You might also like
- ASTM - D522 - 1993 Reapproved 2008 - Standard Test Methods For Mandrel Bend Test of Attached Organic CoatingsDocument4 pagesASTM - D522 - 1993 Reapproved 2008 - Standard Test Methods For Mandrel Bend Test of Attached Organic CoatingsArmaghan ShiekhNo ratings yet
- Astm D2095 PDFDocument3 pagesAstm D2095 PDFTaher Hama AmeenNo ratings yet
- Param XLW (PC) Auto Tensile Tester: ProfessionalDocument3 pagesParam XLW (PC) Auto Tensile Tester: ProfessionalAamirMalik100% (1)
- Astm D4060 14Document5 pagesAstm D4060 14hadi ebrahimfathNo ratings yet
- Araldite Epoxy Adhesive - 2Document4 pagesAraldite Epoxy Adhesive - 2SatyamEngNo ratings yet
- DC 781 Acetoxy SealantDocument3 pagesDC 781 Acetoxy SealantL.S.No ratings yet
- Determination of Impact Insulation Class (IIC) : Standard Classification ForDocument2 pagesDetermination of Impact Insulation Class (IIC) : Standard Classification ForROHITNo ratings yet
- Exxsol D40 SDSDocument10 pagesExxsol D40 SDSKim Chuan OngNo ratings yet
- ASTM D2228 04 - Standard Test Method For Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodDocument9 pagesASTM D2228 04 - Standard Test Method For Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodAndre Rodriguez Spirim100% (1)
- Managing Adhesive Ooze PDFDocument3 pagesManaging Adhesive Ooze PDFkapasariNo ratings yet
- Sheehan 06 PDFDocument8 pagesSheehan 06 PDFpalani.djpNo ratings yet
- Astm d5682Document4 pagesAstm d5682Ernesto Morales100% (1)
- Mandrel Bend Test of Attached Organic Coatings: Standard Test Methods ForDocument4 pagesMandrel Bend Test of Attached Organic Coatings: Standard Test Methods ForKarlos Albert Xukizuta100% (1)
- Mar Resistance of Organic Coatings: Standard Test Method ForDocument3 pagesMar Resistance of Organic Coatings: Standard Test Method Formit uotNo ratings yet
- PA66-RG301: Flame Retardant, 30% Glass Fiber Reinforced PA66Document2 pagesPA66-RG301: Flame Retardant, 30% Glass Fiber Reinforced PA66watnaNo ratings yet
- D358 PDFDocument3 pagesD358 PDFChandraditya Iman FirmanshaNo ratings yet
- Preparation of Surfaces of Plastics Prior To Adhesive BondingDocument3 pagesPreparation of Surfaces of Plastics Prior To Adhesive BondingShaker QaidiNo ratings yet
- C957C957M 15.pdf (EngPedia - Ir)Document4 pagesC957C957M 15.pdf (EngPedia - Ir)Hossein DoudiNo ratings yet
- Astm D 905 - 03Document5 pagesAstm D 905 - 03Ramon Ferreira OliveiraNo ratings yet
- D 1780 - 99 Rde3odaDocument4 pagesD 1780 - 99 Rde3odaMarceloNo ratings yet
- Water Vapor Transmission of Materials: Standard Test Methods ForDocument12 pagesWater Vapor Transmission of Materials: Standard Test Methods Formailtorubal2573No ratings yet
- Astm d3330Document2 pagesAstm d3330Asep Achmad RamdhaniNo ratings yet
- Mil PRF 85285eDocument24 pagesMil PRF 85285emurphygtNo ratings yet
- Astm d412 Testing FixtureDocument6 pagesAstm d412 Testing FixturePallab Jyoti DasNo ratings yet
- Astm E96-96m 2014Document13 pagesAstm E96-96m 2014tsalemnoushNo ratings yet
- Surface Energy TestingDocument4 pagesSurface Energy TestingvalentinarichitaNo ratings yet
- An Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsDocument4 pagesAn Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsAlejandro 20No ratings yet
- Product Data Sheet: Butyl AcetateDocument1 pageProduct Data Sheet: Butyl AcetateHemant RathvaNo ratings yet
- An Introduction To PVDF Coatings: Product Data SheetDocument3 pagesAn Introduction To PVDF Coatings: Product Data SheetAnonymous DJrec2No ratings yet
- 3 6077 RTVDocument2 pages3 6077 RTVgkretroNo ratings yet
- D41 1540 - E - EN - Permanent Set at Constant DeformationDocument8 pagesD41 1540 - E - EN - Permanent Set at Constant DeformationTeoTyJayNo ratings yet
