You might also like
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- MLD Coatgs For AMSDocument6 pagesMLD Coatgs For AMSsushmaxNo ratings yet
- 2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Document5 pages2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Harkulvinder SinghNo ratings yet
- Pipeline InspectionDocument7 pagesPipeline InspectionSaulo RoseiraNo ratings yet
- Self Healing CeramicsDocument12 pagesSelf Healing CeramicsinigoNo ratings yet
- Corrosion Resistance Performance of Fly Ash Blended Cement ConcretesDocument7 pagesCorrosion Resistance Performance of Fly Ash Blended Cement ConcretesesatjournalsNo ratings yet
- Eng-Improved Erosion - Lubna AlaaDocument12 pagesEng-Improved Erosion - Lubna AlaaImpact JournalsNo ratings yet
- Surface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaDocument8 pagesSurface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaJhonatan GomezNo ratings yet
- Formation of Tungsten Carbide Coatings With Different Thermal Spray GunsDocument5 pagesFormation of Tungsten Carbide Coatings With Different Thermal Spray GunssajeelaqdasNo ratings yet
- Liquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesDocument15 pagesLiquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesAbie RexoMenNo ratings yet
- A Practical Guide For TBCs in Gas TurbinesDocument30 pagesA Practical Guide For TBCs in Gas Turbinestolentino.jason1222No ratings yet
- W 4 Technology Conclave IIDocument10 pagesW 4 Technology Conclave IINarasimha DvlNo ratings yet
- Experimental Studies On Slurry Based Thermal Barrier CoatingsDocument6 pagesExperimental Studies On Slurry Based Thermal Barrier CoatingsMusharaf AbbasNo ratings yet
- Otegui 2015Document18 pagesOtegui 2015CHONKARN CHIABLAMNo ratings yet
- C: T F F: Orrosion AND Abrasion HE Inal RontierDocument3 pagesC: T F F: Orrosion AND Abrasion HE Inal Rontier1977julNo ratings yet
- Manpreet Et Al 2019-9Document20 pagesManpreet Et Al 2019-9manpreetNo ratings yet
- Solovastru Ioan L1Document7 pagesSolovastru Ioan L1Anonymous iztPUhIiNo ratings yet
- Modified Zirconia Abradable Seal Coating For High Temperature Gas Turbine ApplicationsDocument10 pagesModified Zirconia Abradable Seal Coating For High Temperature Gas Turbine ApplicationsJames CookNo ratings yet
- Porosity and Wear Resistance of Flame Sprayed TungstenDocument7 pagesPorosity and Wear Resistance of Flame Sprayed Tungstenlacoste11111No ratings yet
- Pitting Repairs For High-Temperature/ High-Pressure Process VesselsDocument8 pagesPitting Repairs For High-Temperature/ High-Pressure Process VesselsRaghavanNo ratings yet
- Development of A Tool For Mcraly Coatings Oxidation Resistance Assessment and Thermal Barrier Coating Life PredictionDocument9 pagesDevelopment of A Tool For Mcraly Coatings Oxidation Resistance Assessment and Thermal Barrier Coating Life PredictionMaryam TorfehNo ratings yet
- Characterization of WCCo Coatings On Metal SubstratesDocument3 pagesCharacterization of WCCo Coatings On Metal SubstratesSayra MedellínNo ratings yet
- Plasma Spray Coating MethodDocument28 pagesPlasma Spray Coating Methodvijay9994No ratings yet
- Vacuum Assisted HPDCDocument9 pagesVacuum Assisted HPDCRishabh MenonNo ratings yet
- AMP CAT 2 QP Key Final PDFDocument83 pagesAMP CAT 2 QP Key Final PDFthandialNo ratings yet
- Field Joint Coatings For Deep Sea PipelinesDocument2 pagesField Joint Coatings For Deep Sea Pipelinesresp-ectNo ratings yet
- Pourmohammad 2019Document11 pagesPourmohammad 2019CHONKARN CHIABLAMNo ratings yet
- Case Studies in Construction Materials: Short CommunicationDocument18 pagesCase Studies in Construction Materials: Short CommunicationAmin ZuraiqiNo ratings yet
