You might also like
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Third Quarter Examination Grade 9 RegularDocument6 pagesThird Quarter Examination Grade 9 RegularFelisa Andamon60% (5)
- 1.1 National Service Training Progam Geographic Hazards and Disaster Risk Profiles of The Philippines ReportDocument19 pages1.1 National Service Training Progam Geographic Hazards and Disaster Risk Profiles of The Philippines ReportDaryl Oseña100% (1)
- Steel Cleanliness PaperDocument34 pagesSteel Cleanliness PaperyanuarNo ratings yet
- Pile DriveabilityDocument11 pagesPile DriveabilityEmmanuel Fosteris100% (1)
- Properties of Alpha, Beta and Gamma.Document3 pagesProperties of Alpha, Beta and Gamma.Allen Raleigh TesoroNo ratings yet
- Landslides and SinkholesDocument50 pagesLandslides and SinkholesRafuncell Rivera100% (2)
- Sales Proposal 291KW Karachi Club Annex v1Document7 pagesSales Proposal 291KW Karachi Club Annex v1junaid ahmadNo ratings yet
- Rotary Kiln Handbook NEWDocument40 pagesRotary Kiln Handbook NEWweiningwuNo ratings yet
- The Reduction of Nickel From Low-Grade Nickel Laterite Ore Using A Solid-State Deoxidisation MethodDocument7 pagesThe Reduction of Nickel From Low-Grade Nickel Laterite Ore Using A Solid-State Deoxidisation Methodjeha kunramadiNo ratings yet
- Nurhidayah 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012130Document7 pagesNurhidayah 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012130Ayu Sekar TunjungNo ratings yet
- Effect of Heat Treatment On Phase Structure and Thermal Conductivity of A Copper-Infiltrated SteelDocument11 pagesEffect of Heat Treatment On Phase Structure and Thermal Conductivity of A Copper-Infiltrated SteelG DNo ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- 75.sundar RajuDocument5 pages75.sundar RajuTrishul SampathNo ratings yet
- Kumar 2015 IOP Conf. Ser. Mater. Sci. Eng. 75 012015Document10 pagesKumar 2015 IOP Conf. Ser. Mater. Sci. Eng. 75 012015Lau Jia MingNo ratings yet
- Surface & Coatings Technology: T. Hussain, D.G. Mccartney, P.H. ShipwayDocument7 pagesSurface & Coatings Technology: T. Hussain, D.G. Mccartney, P.H. ShipwayKewell LimNo ratings yet
- Effect of Industrial Process Parameters On Fishscale: Electrolux Italia ExperienceDocument7 pagesEffect of Industrial Process Parameters On Fishscale: Electrolux Italia ExperienceFarzad MoradiNo ratings yet
- 59 - 1 - Begic HadzipasicDocument10 pages59 - 1 - Begic HadzipasicGéssica PalaoroNo ratings yet
- Fabrication of End Quenched Machine: Hardenability EvaluationDocument8 pagesFabrication of End Quenched Machine: Hardenability EvaluationEdwinMedinaBejaranoNo ratings yet
- 1 Jfe Technical PDFDocument7 pages1 Jfe Technical PDFSiddharth ModiNo ratings yet
- Hot Metal Flow in The Blast Furnace Hearth ThermalDocument9 pagesHot Metal Flow in The Blast Furnace Hearth ThermalAlainIslasNo ratings yet
- Metallurgical Class OverviewDocument59 pagesMetallurgical Class OverviewsyedfarazshafeeqNo ratings yet
- Characterization of NanoMicro Size Copper Powder BDocument8 pagesCharacterization of NanoMicro Size Copper Powder BAndy MaravillaNo ratings yet