- Gloss MeterDocument2 pagesGloss Meterravi00098No ratings yet
- Specific Gravity of Coating Powders: Standard Test Methods ForDocument4 pagesSpecific Gravity of Coating Powders: Standard Test Methods Formohammed karasnehNo ratings yet
- Din 50018 Sulfur Dioxide Corrosion TestDocument3 pagesDin 50018 Sulfur Dioxide Corrosion TestJoao Pedro Rendeiro Correia de SousaNo ratings yet
- NYPC Leveling Test BladeDocument1 pageNYPC Leveling Test BladecaronieblesNo ratings yet
- D 6463 - 99 Rdy0njmDocument4 pagesD 6463 - 99 Rdy0njmMarceloNo ratings yet
- Rubber: ASTM D412 Tensile Properties of Vulcanized Rubber and Thermoplastic ElastomersDocument2 pagesRubber: ASTM D412 Tensile Properties of Vulcanized Rubber and Thermoplastic ElastomersPrabhakar KambleNo ratings yet
- Astm D4445 10Document5 pagesAstm D4445 10Cristian Castillo0% (1)
- Paint and Coating Testing Manual Fourteenth Edition of The Gardner-Sward Handbook Astm Manual SeriesDocument5 pagesPaint and Coating Testing Manual Fourteenth Edition of The Gardner-Sward Handbook Astm Manual SeriesRajkumar ANo ratings yet
- Apparent Bending Modulus of Plastics by Means of A Cantilever BeamDocument6 pagesApparent Bending Modulus of Plastics by Means of A Cantilever Beamuzzy2No ratings yet
- Crack Bridging Ability of Liquid-Applied Waterproofing MembraneDocument3 pagesCrack Bridging Ability of Liquid-Applied Waterproofing Membranesabaris ksNo ratings yet
- Wet-to-Dry Hiding Change: Standard Test Method ForDocument5 pagesWet-to-Dry Hiding Change: Standard Test Method ForShaker QaidiNo ratings yet
- D 1415 - 88 R99 - Rde0mtu - PDFDocument5 pagesD 1415 - 88 R99 - Rde0mtu - PDFGyna SHNo ratings yet
- D 2574 - 97 Rdi1nzqtukveDocument4 pagesD 2574 - 97 Rdi1nzqtukveGuritno GustiantoNo ratings yet
- ASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)Document5 pagesASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)z6ytg7mcrjNo ratings yet
- ASTM-3574-11 Flexible Cellular Materials-Slab, Bonded, and Molded Urethane FoamDocument29 pagesASTM-3574-11 Flexible Cellular Materials-Slab, Bonded, and Molded Urethane FoamheobukonNo ratings yet
- ASTM D570.water Absorbtion-2010 PDFDocument4 pagesASTM D570.water Absorbtion-2010 PDFticaruedaNo ratings yet
- Test Method: Renault Automobiles Standardisation DQSC - S / Department 00621 Section Normes Et Cahiers Des ChargesDocument9 pagesTest Method: Renault Automobiles Standardisation DQSC - S / Department 00621 Section Normes Et Cahiers Des Chargesclaudio5475No ratings yet
- ASTM D 823 - 95 Practicas Estandar para Producir Peliculas...Document8 pagesASTM D 823 - 95 Practicas Estandar para Producir Peliculas...María Alejandra Gutiérrez GutiNo ratings yet
- Kevlar Cut Protection TestingDocument6 pagesKevlar Cut Protection Testingalvares90No ratings yet
- Astm D494Document3 pagesAstm D494Jony Gutiérrez Abanto0% (1)
- D1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and StructuresDocument3 pagesD1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and Structuresjose floresNo ratings yet
- Adhesive Testing MethodDocument20 pagesAdhesive Testing MethodKaarthicNatarajanNo ratings yet
- Astm D 897 - 01 - RDG5NWDocument3 pagesAstm D 897 - 01 - RDG5NWphaindikaNo ratings yet
- Linear Dimensional Changes of Nonrigid Thermoplastic Sheeting or Film at Elevated TemperatureDocument2 pagesLinear Dimensional Changes of Nonrigid Thermoplastic Sheeting or Film at Elevated TemperatureStevenf2002No ratings yet
- Certificate of Analysis: National Institute of Standards & TechnologyDocument3 pagesCertificate of Analysis: National Institute of Standards & Technologylehdruk7100No ratings yet
- 68 25 Haze Gard I PDFDocument6 pages68 25 Haze Gard I PDFshubhendra mishraaNo ratings yet
