You might also like
- Expendable Mold CastingDocument18 pagesExpendable Mold CastingCheeragNo ratings yet
- Casting (Metalworking)Document9 pagesCasting (Metalworking)Bradley KenneyNo ratings yet
- Casting (Metalworking) : o o o o o o o o o o oDocument15 pagesCasting (Metalworking) : o o o o o o o o o o oketanNo ratings yet
- Casting (Metalworking) : Navigation SearchDocument26 pagesCasting (Metalworking) : Navigation SearchDion Satya GuntaraNo ratings yet
- Casting (Metalworking)Document53 pagesCasting (Metalworking)Ryan KuncoroNo ratings yet
- Casting Is A Manufacturing Process by Which A Liquid Material Is (Usually) Poured Into ADocument10 pagesCasting Is A Manufacturing Process by Which A Liquid Material Is (Usually) Poured Into Ajoella_bediaNo ratings yet
- Ceramic Slurry - An Overview - ScienceDirect TopicsDocument16 pagesCeramic Slurry - An Overview - ScienceDirect TopicsMusteizerNo ratings yet
- Mini ProjectDocument23 pagesMini Projectsujata kindoNo ratings yet
- CastingDocument4 pagesCastingVighnesh AmbetkarNo ratings yet
- Advancement in Casting TechnologyDocument44 pagesAdvancement in Casting TechnologyUddhav ArotheNo ratings yet
- Material-Data-Sheet FDB 2017 ENDocument2 pagesMaterial-Data-Sheet FDB 2017 ENʕ•ᴥ•ʔLucky mondayʕ•ᴥ•ʔNo ratings yet
- CastingDocument28 pagesCastingMD AFSHANNo ratings yet
- Different Types of Sand CastingDocument6 pagesDifferent Types of Sand CastingAlok NayakNo ratings yet
- Foundry Properties of Backing Sand: Some Engineering Studies and ImprovementsDocument5 pagesFoundry Properties of Backing Sand: Some Engineering Studies and ImprovementsAnudatt A. GowdaNo ratings yet
- Casting - Processes - and - Defects 1Document1 pageCasting - Processes - and - Defects 1Nunya ByznisNo ratings yet
- Different metal casting and forging processesDocument12 pagesDifferent metal casting and forging processesPj AndayaNo ratings yet
- CHAPTER 11 Metal Casting ProcessDocument47 pagesCHAPTER 11 Metal Casting Processabd altwierNo ratings yet
- Sand CastingDocument4 pagesSand CastingMuhammad MujtabaNo ratings yet
- Metal Casting Processes: Rizwan M. Gul NWFP UetDocument80 pagesMetal Casting Processes: Rizwan M. Gul NWFP Uetirum,No ratings yet
- Metal Casting Processes ExplainedDocument50 pagesMetal Casting Processes Explainedمحمد القدوميNo ratings yet
- Moulds in CastingDocument35 pagesMoulds in CastingSaurabh ThakurNo ratings yet
- Casting Series 3Document23 pagesCasting Series 3Janmayjoy Halder SwagataNo ratings yet
- Introduction To Casting ProcessesDocument11 pagesIntroduction To Casting Processesuvsing100% (2)
- Sand CastingDocument8 pagesSand CastingHaryad HewaNo ratings yet
- Casting 1Document15 pagesCasting 1Hoza EssamNo ratings yet
- Sand CastingDocument46 pagesSand Castingjimmy mlelwaNo ratings yet
- To Observe The Microscopic WorldDocument8 pagesTo Observe The Microscopic WorldRafael CastroNo ratings yet
- Utilization of Saw Dust in Cement Mortar Cement ConcreteDocument18 pagesUtilization of Saw Dust in Cement Mortar Cement Concretevignesh natarajanNo ratings yet
- Sand Moulding Sand Types, Cores, Machines: Hareesha N G Lecturer, Dept. of Aeronautical Engg, DSCE, Bangalore-78Document50 pagesSand Moulding Sand Types, Cores, Machines: Hareesha N G Lecturer, Dept. of Aeronautical Engg, DSCE, Bangalore-78upender100% (1)
- Various Types of CastingDocument146 pagesVarious Types of CastingKaushik SreenivasNo ratings yet
- ME 664 Lecture on Investment Casting and Microcasting ProcessesDocument21 pagesME 664 Lecture on Investment Casting and Microcasting ProcessesMayank GaurNo ratings yet