- Analysis On Clogging of Submerged Entry Nozzle in Continuous Casting of High Strength Steel With Rare EarthDocument10 pagesAnalysis On Clogging of Submerged Entry Nozzle in Continuous Casting of High Strength Steel With Rare EarthEvren ÇaprazNo ratings yet
- 2017-Miran - Casting - Technology - For - ODS - Steels - The - Internal - Oxidation - ApproachDocument7 pages2017-Miran - Casting - Technology - For - ODS - Steels - The - Internal - Oxidation - ApproachDavid Hernández EscobarNo ratings yet
- Influence of Selenium On The Internal Oxidation of Fe-Si-Al-C AlloyDocument6 pagesInfluence of Selenium On The Internal Oxidation of Fe-Si-Al-C Alloykrushna bansodeNo ratings yet
- Hook Crack in ERWDocument11 pagesHook Crack in ERWN TanejaNo ratings yet
- Ye 2018 IOP Conf. Ser. Earth Environ. Sci. 170 042085Document10 pagesYe 2018 IOP Conf. Ser. Earth Environ. Sci. 170 042085Srikanth SrikantiNo ratings yet
- Effect of Tempering Temperature and Time On StrengDocument11 pagesEffect of Tempering Temperature and Time On StrengMauri RangelNo ratings yet
- Characterisation of Transverse Cold Cracking in Weld Metal of A H PDFDocument300 pagesCharacterisation of Transverse Cold Cracking in Weld Metal of A H PDFcharanNo ratings yet
- Gonzalez 21399Document11 pagesGonzalez 21399Yogesh S Yogi SNo ratings yet
- Effect of Steel Composition and Slag ProDocument5 pagesEffect of Steel Composition and Slag ProAbhinandan ChatterjeeNo ratings yet
- Post-Mortem Ladle Shroud Analysis From The Casting of Al-Killed Steel: Microstructures and Origin of Alumina Clogging DepositsDocument15 pagesPost-Mortem Ladle Shroud Analysis From The Casting of Al-Killed Steel: Microstructures and Origin of Alumina Clogging DepositsCan ERTANNo ratings yet
- Pitting Corrosion Resistance of CA6NM and 410 Martensitic Stainless Steels in Various EnvironmentsDocument8 pagesPitting Corrosion Resistance of CA6NM and 410 Martensitic Stainless Steels in Various EnvironmentsAntonioNo ratings yet
- Kho Swinbourne10 mpm188 EAFDocument9 pagesKho Swinbourne10 mpm188 EAFRICCO LauwisNo ratings yet
- Manufacturing Process of Ductile Pipe Using Casting TechniqueDocument4 pagesManufacturing Process of Ductile Pipe Using Casting TechniqueUma KoduriNo ratings yet
- D0501 01-2231 PDFDocument10 pagesD0501 01-2231 PDFRoyal GemNo ratings yet
- An Explanation of Possible Damascus Steel Manufacturing Based On Duration of Transient Nucleate Boiling ProcessDocument7 pagesAn Explanation of Possible Damascus Steel Manufacturing Based On Duration of Transient Nucleate Boiling ProcessHX2No ratings yet
- Bainite Obtaining CIDocument6 pagesBainite Obtaining CIashokjkhannaNo ratings yet
- Corrosion Behavior of Plain Carbon Steels Under Different Heat Treatment Conditions in Freely Aerated 3.5% NaCl SolutionDocument62 pagesCorrosion Behavior of Plain Carbon Steels Under Different Heat Treatment Conditions in Freely Aerated 3.5% NaCl SolutionDra. Nelly Abigail Rodríguez RosalesNo ratings yet
- Ismail 2016 IOP Conf. Ser. Mater. Sci. Eng. 114 012108Document10 pagesIsmail 2016 IOP Conf. Ser. Mater. Sci. Eng. 114 012108Paviter SinghNo ratings yet
- Characteristics of Oxide Scale Formed On Ferritic Stainless SteelDocument42 pagesCharacteristics of Oxide Scale Formed On Ferritic Stainless SteelSomnath PraharajNo ratings yet
