You might also like
- EMI+Shielding+WIre+Mesh+Gasket ENG Jan.2021Document2 pagesEMI+Shielding+WIre+Mesh+Gasket ENG Jan.2021Anil KumarNo ratings yet
- Concertina Coils EfficacyDocument1 pageConcertina Coils EfficacyMustafa ShahNo ratings yet
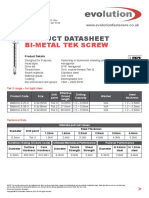
- Metal Tek ScrewDocument2 pagesMetal Tek ScrewAmin SalahNo ratings yet
- Technical Particulars of FS Cable: SR - No. Description UnitDocument1 pageTechnical Particulars of FS Cable: SR - No. Description Unitshivam dwivediNo ratings yet
- N1P 1.5 P1T2 BLK LDocument2 pagesN1P 1.5 P1T2 BLK LRijo RajanNo ratings yet
- Bolt Depot - Bolt Grade Markings and Strength ChartDocument2 pagesBolt Depot - Bolt Grade Markings and Strength ChartSundar KumarNo ratings yet
- Hoist Chains: For Manual and Motor-Driven HoistsDocument12 pagesHoist Chains: For Manual and Motor-Driven HoistsjoosuasinagaNo ratings yet
- Metric DIN 982 Nylon Insert Hexagon Stop Lock Nuts High TypeDocument4 pagesMetric DIN 982 Nylon Insert Hexagon Stop Lock Nuts High Typevikram jainNo ratings yet
- Metric DIN 929 SpecDocument4 pagesMetric DIN 929 SpecDobrica PetrovicNo ratings yet
- 300 WY4 Series Leaflet Final Tig MachineDocument2 pages300 WY4 Series Leaflet Final Tig MachineYm PrathishNo ratings yet
- Metric DIN 7 SpecDocument6 pagesMetric DIN 7 SpecGülinNo ratings yet
- Self Drill Screw With Flange WurthDocument4 pagesSelf Drill Screw With Flange WurthentosektosNo ratings yet
- Forming Taps: The Right Tool at The Right TimeDocument9 pagesForming Taps: The Right Tool at The Right TimeĐức Nguyễn VănNo ratings yet
- Cage Nut: WN 0381, Zinc-Plated Steel, Blue Passivated (A2K), Without CirclipDocument1 pageCage Nut: WN 0381, Zinc-Plated Steel, Blue Passivated (A2K), Without CirclipKYLIAN LAUDRELNo ratings yet
- Catalog Thai Wire ProductsDocument26 pagesCatalog Thai Wire ProductsNorth KomkritNo ratings yet
- TDS CatalogTWP PDFDocument26 pagesTDS CatalogTWP PDFpankaj_paul6451No ratings yet
- GTP 50Document2 pagesGTP 50er.manishnhpcNo ratings yet
- Weldability of Friction Stir Welding Using Aluminium Alloy With Pure CopperDocument2 pagesWeldability of Friction Stir Welding Using Aluminium Alloy With Pure CopperIJAERS JOURNAL100% (1)
- FourCut ENG 2020 GroovingDocument16 pagesFourCut ENG 2020 Groovingsaepudin 40No ratings yet
- Single Composite Beam With Deck Slab Design - ISMBDocument94 pagesSingle Composite Beam With Deck Slab Design - ISMBHAZIRACFS SURAT100% (1)
- Aisi O1: Cold Work Tool SteelDocument7 pagesAisi O1: Cold Work Tool Steeltewiinaba777No ratings yet
- M3x18mm ScrewDocument2 pagesM3x18mm ScrewTonio JimenezNo ratings yet
- Cu ZN 10Document2 pagesCu ZN 10wjjt6chgtmNo ratings yet
- Bolt Depot - Bolt Grade Markings and Strength ChartDocument2 pagesBolt Depot - Bolt Grade Markings and Strength ChartKiara Ticangan Argel100% (1)
- Synthetic Diamond Powders For Stone, Mining & Construction: ISD Series / IPD SeriesDocument4 pagesSynthetic Diamond Powders For Stone, Mining & Construction: ISD Series / IPD SeriesXavierNo ratings yet
- Metalkraft (Z Purlins Re Print)Document4 pagesMetalkraft (Z Purlins Re Print)parthaNo ratings yet
- Stoody 105Document1 pageStoody 105JUAN DAVID ESPITIANo ratings yet
- Fecha Técnica RS-GYFXS-6 - 12 - 24 Fibra Andina SM - MMDocument2 pagesFecha Técnica RS-GYFXS-6 - 12 - 24 Fibra Andina SM - MMviviana tNo ratings yet
- Product17 - File1 - 0 - Product Pages - Hex Bolt ZP and HDGDocument2 pagesProduct17 - File1 - 0 - