You might also like
- Study of a reluctance magnetic gearbox for energy storage system applicationFrom EverandStudy of a reluctance magnetic gearbox for energy storage system applicationRating: 1 out of 5 stars1/5 (1)
- 2016 04 22 17 09 16Document8 pages2016 04 22 17 09 16shubhamNo ratings yet
- Build A 3-Band Shortwave Converter For Your CarDocument2 pagesBuild A 3-Band Shortwave Converter For Your CarbobbyunlockNo ratings yet
- Hybrid Tech Eat On Fuel CellDocument13 pagesHybrid Tech Eat On Fuel CellhhojonNo ratings yet
- Motionless Free Energy: Because It Opposes Itself, It Can Never Be More Than 100% Efficient. We AreDocument6 pagesMotionless Free Energy: Because It Opposes Itself, It Can Never Be More Than 100% Efficient. We AreRolling76No ratings yet
- GB Patent 2130431Document6 pagesGB Patent 2130431chadj1060No ratings yet
- Tesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megDocument9 pagesTesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megNISHANT KumarNo ratings yet
- Magnetron Water Powered Lawnmower Engine PlansDocument2 pagesMagnetron Water Powered Lawnmower Engine Plansshawnleegabriel100% (3)
- Nothing Is Something Theory of PC Vacuum TriodeDocument10 pagesNothing Is Something Theory of PC Vacuum TriodePatric GeubbelmansNo ratings yet
- Solid State Relay Backemf - Recoil Recovery Circuit - AlternativeWorld EnergyDocument2 pagesSolid State Relay Backemf - Recoil Recovery Circuit - AlternativeWorld Energyfsilassie8012No ratings yet
- Gray 4595975Document7 pagesGray 4595975MANNAJANELAGUNANo ratings yet
- Switching A Normal' Load. Energizing A Load Begins With A Switching Device in The OpenDocument5 pagesSwitching A Normal' Load. Energizing A Load Begins With A Switching Device in The OpendenramrNo ratings yet
- HPT (Ieee, 2005)Document7 pagesHPT (Ieee, 2005)Muhammad Hadi MustajabNo ratings yet
- Ijiset V6 I8 18Document5 pagesIjiset V6 I8 18TeotiaNo ratings yet
- ERR Power Station Project BookletDocument18 pagesERR Power Station Project BookletAnonymous C0KBah6TEqNo ratings yet
- "Servomotor Controlled by PWM": Experiment 6Document2 pages"Servomotor Controlled by PWM": Experiment 6edsonNo ratings yet
- DRSSTC Current TransformersDocument5 pagesDRSSTC Current TransformerseqwqweNo ratings yet
- A Noobs Guide To UfopoliticsDocument18 pagesA Noobs Guide To UfopoliticsPraveen240679No ratings yet
- CommaxDocument24 pagesCommaxEduard PopescuNo ratings yet
- Prentice Earth Energy TapDocument7 pagesPrentice Earth Energy TapGeorggeNo ratings yet
- Flyback Diode PDFDocument3 pagesFlyback Diode PDFmarkgaloNo ratings yet
- Les Banki Circuit Updated Version August 16Document12 pagesLes Banki Circuit Updated Version August 16petar2009100% (2)
- Samsung CL29K3W Chassis KS3ADocument92 pagesSamsung CL29K3W Chassis KS3AHernan Ortiz EnamoradoNo ratings yet
- Fe Basics PDFDocument196 pagesFe Basics PDFStere StereNo ratings yet
- MAGLEV Wind Mill Power GenerationDocument16 pagesMAGLEV Wind Mill Power GenerationNagabhushanaNo ratings yet
- Fe Book PDFDocument135 pagesFe Book PDFvasik041100% (1)
- Welcome To Bedini TechnologyDocument1 pageWelcome To Bedini TechnologyCarlos JuniorNo ratings yet
- Power Generation by Foot Step Method - Rack and PinionDocument13 pagesPower Generation by Foot Step Method - Rack and Pinionprem53100% (2)
- Firmware Download For Off Grid InverterDocument3 pagesFirmware Download For Off Grid InverterLadislav BreckaNo ratings yet
- Replication and Study of Kapagene GeneratorDocument8 pagesReplication and Study of Kapagene GeneratoremiroNo ratings yet
- Applications of Electromagnetic InductionDocument6 pagesApplications of Electromagnetic InductionAdeniji OlusegunNo ratings yet
- Sources of Radiant EnergyDocument1 pageSources of Radiant EnergyRjvm Net Ca Fe100% (1)
- Geet EngDocument10 pagesGeet EngNideYuanfenNo ratings yet
- Experiment 6Document10 pagesExperiment 6Nfa Noorfadzilah MdisaNo ratings yet
- Us 5149407Document24 pagesUs 5149407Tomas KriukelisNo ratings yet
- Bsse Knowledge How - The - Stan - Meyer - Tech - Works 2 July 2018Document120 pagesBsse Knowledge How - The - Stan - Meyer - Tech - Works 2 July 2018Jumpman OutletNo ratings yet
- Switz Russian SEG ReportDocument32 pagesSwitz Russian SEG ReportBoris MitovNo ratings yet
- Parametric ResonatorsDocument66 pagesParametric ResonatorsWellu JutilaNo ratings yet
- Ambient Background EnergyDocument1 pageAmbient Background EnergyBruce A. PerreaultNo ratings yet
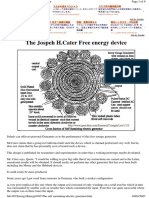
- The Jospeh H.Cater Free Energy Device: WWW - Artmemory.co - Jp/crystalDocument20 pagesThe Jospeh H.Cater Free Energy Device: WWW - Artmemory.co - Jp/crystalBSNNo ratings yet
- Stephanov Patent TransformerDocument6 pagesStephanov Patent TransformerPopescu George BogdanNo ratings yet
- 4B Negros Oriental Tourism Key Players ListDocument1 page4B Negros Oriental Tourism Key Players ListHelena May IsaacNo ratings yet
- The TransformerDocument21 pagesThe TransformerAshok KumarNo ratings yet
- Us 4936961Document8 pagesUs 4936961PratikNo ratings yet
- Parametric ExcitationDocument14 pagesParametric ExcitationSolomanTrismosinNo ratings yet
- Radiant EnergyDocument4 pagesRadiant EnergyGilberto ManhattanNo ratings yet
- Electrolysis Using Nano-Pulse Power SupplyDocument4 pagesElectrolysis Using Nano-Pulse Power SupplyKaryadi DjayaNo ratings yet
- The History of Power Transmission by Radio WavesDocument13 pagesThe History of Power Transmission by Radio WavesJorge SantamariaNo ratings yet
- As Works (Devays) of (Tarielya) To (Kapanadze) .: Moral AspectDocument64 pagesAs Works (Devays) of (Tarielya) To (Kapanadze) .: Moral AspectchigoNo ratings yet
- March 19, 1968 - R, Kromrey I 3,374,376: Electric GeneratorDocument8 pagesMarch 19, 1968 - R, Kromrey I 3,374,376: Electric GeneratorVlad AdrianNo ratings yet
- Tesla Coil ImpedanceDocument16 pagesTesla Coil ImpedanceMagnethos100% (1)
- 220V DC To 220V AC: DIY Inverter Part 2: InstructablesDocument10 pages220V DC To 220V AC: DIY Inverter Part 2: InstructablesTnT ElektricNo ratings yet
- Andrey Melnichenko 19 AugDocument3 pagesAndrey Melnichenko 19 AugJaroslav KnopNo ratings yet
- Hendershot BookDocument52 pagesHendershot BookboboNo ratings yet
- Run Your Car On Waste Vegetable OilDocument12 pagesRun Your Car On Waste Vegetable Oilad14100% (2)
- Bedini SG Intermediate HandbookDocument8 pagesBedini SG Intermediate HandbookVlad Adrian0% (1)
- Application of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsFrom EverandApplication of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsNo ratings yet
- Wild American Ginseng: Lessons for Conservation in the Age of HumansFrom EverandWild American Ginseng: Lessons for Conservation in the Age of HumansNo ratings yet
- Energy at the Surface of the Earth: An Introduction to the Energetics of EcosystemsFrom EverandEnergy at the Surface of the Earth: An Introduction to the Energetics of EcosystemsNo ratings yet
- What Sets The World'S Best Ceos ApartDocument7 pagesWhat Sets The World'S Best Ceos ApartasitchawlaNo ratings yet
- Lecture02 - Hubert - Melting and Fining ProcessesDocument71 pagesLecture02 - Hubert - Melting and Fining ProcessesasitchawlaNo ratings yet