- Foaming of Pure Aluminium by Tih: R. Soltani, Z. Sarajan and M. SoltaniDocument6 pagesFoaming of Pure Aluminium by Tih: R. Soltani, Z. Sarajan and M. SoltaniDhavalNo ratings yet
- Adressing Corrosion ChallengesDocument2 pagesAdressing Corrosion ChallengesBurag HamparyanNo ratings yet
- Efeito Do DO No 304Document8 pagesEfeito Do DO No 304sm_carvalhoNo ratings yet
- Cryodesn 2 ADocument44 pagesCryodesn 2 ASrinivasan KasthurirenganNo ratings yet
- 2014 IJMERR SAW v3 n3 483-491Document12 pages2014 IJMERR SAW v3 n3 483-491Anang MarufNo ratings yet
- Production of High Porosity Metal Foams Using E 2012 Materials Science and EDocument6 pagesProduction of High Porosity Metal Foams Using E 2012 Materials Science and Ejmaurício_161194No ratings yet
- Baking Effect On Desorption of Diffusible HydrogenDocument14 pagesBaking Effect On Desorption of Diffusible Hydrogenkhalid muhammadNo ratings yet
- Fabrication of Porous Iron by Unidirectional Solidification in Nitrogen AtmosphereDocument6 pagesFabrication of Porous Iron by Unidirectional Solidification in Nitrogen Atmospheregabs88No ratings yet
- Effect of The Molybdenum On The Microstructural and Mechanical Properties of Hadfield Austenitic Manganese SteelDocument8 pagesEffect of The Molybdenum On The Microstructural and Mechanical Properties of Hadfield Austenitic Manganese SteelharikaNo ratings yet
- Presentasi Casting PowderDocument12 pagesPresentasi Casting Powderridar09No ratings yet
- Rheology and Metal Forming of Fire-Refined CopperDocument6 pagesRheology and Metal Forming of Fire-Refined CoppervitordeleteNo ratings yet
- Kay Ali 2015Document6 pagesKay Ali 2015João Paulo Moreira Santos BarbosaNo ratings yet
- AJEAT Vol.3 No.2 Jul Dec 2014pp.33 36Document4 pagesAJEAT Vol.3 No.2 Jul Dec 2014pp.33 36Ankur gaurNo ratings yet
- Evaluation of Hydrogen Entry Into High Strength Steel Under Atmospheric CorrosionDocument8 pagesEvaluation of Hydrogen Entry Into High Strength Steel Under Atmospheric CorrosionFernandoNo ratings yet
- Pemanfaatan Paduan Al (Scrap) Sebagai Bucket Turbin Pelton Menggunakan Metode Pengecoran EvaporativeDocument6 pagesPemanfaatan Paduan Al (Scrap) Sebagai Bucket Turbin Pelton Menggunakan Metode Pengecoran EvaporativeArka ArslanNo ratings yet
- PhaseequilibriaofFeOx SiO2 Al2O3slagsystemat1200CandpO2of108.6atmDocument13 pagesPhaseequilibriaofFeOx SiO2 Al2O3slagsystemat1200CandpO2of108.6atmmarcelo_ivnNo ratings yet
- A Pragmatical Physics-Based Model For Predicting Ladle LifetimeDocument17 pagesA Pragmatical Physics-Based Model For Predicting Ladle Lifetimecarlylomax333No ratings yet
- Gas Atomization of Low Melting-Point Metal Powders: Chiang Mai Journal of Science January 2010Document10 pagesGas Atomization of Low Melting-Point Metal Powders: Chiang Mai Journal of Science January 2010Javo BarrelNo ratings yet
- Development EBW Prosedur (Ali2016)Document7 pagesDevelopment EBW Prosedur (Ali2016)ok paijoNo ratings yet
- Solidification Characteristic of Cu-20sn Bronze Al PDFDocument8 pagesSolidification Characteristic of Cu-20sn Bronze Al PDFarjun prajapatiNo ratings yet
- Full ThesisDocument102 pagesFull ThesisUma KoduriNo ratings yet
