You might also like
- 008rtfi Notes Okdoc CompressDocument19 pages008rtfi Notes Okdoc CompressShahid IqbalNo ratings yet
- 008.rtfi Notes - OkDocument19 pages008.rtfi Notes - OkVivekanandan JNo ratings yet
- RADIOGRAPHY INTERPRETATION-Rev1Document41 pagesRADIOGRAPHY INTERPRETATION-Rev1OktayKul80% (5)
- Sampling Plan:: Testing A Certain NumberDocument23 pagesSampling Plan:: Testing A Certain NumberhariNo ratings yet
- Evaluation of RadiographDocument40 pagesEvaluation of Radiographoki karyadi100% (2)
- Busduct Welds - Acceptance StandardDocument3 pagesBusduct Welds - Acceptance StandardSURENDRA NARAYANNo ratings yet
- Film CharacteristicsDocument148 pagesFilm Characteristicsgrkvani10100% (1)
- Film Interpretation and Reference RadiographsDocument7 pagesFilm Interpretation and Reference RadiographsEnrique Tavira67% (3)
- Rtfi 1Document33 pagesRtfi 1Jayaneela PrawinNo ratings yet
- TCVN 4395-1986Document11 pagesTCVN 4395-1986huytai8613No ratings yet
- RT in WeldingDocument35 pagesRT in WeldingSapan KansaraNo ratings yet
- Tank-API-650-docx V-V-I-P PDFDocument20 pagesTank-API-650-docx V-V-I-P PDFtomj9104100% (1)
- Non Destructive TestingDocument54 pagesNon Destructive TestingWILLIAM OMAR SANCHEZ GARZONNo ratings yet
- Multifilm Techinique PDFDocument7 pagesMultifilm Techinique PDFamitNo ratings yet
- Manual Ultrasonic Inspection of Thin Metal Welds: Capucine - Carpentier@twi - Co.ukDocument16 pagesManual Ultrasonic Inspection of Thin Metal Welds: Capucine - Carpentier@twi - Co.ukdarouichNo ratings yet
- F2730F2730MDocument7 pagesF2730F2730MMARCELO DOS SANTOS BARRETOSNo ratings yet
- VT Acceptance Criteria PDFDocument10 pagesVT Acceptance Criteria PDFKalaivel ThandavarayanNo ratings yet
- RT NotesDocument48 pagesRT NotesDevendran Marappan100% (2)
- Ultrasonics Corrosion PittingDocument11 pagesUltrasonics Corrosion PittinggueridiNo ratings yet
- D 4145 - 83 R02 - RdqxnduDocument3 pagesD 4145 - 83 R02 - RdqxnduEmre DalgicNo ratings yet
- Crack Depth Evaluation For Boiler Tubes Using X-Ray Image AnalysisDocument5 pagesCrack Depth Evaluation For Boiler Tubes Using X-Ray Image AnalysisMohsin IamNo ratings yet
- Chapter4 150109005052 Conversion Gate02Document56 pagesChapter4 150109005052 Conversion Gate02زهديابوانسNo ratings yet
- RT ProcedureDocument18 pagesRT Procedure1339979No ratings yet
- Storage Tank (API 650)Document20 pagesStorage Tank (API 650)sbmmla83% (6)
- Viewing and Interpretation of RadiographsDocument30 pagesViewing and Interpretation of RadiographsNatrajiNo ratings yet
- Dual Film RT Article PDFDocument7 pagesDual Film RT Article PDFRaja Muaz Ahmad KhanNo ratings yet
- Industrial Radiography (Rev)Document56 pagesIndustrial Radiography (Rev)Irfan Mehmood100% (3)
- M2.2.3 Visual InspectionDocument11 pagesM2.2.3 Visual InspectionAldy Bagus PratamaNo ratings yet
- Viewing and Interpretation of RadiographsDocument28 pagesViewing and Interpretation of RadiographsEr WidodoNo ratings yet
- Storage Tank API 650Document20 pagesStorage Tank API 650jalison07xNo ratings yet
- Radiography: J K Singh Lecturer/EMDocument33 pagesRadiography: J K Singh Lecturer/EMmanoj kumarNo ratings yet
- ABRA Duretal 45Document2 pagesABRA Duretal 45rusf123No ratings yet
- Significance of Defects in WeldsDocument9 pagesSignificance of Defects in Weldsssk48100% (1)
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 pagesMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNo ratings yet
- QC Methods enDocument12 pagesQC Methods enDanielle BarkerNo ratings yet
- Fundamentals of Materials Science & Engineering: Lab Report 1,2,3,4Document13 pagesFundamentals of Materials Science & Engineering: Lab Report 1,2,3,4MoeNo ratings yet
- D 4145 - 83 R96 - RdqxndutodnsotzfmqDocument3 pagesD 4145 - 83 R96 - RdqxndutodnsotzfmqEmre DalgicNo ratings yet
- Ultrasonic Detection of Pitting PDFDocument7 pagesUltrasonic Detection of Pitting PDFkhuramluckNo ratings yet
- Example Problem Set2 F10Document8 pagesExample Problem Set2 F10irfanNo ratings yet
- DefectsDocument36 pagesDefectsMaverikbjNo ratings yet
- Metrology and MeasurementsDocument58 pagesMetrology and MeasurementsShishir Fawade75% (4)