- Assignment IDocument23 pagesAssignment I016 ARUNACHALAM S R MNo ratings yet
- Sand MouldingDocument17 pagesSand MouldingbvbprasadNo ratings yet
- Manus Factus: Manufacturing Technology Production TechnologyDocument52 pagesManus Factus: Manufacturing Technology Production TechnologyrahulNo ratings yet
- Loose Piece Pattern CastingDocument29 pagesLoose Piece Pattern CastingshuklameNo ratings yet
- Critical Assessment of Green Sand Moulding ProcessesDocument9 pagesCritical Assessment of Green Sand Moulding ProcessesroshniNo ratings yet
- Assignment IDocument23 pagesAssignment I016 ARUNACHALAM S R MNo ratings yet
- SBP 3Document34 pagesSBP 340 Sai VenkatNo ratings yet
- Unit IDocument93 pagesUnit IKumar SubramanianNo ratings yet
- Conventional Manufacturing Process 20ME33 Module 01 Class 06Document10 pagesConventional Manufacturing Process 20ME33 Module 01 Class 06Vinayaka G PNo ratings yet
- Chapter 11-Metal Casting ProcessesDocument80 pagesChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiNo ratings yet
- Chapter 11-Casting IIDocument80 pagesChapter 11-Casting IIAli IqbalNo ratings yet
- Casting:-: Terms Related To Casting ProcessDocument55 pagesCasting:-: Terms Related To Casting ProcessAjay RohillaNo ratings yet
- Chapter 11-Casting IIDocument80 pagesChapter 11-Casting IIaff123051No ratings yet
- Casting Process Advantages and LimitationsDocument3 pagesCasting Process Advantages and LimitationsaNo ratings yet
- Casting Sand ReviewDocument7 pagesCasting Sand ReviewAlexis MarinNo ratings yet
- Table 1: Different Advantages and Disadvantage Between Process Type of Casting Process Complex Shapes Cost Dimension ProductionDocument1 pageTable 1: Different Advantages and Disadvantage Between Process Type of Casting Process Complex Shapes Cost Dimension Productionmuhd haziqNo ratings yet
- Casting Handout Explains Solidification Theory and MicrostructureDocument25 pagesCasting Handout Explains Solidification Theory and MicrostructureRenato GuerreroNo ratings yet
- Casting and Casting Processes: Prof. (DR.) Dalgobind Mahto 3/10/2015Document28 pagesCasting and Casting Processes: Prof. (DR.) Dalgobind Mahto 3/10/2015keethanNo ratings yet
- Having Object, CastingDocument16 pagesHaving Object, Casting1MV20ME008 Bharatha HSNo ratings yet
- Melting and Casting: Dr.S.N.AlamDocument6 pagesMelting and Casting: Dr.S.N.Alamsrujan baluNo ratings yet
- Casting and Powder Metallurgy Processes ExplainedDocument11 pagesCasting and Powder Metallurgy Processes ExplainedVisan NaiduNo ratings yet
- Casting: Six Factors Involved in CastingDocument21 pagesCasting: Six Factors Involved in CastingAmit KumarNo ratings yet
- 1 Sand Casting ProcessDocument50 pages1 Sand Casting ProcessMuhammad Ishaq100% (1)
- Foundry Shop ManualDocument14 pagesFoundry Shop ManualAprajitaNo ratings yet
- CastingDocument9 pagesCastingapi-3810665No ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- SAG - Scaffolding Works (Supported Type) NC IIDocument2 pagesSAG - Scaffolding Works (Supported Type) NC IICatherineNo ratings yet
- Memorandum: Kinglong Employees Multipurpose Cooperative Km.4, Brgy. Luna, Surigao CityDocument1 pageMemorandum: Kinglong Employees Multipurpose Cooperative Km.4, Brgy. Luna, Surigao CityCatherineNo ratings yet
- Lecture 2.Document11 pagesLecture 2.Shijumon KpNo ratings yet
- June 13-19, 2021: Sunday Absent Holiday Leave No DutyDocument4 pagesJune 13-19, 2021: Sunday Absent Holiday Leave No DutyCatherineNo ratings yet