- Coatings 10 01265Document15 pagesCoatings 10 01265Mani RameshNo ratings yet
- Evolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantDocument7 pagesEvolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantRogger Asmat VasquezNo ratings yet
- A Novel High Thermal Conductivity Al-Si Casting Alloy and ApplicationDocument11 pagesA Novel High Thermal Conductivity Al-Si Casting Alloy and ApplicationgkspNo ratings yet
- The Effect of Heat Treatment On The Hardness and Impact Properties of Medium Carbon SteelDocument10 pagesThe Effect of Heat Treatment On The Hardness and Impact Properties of Medium Carbon SteelSoumyadipNo ratings yet
- Rock Mass Properties CalculationDocument9 pagesRock Mass Properties CalculationP Allen Samuel IgnatiusNo ratings yet
- Added Photos-Final PROJECT REPOR 8sem (1) PDFDocument50 pagesAdded Photos-Final PROJECT REPOR 8sem (1) PDFravi singhNo ratings yet
- BSDS 105 Environmental ManagementDocument7 pagesBSDS 105 Environmental ManagementEmmanuel M. ChiwaNo ratings yet
- Soil StabilizationDocument4 pagesSoil StabilizationVikas Kumar100% (1)
- f5 Modul SBP EseiDocument5 pagesf5 Modul SBP EseiMohdNazreeNo ratings yet
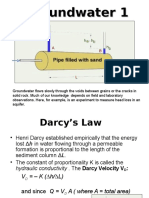
- Lecture 19w Groundwater 1 Darcy PowerpointDocument19 pagesLecture 19w Groundwater 1 Darcy PowerpointAmir ShahzadNo ratings yet
- Che190-Hydroelectric PowerDocument74 pagesChe190-Hydroelectric PowerJohn Patrick DagleNo ratings yet
- Pure SubstanceDocument23 pagesPure SubstanceJose Lapera Jr.No ratings yet
- The Green House Effect SpeechDocument1 pageThe Green House Effect Speechdevajith0% (1)
- QuizonrocksDocument2 pagesQuizonrocksAL MARK SILAYNo ratings yet
- Hotel Engineering & MaintenanceDocument2 pagesHotel Engineering & MaintenanceKamlesh ChouhanNo ratings yet
- Assignment 01 - Unit 11Document8 pagesAssignment 01 - Unit 11pastpaperscollectorNo ratings yet
- Casing Leaks PDFDocument8 pagesCasing Leaks PDFChairul AbdiNo ratings yet
- Chow 9-8 Water Surface ProfileDocument5 pagesChow 9-8 Water Surface ProfileVirginia MillerNo ratings yet
- The Ecology of The CityDocument4 pagesThe Ecology of The CityCARLOS SABOGALNo ratings yet
- Carbon Stock and Woody Species Diversity in HomegardenDocument12 pagesCarbon Stock and Woody Species Diversity in HomegardenNuring SangkelatNo ratings yet
- DistillationDocument12 pagesDistillationAbhishek SardaNo ratings yet
- Annotated Bibliography SinclairDocument16 pagesAnnotated Bibliography Sinclairapi-483644981No ratings yet
- Not The Latest Sample: Mobile EquipmentDocument12 pagesNot The Latest Sample: Mobile EquipmentBOANERGES IRUNGNo ratings yet
- Force and Pressure PDFDocument11 pagesForce and Pressure PDFADRIJA MUKHERJEENo ratings yet
- Fission Track Dating PDFDocument3 pagesFission Track Dating PDFzaqiNo ratings yet
- 50 de Thi Thu THPT Quoc Gia 2020 Mon Tieng Anh Co Dap An Va Giai Chi Tiet 4154Document20 pages50 de Thi Thu THPT Quoc Gia 2020 Mon Tieng Anh Co Dap An Va Giai Chi Tiet 4154khanh nguyenNo ratings yet
- Introduction To Geothermal Power Generati 2016 Geothermal Power GeneratiDocument3 pagesIntroduction To Geothermal Power Generati 2016 Geothermal Power GeneratiJenni GuillenNo ratings yet