- Performance Analysis For Glass Furnace R PDFDocument8 pagesPerformance Analysis For Glass Furnace R PDFasitchawlaNo ratings yet
- Influence of Fining Agents On Glass Melting A ReviDocument7 pagesInfluence of Fining Agents On Glass Melting A ReviasitchawlaNo ratings yet
- BYD All-Electric BusDocument2 pagesBYD All-Electric BusКонстантин Косарев100% (2)
- ABB Vacuum BreakerDocument40 pagesABB Vacuum BreakerVikrantNo ratings yet
- Certificate of Conformity: Marktstrasse 185, 72793 Pfullingen, GermanyDocument5 pagesCertificate of Conformity: Marktstrasse 185, 72793 Pfullingen, GermanytiagosaraivaluizNo ratings yet
- Protection Discrimination 3Document23 pagesProtection Discrimination 3madhan_22No ratings yet
- Electromagnetic and Electromechanical Engineering Principles Notes 01 BasicsDocument202 pagesElectromagnetic and Electromechanical Engineering Principles Notes 01 BasicsAnonymous gsu1cFNo ratings yet
- A320 ApuDocument11 pagesA320 ApuEdwar ZulmiNo ratings yet
- Automatic Mains Failure Unit: DKG-545 User Manual V-11Document87 pagesAutomatic Mains Failure Unit: DKG-545 User Manual V-11VinhNo ratings yet
- Regulator - ESTAmat MH Mounting Instructions MV1151 (Sept 2000)Document11 pagesRegulator - ESTAmat MH Mounting Instructions MV1151 (Sept 2000)Ieremeiov Vladimir100% (1)
- SJ 20100726164139 001 Zxdu58 s151v41r01m01dc Power System Installation Manual280793Document10 pagesSJ 20100726164139 001 Zxdu58 s151v41r01m01dc Power System Installation Manual280793SabrNo ratings yet
- Solar Watch SimulationDocument4 pagesSolar Watch SimulationSwapNo ratings yet
- Mitsubishi Electric - Service Manual 0B378Document36 pagesMitsubishi Electric - Service Manual 0B378jborg100% (1)
- E Docs Purchase Section Schedule of Rates Common-Sr-2016-17Document181 pagesE Docs Purchase Section Schedule of Rates Common-Sr-2016-17Nagaraju NayakNo ratings yet
- MC34262, MC33262 Power Factor ControllersDocument21 pagesMC34262, MC33262 Power Factor ControllersMaria VaccarielloNo ratings yet
- List of Distribution Utilities by RegionDocument4 pagesList of Distribution Utilities by RegionMaribel_Sapita_2313No ratings yet
- Pecho Taipe John CristiansDocument30 pagesPecho Taipe John CristiansCristian JhonNo ratings yet
- Lecture 1 (History of Power Systems)Document33 pagesLecture 1 (History of Power Systems)Joshua Roberto GrutaNo ratings yet
- MIN 3000-7600TL XH-US DatasheetDocument2 pagesMIN 3000-7600TL XH-US DatasheetMalina MaNo ratings yet
- 15HP 1800 RPM XproofDocument12 pages15HP 1800 RPM XproofBenjamin BenzaquenNo ratings yet
- 23BA20 DS enDocument4 pages23BA20 DS enSenthil ThanappanNo ratings yet
- User'S Manual: SysdriveDocument168 pagesUser'S Manual: Sysdrivebhavik gambhava100% (1)
- ARD SystemDocument9 pagesARD Systemshobhitec20095807No ratings yet
- Effects of Overvoltage On Residential ProductsDocument80 pagesEffects of Overvoltage On Residential ProductsMarcosGodoyPereyraNo ratings yet
- Silicon Controlled-Rectifier Experiment ECE03LABDocument7 pagesSilicon Controlled-Rectifier Experiment ECE03LABAecer MedinaNo ratings yet
- 998-21327565 DVR Ebro GMADocument24 pages998-21327565 DVR Ebro GMACata CatalinNo ratings yet
- Selectivity Tables - CVSDocument37 pagesSelectivity Tables - CVSmostafa tarek mohamed emamNo ratings yet
- Alternergy Case Studies PilillaDocument2 pagesAlternergy Case Studies PilillaCondebuild StaffNo ratings yet
- 12H, 140H, and 160HDocument2 pages12H, 140H, and 160HMarvin Melendez Vanegas100% (6)
- Seca Manuals 727 728Document3 pagesSeca Manuals 727 728Yanira RosasNo ratings yet
- Delta Smps 4 U RackDocument40 pagesDelta Smps 4 U RackdeepakNo ratings yet