- Property AlgorithmDocument2 pagesProperty AlgorithmPuviin VarmanNo ratings yet
- Concrete Platforms and Mounting Arrangements For Generator SystemsDocument2 pagesConcrete Platforms and Mounting Arrangements For Generator SystemsRobert V. AbrasaldoNo ratings yet
- Homework 6 Solutions Water and Air Thermodynamic Process TableDocument4 pagesHomework 6 Solutions Water and Air Thermodynamic Process TableCatherineNo ratings yet
- Work Pass From EstablishmentDocument1 pageWork Pass From EstablishmentCatherineNo ratings yet
- Problem Set 4, PS4 Due Wednesday May 26Document3 pagesProblem Set 4, PS4 Due Wednesday May 26CatherineNo ratings yet
- Determining Thermodynamic States: Mechanical Engineering 370 ThermodynamicsDocument8 pagesDetermining Thermodynamic States: Mechanical Engineering 370 ThermodynamicsMinahil AzeemNo ratings yet
- Linear InterpolationDocument2 pagesLinear InterpolationRickNo ratings yet
- Amendment Surigao AlphaDocument2 pagesAmendment Surigao AlphaCatherineNo ratings yet
- Antisol S® PDFDocument2 pagesAntisol S® PDFCatherineNo ratings yet
- Operation ManualDocument26 pagesOperation ManualCatherineNo ratings yet
- Property Tables and Charts (Si Units)Document50 pagesProperty Tables and Charts (Si Units)Q_TNo ratings yet
- Alpha Crushing Plant Production ProjectionDocument3 pagesAlpha Crushing Plant Production ProjectionCatherineNo ratings yet
- PipeWeldingHandbook PDFDocument32 pagesPipeWeldingHandbook PDFSid BouhaNo ratings yet
- Chapter 2 PDFDocument20 pagesChapter 2 PDFCatherineNo ratings yet
- 2nd ReportDocument1 page2nd ReportCatherineNo ratings yet
- Share SAMPLE-FORMAT-FOR-THE-REPORT-ON-JUNE-202020Document7 pagesShare SAMPLE-FORMAT-FOR-THE-REPORT-ON-JUNE-202020CatherineNo ratings yet
- Preliminary ReportDocument6 pagesPreliminary ReportCatherineNo ratings yet
- Concise for document on carbon monoxide propertiesDocument34 pagesConcise for document on carbon monoxide propertiesCatherineNo ratings yet
- Industri Toluene: Oleh: Kelompok Nama: 1) Sufi Awwaliyah 2) Tri Sintia Bella "Proses Industri Kimia" Kelas: 3KBDocument48 pagesIndustri Toluene: Oleh: Kelompok Nama: 1) Sufi Awwaliyah 2) Tri Sintia Bella "Proses Industri Kimia" Kelas: 3KBtri sintia bellaNo ratings yet
- QTY Unit Particulars: Alpha Stone CrusherDocument2 pagesQTY Unit Particulars: Alpha Stone CrusherCatherineNo ratings yet
- Organization and Designation For Technical Services Department (TSD)Document3 pagesOrganization and Designation For Technical Services Department (TSD)CatherineNo ratings yet
- Alpha Crushing Plant Production ProjectionDocument3 pagesAlpha Crushing Plant Production ProjectionCatherineNo ratings yet
- Sunday Absent Holiday Leave: Under ObservationDocument1 pageSunday Absent Holiday Leave: Under ObservationCatherineNo ratings yet
- Kinglong Employees Multipurpose Cooperative: Daily Operations List (Dol)Document2 pagesKinglong Employees Multipurpose Cooperative: Daily Operations List (Dol)CatherineNo ratings yet
- Preliminary ReportDocument6 pagesPreliminary ReportCatherineNo ratings yet
- 177 GlimmerDocument2 pages177 GlimmerCatherineNo ratings yet
- Green Methanol Production Process From Indirect CO2Document57 pagesGreen Methanol Production Process From Indirect CO2Melinda FischerNo ratings yet
- Guide 1 (19.10.2022)Document5 pagesGuide 1 (19.10.2022)Iyad AboissaNo ratings yet
- Nptel Ass MergedDocument97 pagesNptel Ass MergedshubhamNo ratings yet