- Ceramic and Metal Matrix Composites: Route and Properties: 1. CeramicsDocument16 pagesCeramic and Metal Matrix Composites: Route and Properties: 1. CeramicsSwadesh DixitNo ratings yet
- Enhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellDocument11 pagesEnhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellMarko VindišNo ratings yet
- Microstructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsDocument6 pagesMicrostructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsastronotusNo ratings yet
- Optimizing Study of Some Factors That Influence The PerformanceDocument11 pagesOptimizing Study of Some Factors That Influence The PerformanceJoel OkohNo ratings yet
- A Review On Detonation Gun Sprayed Coatings: Lakhwinder Singh, Vikas Chawla, J.S. GrewalDocument23 pagesA Review On Detonation Gun Sprayed Coatings: Lakhwinder Singh, Vikas Chawla, J.S. GrewalAntonio DíazNo ratings yet
- Metal2021 Mosnickova MetalDocument6 pagesMetal2021 Mosnickova MetalFilipe PossamaiNo ratings yet
- Improving Performance of An Open Cell Aluminium FoDocument12 pagesImproving Performance of An Open Cell Aluminium FoSong YiNo ratings yet
- Chromium Plating ProcessDocument7 pagesChromium Plating ProcessAdelNo ratings yet
- Wei2018 - MOLD SLSDocument30 pagesWei2018 - MOLD SLSjanakNo ratings yet
- 5xxx-Series Extrusions For Automotive Applications With Outstanding Intergranular Corrosion ResistanceDocument12 pages5xxx-Series Extrusions For Automotive Applications With Outstanding Intergranular Corrosion ResistanceFrancesco BernardNo ratings yet
- EPRI Sootblower WDocument13 pagesEPRI Sootblower WSiva KumarNo ratings yet
- Ceramic FoamDocument12 pagesCeramic FoamThao Pham MinhNo ratings yet
- Mechanical Properties of Counter-Gravity Cast IN718Document11 pagesMechanical Properties of Counter-Gravity Cast IN718naderbahramiNo ratings yet
- Technical Report Writting Curing of Concrete PDFDocument9 pagesTechnical Report Writting Curing of Concrete PDFBia MughalNo ratings yet
- Dycote : ManualDocument30 pagesDycote : ManualG Alex QSNo ratings yet
- Geaman V - 09Document4 pagesGeaman V - 09Bala SubramanianNo ratings yet
- 12-6-16, Full Paper, Rotrib2016 - FLNDocument12 pages12-6-16, Full Paper, Rotrib2016 - FLNRichard De Medeiros CastroNo ratings yet
- 1 s2.0 S0955221923000146 MainDocument10 pages1 s2.0 S0955221923000146 MainkiddNo ratings yet
- Lab 1Document5 pagesLab 1AHMAD NAIM BIN AHMAD NAZRI / UPMNo ratings yet
- Journal Homepage: - : IntroductionDocument16 pagesJournal Homepage: - : IntroductionIJAR JOURNALNo ratings yet
- Surface Tolerant Coatings NW NACE2004 PDFDocument9 pagesSurface Tolerant Coatings NW NACE2004 PDFpaola100% (1)
- Pressure Drop Modeling SiC FoamsDocument9 pagesPressure Drop Modeling SiC FoamsLykaios Schultz DohrnNo ratings yet
- High-Performance Nanoscale Composite Coatings ForDocument20 pagesHigh-Performance Nanoscale Composite Coatings FordileepaNo ratings yet
- Adhesion Testing of Thermally Sprayed and Laser Deposited Coatings 2004 Surface and Coatings TechnologyDocument11 pagesAdhesion Testing of Thermally Sprayed and Laser Deposited Coatings 2004 Surface and Coatings TechnologyMeneer TierNo ratings yet
- Electrodeposition of Nickel Coatings On Aluminium Alloy 7075Document262 pagesElectrodeposition of Nickel Coatings On Aluminium Alloy 7075ThaharNo ratings yet
- Coating 2Document6 pagesCoating 2thai avvaiNo ratings yet
- Surface Treatments and CoatingsDocument4 pagesSurface Treatments and Coatingsmightym85No ratings yet
- Pitting Corrosion in The Wet Section of The Automotive Exhaust SystemsDocument7 pagesPitting Corrosion in The Wet Section of The Automotive Exhaust SystemsNelo Reyna RamosNo ratings yet