- Astm D 1148Document4 pagesAstm D 1148arthymanicNo ratings yet
- Atomic Radiation and Polymers: International Series of Monographs on Radiation Effects in Materials, Vol. 1From EverandAtomic Radiation and Polymers: International Series of Monographs on Radiation Effects in Materials, Vol. 1No ratings yet
- Corrosion Management For Oil & Gas ProductionDocument133 pagesCorrosion Management For Oil & Gas Productionmrizalygani99100% (1)
- Quaternion MathDocument18 pagesQuaternion Mathapi-19523062No ratings yet
- MMOGDocument30 pagesMMOGLorenzo RodriguezNo ratings yet
- Introduction and Instructions: ForewordDocument19 pagesIntroduction and Instructions: Forewordjose floresNo ratings yet
- Complex AnalysisDocument53 pagesComplex AnalysisGeorgiana ZavoiNo ratings yet
- E Books ListDocument2 pagesE Books Listjose floresNo ratings yet
- Six SigmaDocument15 pagesSix Sigmapravit08No ratings yet
- Quaternion MathDocument18 pagesQuaternion Mathapi-19523062No ratings yet
- PD 06634-6-1999Document26 pagesPD 06634-6-1999jose floresNo ratings yet
- Top Notch 1 - 1Document2 pagesTop Notch 1 - 1Tomas Mendez78% (9)
- HELP-SIMULATOR gOLDRATTDocument9 pagesHELP-SIMULATOR gOLDRATTjose floresNo ratings yet
- The Seven Famous Unsolved Math PuzzlesDocument6 pagesThe Seven Famous Unsolved Math PuzzlesManuel F. Presnilla100% (1)
- PD 03001-2002Document33 pagesPD 03001-2002thinh_vu5218No ratings yet
- PD 06438-1969 (1999)Document12 pagesPD 06438-1969 (1999)Sith SopanhaNo ratings yet
- Articles-178053 Archivo PDF Libro DesarrolloinfantilDocument2 pagesArticles-178053 Archivo PDF Libro DesarrolloinfantilAdri NeitaNo ratings yet
- F2714-08 (2013) Standard Test Method For Oxygen Headspace Analysis of Packages Using Fluorescent DecayDocument4 pagesF2714-08 (2013) Standard Test Method For Oxygen Headspace Analysis of Packages Using Fluorescent Decayjose floresNo ratings yet
- NTE ClassPhotocop U01 CommunicationDocument2 pagesNTE ClassPhotocop U01 Communicationjose floresNo ratings yet
- PD 00476-3-2012Document28 pagesPD 00476-3-2012jose floresNo ratings yet
- NTE Int ProgressTest 04Document7 pagesNTE Int ProgressTest 04jose flores100% (2)
- Gams ListDocument3 pagesGams Listjose floresNo ratings yet
- D1879-06 (2014) Standard Practice For Exposure of Adhesive Specimens To Ionizing RadiationDocument5 pagesD1879-06 (2014) Standard Practice For Exposure of Adhesive Specimens To Ionizing Radiationjose floresNo ratings yet
- D1583-01 (2013) Standard Test Method For Hydrogen Ion Concentration of Dry Adhesive FilmsDocument2 pagesD1583-01 (2013) Standard Test Method For Hydrogen Ion Concentration of Dry Adhesive Filmsjose floresNo ratings yet
- D1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and StructuresDocument3 pagesD1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and Structuresjose floresNo ratings yet
- D7998-15 Standard Test Method For MeasuringDocument6 pagesD7998-15 Standard Test Method For Measuringjose floresNo ratings yet
- G 32 - 16Document20 pagesG 32 - 16juan fNo ratings yet
- D2093-03 (2011) Standard Practice For Preparation of Surfaces of Plastics Prior To Adhesive BondingDocument3 pagesD2093-03 (2011) Standard Practice For Preparation of Surfaces of Plastics Prior To Adhesive Bondingjose floresNo ratings yet
- Evaluating Stress-Corrosion Cracking Resistance of Low Copper 7XXX Series Al-Zn-Mg-Cu Alloys in Boiling 6 % Sodium Chloride SolutionDocument4 pagesEvaluating Stress-Corrosion Cracking Resistance of Low Copper 7XXX Series Al-Zn-Mg-Cu Alloys in Boiling 6 % Sodium Chloride Solutionjose floresNo ratings yet
- G 94 - 05 (2014)Document31 pagesG 94 - 05 (2014)jose floresNo ratings yet