- Combined Chlorine Dissipation Pipe Material, Water Quality, and Hydraulic EffectsDocument11 pagesCombined Chlorine Dissipation Pipe Material, Water Quality, and Hydraulic EffectsCharith JayawickramaNo ratings yet
- P&ID Diagram Explained: Piping and Instrumentation SymbolsDocument14 pagesP&ID Diagram Explained: Piping and Instrumentation SymbolsHaris AftabNo ratings yet
- Preventing Coal Stockpile FiresDocument6 pagesPreventing Coal Stockpile Firessathish kumarNo ratings yet
- Clarification in Water TreatmentDocument7 pagesClarification in Water TreatmentIsa musaNo ratings yet
- Temperature Cross in Shell and Tube Heat Exchanger - How and WhyDocument8 pagesTemperature Cross in Shell and Tube Heat Exchanger - How and Whyjesus_manrique2753No ratings yet
- Datasheet For Steel Grades Specialsteel 06Cr25Ni20Document3 pagesDatasheet For Steel Grades Specialsteel 06Cr25Ni20nagmech07No ratings yet
- Camarines Norte State College Chemistry ActivityDocument4 pagesCamarines Norte State College Chemistry ActivityNala, Vangie A.No ratings yet
- Case Study To Find Support Loads and Stresses Caused by Slug Flow Load by Static MethodDocument15 pagesCase Study To Find Support Loads and Stresses Caused by Slug Flow Load by Static MethodJafer SayedNo ratings yet
- Combustion Characteristics and Flame Stability at The Microscale A CFD Study of Premixed Methane or Air MixturesDocument12 pagesCombustion Characteristics and Flame Stability at The Microscale A CFD Study of Premixed Methane or Air MixturesHERDI SUTANTONo ratings yet
- HMT University Solved ProblemsDocument69 pagesHMT University Solved ProblemsRampage YTNo ratings yet
- Research Proposal TemplateDocument19 pagesResearch Proposal TemplateLim si yingNo ratings yet
- Anik Bhowmick AE20B102Document10 pagesAnik Bhowmick AE20B102anik bhowmickNo ratings yet
- P&ID. 30-Il-03700-Rev-0 PDFDocument1 pageP&ID. 30-Il-03700-Rev-0 PDFSteve WanNo ratings yet
- Gas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11ADocument4 pagesGas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11AĐình Sơn HoàngNo ratings yet
- Filtration Process OptimizationDocument90 pagesFiltration Process OptimizationSolomon DesalegnNo ratings yet
- Lamella ClarifierDocument3 pagesLamella ClarifierRamkiNo ratings yet
- Mechanisms1Document14 pagesMechanisms1Anthony Mafuta MayilameneNo ratings yet
- MBBR Design CalculationDocument5 pagesMBBR Design CalculationPANDIARAJ KARUPPATHEVARNo ratings yet
- Oxygen PlantDocument16 pagesOxygen PlantArsen GrigoryanNo ratings yet
- College engineering hydraulics problem setsDocument8 pagesCollege engineering hydraulics problem setsRia LauronNo ratings yet
- Slide #: NotesDocument6 pagesSlide #: NotesTonyo LinaNo ratings yet
- Pressure Drop Calculation for EvaporatorDocument5 pagesPressure Drop Calculation for EvaporatorCaleb FalcoteloNo ratings yet
- Lech 10994Document28 pagesLech 10994Deadly OopsNo ratings yet
- FV/FRV Series Throttle Valves/Throttle Check Valves: SymbolDocument2 pagesFV/FRV Series Throttle Valves/Throttle Check Valves: SymbolThyago de PaulaNo ratings yet
- Answer Key-H.w (2) - Oxidation Reduction Reaction-G11 PDFDocument3 pagesAnswer Key-H.w (2) - Oxidation Reduction Reaction-G11 PDFbedo lucyNo ratings yet
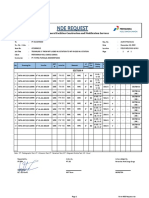
- Request NDT Section 4 TGL 16-12-2022Document1 pageRequest NDT Section 4 TGL 16-12-2022Ferdie OSNo ratings yet
- Result Interpretation - Packing Analysis (less than 40 charsDocument16 pagesResult Interpretation - Packing Analysis (less than 40 charsrobNo ratings yet