- Evaluation and Optimization of Linear Shaped Charges: AbstractDocument10 pagesEvaluation and Optimization of Linear Shaped Charges: AbstractGkcDedeNo ratings yet
- Metalography 3. New TBC LayerDocument8 pagesMetalography 3. New TBC LayerYoga PradigdaNo ratings yet
- HWDP 6 5-8 - 8 1-2 OD X 4 1-2 ID PDFDocument2 pagesHWDP 6 5-8 - 8 1-2 OD X 4 1-2 ID PDFEdson Aguilar HerreraNo ratings yet
- Bulk Density and Specific GravityDocument5 pagesBulk Density and Specific GravityGranita Muhaxheri100% (1)
- Aluminum Crust BreakerDocument8 pagesAluminum Crust BreakersenamotoNo ratings yet
- The Relationship Between The Otation Behaviour of A Mineral and Its SurfaceDocument5 pagesThe Relationship Between The Otation Behaviour of A Mineral and Its SurfaceJose Luis Barrientos RiosNo ratings yet
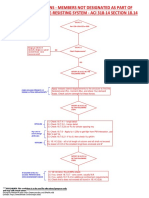
- Concrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14Document2 pagesConcrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14stephanie madridNo ratings yet
- Chapter 2 MahoganyDocument2 pagesChapter 2 MahoganyRichelle DandoNo ratings yet
- Rak-50 3149 F. l6 - Drained Undrained AnalysisDocument43 pagesRak-50 3149 F. l6 - Drained Undrained AnalysisDedy DharmawansyahNo ratings yet
- WHP-DH01-L-S-1003 - D0 Spec CWCDocument38 pagesWHP-DH01-L-S-1003 - D0 Spec CWCHaianh PhamNo ratings yet
- Sodium Phosphate Solution, Saturated: Safety Data SheetDocument6 pagesSodium Phosphate Solution, Saturated: Safety Data Sheetxyz7890No ratings yet
- Reviewer Dec ExamDocument3 pagesReviewer Dec ExamCamille Dela PazNo ratings yet
- LWSL Stain Removal Guide PDFDocument3 pagesLWSL Stain Removal Guide PDFAimee HallNo ratings yet
- Besser Materials Innovations SST TalkDocument22 pagesBesser Materials Innovations SST Talkgvm0072002No ratings yet
- Properties of Fresh and Hard ConcreteDocument13 pagesProperties of Fresh and Hard Concretemudasir afzal100% (1)
- SCH 011022-BDocument6 pagesSCH 011022-Brishi1122No ratings yet
- Garlock Metallic Gasket CatalogDocument48 pagesGarlock Metallic Gasket CatalogcoyuncoNo ratings yet
- Non Renewable EnergyDocument59 pagesNon Renewable EnergyMelbertNo ratings yet
- Solar PST Ficha - 200v-250v - ENDocument2 pagesSolar PST Ficha - 200v-250v - ENmihaiNo ratings yet
- Hydrogen and Syngas Production From GlycerolDocument9 pagesHydrogen and Syngas Production From GlycerolDiego CarrascoNo ratings yet
- Alfa Laval FilterStrainer - PDDocument4 pagesAlfa Laval FilterStrainer - PDBayu RahmansyahNo ratings yet
- Hertz's Contact Pressures in Friction DrivesDocument8 pagesHertz's Contact Pressures in Friction DrivesZahir KhiraNo ratings yet
- Uns Aceros InglesDocument5 pagesUns Aceros InglesEdgar Ivan DavilaNo ratings yet
- Socotherm BrochureDocument9 pagesSocotherm Brochuremaruc08No ratings yet
- Civ E398 Mid 2 Fall 14Document10 pagesCiv E398 Mid 2 Fall 14Rajat GuptaNo ratings yet
- Alginate ImpressionDocument5 pagesAlginate ImpressionStanislavNemtanuNo ratings yet
- Experiment-4: AIM: To Study The Effect of Cutting Speed, Feed Depth of Cut and Rake Angle OnDocument7 pagesExperiment-4: AIM: To Study The Effect of Cutting Speed, Feed Depth of Cut and Rake Angle OnKoushal SinghNo ratings yet
- Materials - Characterization - of - High-Temperature - Epoxy S-15Document35 pagesMaterials - Characterization - of - High-Temperature - Epoxy S-15rizkboss8312No ratings yet
- GulfSea DE Compressor Oil Series 100Document2 pagesGulfSea DE Compressor Oil Series 100Md.Obydur RahmanNo ratings yet
- Liquid Phase SinteringDocument242 pagesLiquid Phase SinteringAbir Roy100% (1)
- RA Sep-Dec 2020 EditedDocument104 pagesRA Sep-Dec 2020 EditedMymoon MoghulNo ratings yet
- Pipe and Equipment Install Manual (Pyrogel)Document4 pagesPipe and Equipment Install Manual (Pyrogel)EdinsonNo ratings yet