- Studying Fire Incidents in Oxygen Systems: Standard Guide ForDocument11 pagesStudying Fire Incidents in Oxygen Systems: Standard Guide Forjose floresNo ratings yet
- Blankcontract of LeaseDocument4 pagesBlankcontract of LeaseJennyAuroNo ratings yet
- Experience Rafting and Camping at Rishikesh-1 Night-2 Days PDFDocument4 pagesExperience Rafting and Camping at Rishikesh-1 Night-2 Days PDFAMAN KUMARNo ratings yet
- MOFCOM SCHOLARSHIP(2019 Enrollment Guide) - Scholarships - 留学中国Document9 pagesMOFCOM SCHOLARSHIP(2019 Enrollment Guide) - Scholarships - 留学中国qweku jayNo ratings yet
- Lancesoft Offer LetterDocument5 pagesLancesoft Offer LetterYogendraNo ratings yet
- Valuation of Fixed Assets in Special CasesDocument7 pagesValuation of Fixed Assets in Special CasesPinky MehtaNo ratings yet
- CH05 Transaction List by Date 2026Document4 pagesCH05 Transaction List by Date 2026kjoel.ngugiNo ratings yet
- NHA V BasaDocument3 pagesNHA V BasaKayeNo ratings yet
- Iherb Online ShopDocument16 pagesIherb Online ShopВалерия ТеслюкNo ratings yet
- Payroll in Tally Erp 9Document13 pagesPayroll in Tally Erp 9Deepak SolankiNo ratings yet
- EssayDocument3 pagesEssayapi-358785865100% (3)
- Architect / Contract Administrator's Instruction: Estimated Revised Contract PriceDocument6 pagesArchitect / Contract Administrator's Instruction: Estimated Revised Contract PriceAfiya PatersonNo ratings yet
- Office of The Punong Barangay: Executive Order No. 04Document1 pageOffice of The Punong Barangay: Executive Order No. 04Pao LonzagaNo ratings yet
- Energy Investor's Guidebook 2013 (Philippines)Document149 pagesEnergy Investor's Guidebook 2013 (Philippines)idoru_m015No ratings yet
- Pranali Rane Appointment Letter - PranaliDocument7 pagesPranali Rane Appointment Letter - PranaliinboxvijuNo ratings yet
- Explanatory Note To The Revision of FIATA Model Rules For Freight Forwarding ServicesDocument16 pagesExplanatory Note To The Revision of FIATA Model Rules For Freight Forwarding ServicesFTU.CS2 Tô Hải YếnNo ratings yet
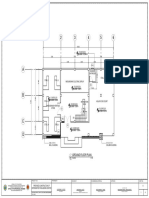
- Ground Floor Plan: Office of The Provincial EngineerDocument1 pageGround Floor Plan: Office of The Provincial EngineerAbubakar SalikNo ratings yet
- Position Paper in Purposive CommunicationDocument2 pagesPosition Paper in Purposive CommunicationKhynjoan AlfilerNo ratings yet
- Welcome To HDFC Bank NetBankingDocument1 pageWelcome To HDFC Bank NetBankingsadhubaba100No ratings yet
- Application Form For For Testing Labs ISO17025Document14 pagesApplication Form For For Testing Labs ISO17025PK Jha100% (2)
- Midnights Children LitChartDocument104 pagesMidnights Children LitChartnimishaNo ratings yet
- Online Auction: 377 Brookview Drive, Riverdale, Georgia 30274Document2 pagesOnline Auction: 377 Brookview Drive, Riverdale, Georgia 30274AnandNo ratings yet
- Bagabuyo v. Comelec, GR 176970Document2 pagesBagabuyo v. Comelec, GR 176970Chester Santos SoniegaNo ratings yet
- People's Party (Interwar Romania)Document19 pagesPeople's Party (Interwar Romania)Valentin MateiNo ratings yet
- Fraud Detection and Deterrence in Workers' CompensationDocument46 pagesFraud Detection and Deterrence in Workers' CompensationTanya ChaudharyNo ratings yet
- FM09-CH 27Document6 pagesFM09-CH 27Kritika SwaminathanNo ratings yet
- Introduction To The Study of RizalDocument2 pagesIntroduction To The Study of RizalCherry Mae Luchavez FloresNo ratings yet
- 12779/GOA EXPRESS Second Ac (2A)Document2 pages12779/GOA EXPRESS Second Ac (2A)Altamash ShaikhNo ratings yet
- Nampicuan, Nueva EcijaDocument2 pagesNampicuan, Nueva EcijaSunStar Philippine NewsNo ratings yet
- VergaraDocument13 pagesVergaraAurora Pelagio VallejosNo ratings yet
- C10 Silicone MSDSDocument8 pagesC10 Silicone MSDSlukasjoNo ratings yet