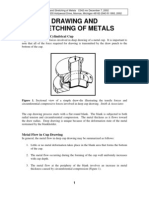
- Drawing and Stretching of MetalsDocument16 pagesDrawing and Stretching of MetalsNavdeep Singh DhakaNo ratings yet
- Ideal Radiograph & Radiographic ErrorsDocument99 pagesIdeal Radiograph & Radiographic Errorsvanshika0% (1)
- Expt 12 TEM Sample Preparation, Imaging and Diffraction Analysis of MaterialsDocument16 pagesExpt 12 TEM Sample Preparation, Imaging and Diffraction Analysis of MaterialsCatherineNo ratings yet
- Radiographic TestingDocument35 pagesRadiographic TestingAdarshNo ratings yet
- JP For RadiographyDocument7 pagesJP For Radiographytaparia_piyushNo ratings yet
- Radiography Part 1Document3 pagesRadiography Part 1JlkKumarNo ratings yet
- NDT AcceptanceDocument62 pagesNDT Acceptancebommakanti srinivasNo ratings yet
- Material Science Hardness Test Lab ReportDocument4 pagesMaterial Science Hardness Test Lab ReportJeremy Lim Choon Keat67% (21)
- Plasma Etching Processes for CMOS Devices RealizationFrom EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeNo ratings yet
- Gemmological Instruments: Their Use and Principles of OperationFrom EverandGemmological Instruments: Their Use and Principles of OperationRating: 4.5 out of 5 stars4.5/5 (5)
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Disposable Field Indicator - Operating Manual - Jun18Document2 pagesDisposable Field Indicator - Operating Manual - Jun18aravindanNo ratings yet
- Operating Instructions For Eclipse Refractometer - 2013 - English PDFDocument8 pagesOperating Instructions For Eclipse Refractometer - 2013 - English PDFaravindanNo ratings yet
- Operating Instructions For Eclipse Refractometer - 2013 - English PDFDocument8 pagesOperating Instructions For Eclipse Refractometer - 2013 - English PDFaravindanNo ratings yet
- Rp20lt Pds July17Document2 pagesRp20lt Pds July17aravindanNo ratings yet
- D30a D30plus Pds Nov18Document3 pagesD30a D30plus Pds Nov18aravindanNo ratings yet
- Yuasa NP12-6 Technical Data Sheet PDFDocument1 pageYuasa NP12-6 Technical Data Sheet PDFaravindanNo ratings yet
- Operating Instructions - Ketos Test Ring - Oct14Document2 pagesOperating Instructions - Ketos Test Ring - Oct14aravindanNo ratings yet
- Activated Carbon PDS July17Document1 pageActivated Carbon PDS July17aravindanNo ratings yet
- Solvent-Based Developer: Product Data SheetDocument3 pagesSolvent-Based Developer: Product Data SheetaravindanNo ratings yet
- ZP 14a Pds July17Document3 pagesZP 14a Pds July17aravindanNo ratings yet
- Yuasa NP12-6 Technical Data Sheet PDFDocument1 pageYuasa NP12-6 Technical Data Sheet PDFaravindanNo ratings yet
- Disposable Field Indicator - Operating Manual - Jun18Document2 pagesDisposable Field Indicator - Operating Manual - Jun18aravindanNo ratings yet
- Yuasa NP12-6 Technical Data Sheet PDFDocument1 pageYuasa NP12-6 Technical Data Sheet PDFaravindanNo ratings yet
- Sample of UT InstructionDocument4 pagesSample of UT Instructionmusaismail8863No ratings yet
- L10 Electromagnetic Coil: Use To Detect Transverse CracksDocument1 pageL10 Electromagnetic Coil: Use To Detect Transverse CracksaravindanNo ratings yet
- ISNT Membership FormDocument1 pageISNT Membership FormaravindanNo ratings yet
- Test Pieces LPI PDS Jun18Document9 pagesTest Pieces LPI PDS Jun18aravindanNo ratings yet
- 1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesDocument2 pages1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesaravindanNo ratings yet
- Presentation Casting DefectDocument94 pagesPresentation Casting Defecttanydhillon100% (1)
- QB1 Quick Break Tester - Operating Manual - Jun18Document4 pagesQB1 Quick Break Tester - Operating Manual - Jun18aravindanNo ratings yet
- Solvent-Based Developer: Product Data SheetDocument3 pagesSolvent-Based Developer: Product Data SheetaravindanNo ratings yet
- Stepdown Transformerl PDS Aug17Document1 pageStepdown Transformerl PDS Aug17aravindanNo ratings yet
- QB1 Quick Break Tester - Operating Manual - Jun18Document3 pagesQB1 Quick Break Tester - Operating Manual - Jun18aravindanNo ratings yet
- Disposable Field Indicator - Operating Manual - Jun18Document2 pagesDisposable Field Indicator - Operating Manual - Jun18aravindanNo ratings yet
- ETT Series - Operating Manual - Jun18Document10 pagesETT Series - Operating Manual - Jun18aravindanNo ratings yet
- QQIs - Operating Manual - Jun18Document4 pagesQQIs - Operating Manual - Jun18aravindanNo ratings yet
- L10 Electromagnetic Coil: Use To Detect Transverse CracksDocument1 pageL10 Electromagnetic Coil: Use To Detect Transverse CracksaravindanNo ratings yet
- Magnetic Yokes Brochure - Jan18Document3 pagesMagnetic Yokes Brochure - Jan18aravindanNo ratings yet
- QB1 Quick Break Tester - Operating Manual - Jun18Document4 pagesQB1 Quick Break Tester - Operating Manual - Jun18aravindanNo ratings yet
- Norman, K. R., Pali Philology & The Study of BuddhismDocument13 pagesNorman, K. R., Pali Philology & The Study of BuddhismkhrinizNo ratings yet
- ABBindustrialdrives Modules en RevBDocument2 pagesABBindustrialdrives Modules en RevBMaitry ShahNo ratings yet
- Written Report SampleDocument16 pagesWritten Report Sampleallanposo3No ratings yet
- Solutions DPP 2Document3 pagesSolutions DPP 2Tech. VideciousNo ratings yet
- Abas Drug Study Nicu PDFDocument4 pagesAbas Drug Study Nicu PDFAlexander Miguel M. AbasNo ratings yet
- Gobekli TepeDocument2 pagesGobekli TepeCarl Feagans100% (1)
- Addendum ESIA Oct 2019Document246 pagesAddendum ESIA Oct 2019melkamuNo ratings yet
- Final - Anarchy One-Sheet Sell SheetDocument2 pagesFinal - Anarchy One-Sheet Sell SheetMaddanie WijayaNo ratings yet
- Req Equip Material Devlopment Power SectorDocument57 pagesReq Equip Material Devlopment Power Sectorayadav_196953No ratings yet
- Lesson Plan For DemoDocument9 pagesLesson Plan For DemoJulius LabadisosNo ratings yet
- HDO OpeationsDocument28 pagesHDO OpeationsAtif NadeemNo ratings yet
- Data Science ProjectsDocument3 pagesData Science ProjectsHanane GríssetteNo ratings yet
- Energy Production From Speed BreakerDocument44 pagesEnergy Production From Speed BreakerMuhammad Bilal67% (3)
- An Enhanced Radio Network Planning Methodology For GSM-R CommunicationsDocument4 pagesAn Enhanced Radio Network Planning Methodology For GSM-R CommunicationsNuno CotaNo ratings yet
- Nat Steel BREGENEPD000379Document16 pagesNat Steel BREGENEPD000379Batu GajahNo ratings yet
- LP Week 8Document4 pagesLP Week 8WIBER ChapterLampungNo ratings yet
- E-CRM Analytics The Role of Data Integra PDFDocument310 pagesE-CRM Analytics The Role of Data Integra PDFJohn JiménezNo ratings yet
- Punches and Kicks Are Tools To Kill The Ego.Document1 pagePunches and Kicks Are Tools To Kill The Ego.arunpandey1686No ratings yet
- Flipkart Labels 06 Jul 2022 09 52Document37 pagesFlipkart Labels 06 Jul 2022 09 52Dharmesh ManiyaNo ratings yet
- Localization On ECG: Myocardial Ischemia / Injury / InfarctionDocument56 pagesLocalization On ECG: Myocardial Ischemia / Injury / InfarctionduratulfahliaNo ratings yet
- Handbook of Storage Tank Systems: Codes, Regulations, and DesignsDocument4 pagesHandbook of Storage Tank Systems: Codes, Regulations, and DesignsAndi RachmanNo ratings yet
- ID25bc8b496-2013 Dse English PaperDocument2 pagesID25bc8b496-2013 Dse English PaperSimpson WainuiNo ratings yet
- NCP - Impaired Urinary EliminationDocument3 pagesNCP - Impaired Urinary EliminationFretzgine Lou ManuelNo ratings yet
- Parrot Mk6100 Userguide Zone1Document100 pagesParrot Mk6100 Userguide Zone1Maria MartinNo ratings yet
- HR Practices in Public Sector Organisations: (A Study On APDDCF LTD.)Document28 pagesHR Practices in Public Sector Organisations: (A Study On APDDCF LTD.)praffulNo ratings yet
- Tec066 6700 PDFDocument2 pagesTec066 6700 PDFExclusivo VIPNo ratings yet
- Economics Exam Technique GuideDocument21 pagesEconomics Exam Technique Guidemalcewan100% (5)
- Quotation - 1Document4 pagesQuotation - 1haszirul ameerNo ratings yet
- Brain Injury Patients Have A Place To Be Themselves: WHY WHYDocument24 pagesBrain Injury Patients Have A Place To Be Themselves: WHY WHYDonna S. SeayNo ratings yet
- DG Oil SpecificationDocument10 pagesDG Oil SpecificationafsalmohmdNo ratings yet