_twinkleNo ratings yet
- Interseal 670HS+Br+EngDocument2 pagesInterseal 670HS+Br+Engrajauae2008100% (1)
- EcoShield VpCI 380 PRDocument3 pagesEcoShield VpCI 380 PRdalt.guniNo ratings yet
- Part Preparation Processes and Equipment 23: RON HosphateDocument2 pagesPart Preparation Processes and Equipment 23: RON Hosphatebmittal30No ratings yet
- Part Preparation Processes and Equipment 23: RON HosphateDocument2 pagesPart Preparation Processes and Equipment 23: RON Hosphatebmittal30No ratings yet
- Painting & Coating-1Document17 pagesPainting & Coating-1sattanathan07100% (10)
- Coating QaDocument17 pagesCoating Qasbmmla100% (9)
- Interseal 670HS BR Eng PDFDocument2 pagesInterseal 670HS BR Eng PDFandreaju2013No ratings yet
- Engineering MaterialsDocument46 pagesEngineering MaterialsAdil FarooqNo ratings yet
- Eurapipe Abs Design ManualDocument60 pagesEurapipe Abs Design ManualMatthew ButlerNo ratings yet
- Loctite GuideDocument10 pagesLoctite GuideChuckNo ratings yet
- Fireproofing Brochure (US)Document8 pagesFireproofing Brochure (US)Ramesh PrabhakarNo ratings yet
- Anode NhomDocument8 pagesAnode NhomNguyen Khac PhuongNo ratings yet
- DacrometDocument6 pagesDacrometPeter MangalukiNo ratings yet
- Hand Book For Steel Structure Quality Control on SiteFrom EverandHand Book For Steel Structure Quality Control on SiteNo ratings yet
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Sprab 88Document10 pagesSprab 88nimeshchanchaniNo ratings yet
- Lubrification Soaps SSDocument12 pagesLubrification Soaps SSnimeshchanchaniNo ratings yet
- EML2322L-Drilling and Milling Speeds and FeedsDocument9 pagesEML2322L-Drilling and Milling Speeds and Feedsjromero_rpgNo ratings yet
- HeatTreatingDataEBook 2011Document115 pagesHeatTreatingDataEBook 2011mario fisgaNo ratings yet
- Stainless SteelDocument12 pagesStainless SteelnimeshchanchaniNo ratings yet
- Banilit Coating PDFDocument76 pagesBanilit Coating PDFFernando Tapia GibsonNo ratings yet
- Wire DrawingDocument47 pagesWire DrawingKamlesh Kumar100% (3)
- IPS Catalog 2016 ExtDocument57 pagesIPS Catalog 2016 ExtMiguel CbNo ratings yet
- Atlas Engineering Metals HandbookDocument136 pagesAtlas Engineering Metals HandbookMatt KurtzeNo ratings yet
- Technical Center 1Document3 pagesTechnical Center 1nimeshchanchaniNo ratings yet
- PDF RR Grade Sep ProjectsDocument46 pagesPDF RR Grade Sep ProjectsjunqiangdongNo ratings yet
- Ramrajya 2025Document39 pagesRamrajya 2025maxabs121No ratings yet
- Transportation Engineering Unit I Part I CTLPDocument60 pagesTransportation Engineering Unit I Part I CTLPMadhu Ane NenuNo ratings yet
- Macro Economics A2 Level Notes Book PDFDocument33 pagesMacro Economics A2 Level Notes Book PDFMustafa Bilal50% (2)
- KVM Architecture OverviewDocument15 pagesKVM Architecture Overviewdattbbk1No ratings yet
- AppendixA LaplaceDocument12 pagesAppendixA LaplaceSunny SunNo ratings yet
- Engineering ChemistryDocument21 pagesEngineering Chemistryjai kumarNo ratings yet
- 127 Bba-204Document3 pages127 Bba-204Ghanshyam SharmaNo ratings yet
- CP R80.10 Installation and Upgrade GuideDocument246 pagesCP R80.10 Installation and Upgrade GuideAlejandro OrtìzNo ratings yet
- GlobalDocument24 pagesGloballaleye_olumideNo ratings yet
- Chapter 5 - Shear and Diagonal Tension On Beams PDFDocument55 pagesChapter 5 - Shear and Diagonal Tension On Beams PDFJhe Taguines100% (1)
- Antibiotic I and II HWDocument4 pagesAntibiotic I and II HWAsma AhmedNo ratings yet
- Article On Role of Cyberspace in Geopolitics-PegasusDocument5 pagesArticle On Role of Cyberspace in Geopolitics-PegasusIJRASETPublicationsNo ratings yet
- Comparison of Offline and Online Partial Discharge For Large Mot PDFDocument4 pagesComparison of Offline and Online Partial Discharge For Large Mot PDFcubarturNo ratings yet
- CivilCAD2014 English Rev1Document443 pagesCivilCAD2014 English Rev1Nathan BisNo ratings yet
- Homework 1 Tarea 1Document11 pagesHomework 1 Tarea 1Anette Wendy Quipo Kancha100% (1)
- Cuerpos Extraños Origen FDADocument30 pagesCuerpos Extraños Origen FDALuis GallegosNo ratings yet
- France 10-Day ItineraryDocument3 pagesFrance 10-Day ItineraryYou goabroadNo ratings yet
- CFA L1 Ethics Questions and AnswersDocument94 pagesCFA L1 Ethics Questions and AnswersMaulik PatelNo ratings yet
- Smarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFDocument629 pagesSmarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFaggarwalakanksha100% (2)
- What Is An InfographicDocument4 pagesWhat Is An InfographicAryaaaNo ratings yet
- Writofsummons ForrevisionpurposesonlyDocument7 pagesWritofsummons ForrevisionpurposesonlyNuur KhaliilahNo ratings yet
- Material List Summary-WaptechDocument5 pagesMaterial List Summary-WaptechMarko AnticNo ratings yet
- 4th Conference ParticipantsDocument14 pages4th Conference ParticipantsmaxNo ratings yet
- Sample Heat Sheets June 2007Document63 pagesSample Heat Sheets June 2007Nesuui MontejoNo ratings yet
- Analysis of Mozarts k.475Document2 pagesAnalysis of Mozarts k.475ASPASIA FRAGKOUNo ratings yet
- SITXWHS001 - Participate in Safe Work Practices Student GuideDocument42 pagesSITXWHS001 - Participate in Safe Work Practices Student GuideMarianne FernandoNo ratings yet
- 04 10 ALINT DatasheetDocument2 pages04 10 ALINT DatasheetJoakim LangletNo ratings yet
- CHECK - Chapter 11 TCD AnswersDocument6 pagesCHECK - Chapter 11 TCD AnswersbonolomphaNo ratings yet
- CP AssignmentDocument5 pagesCP AssignmentMSSM EngineeringNo ratings yet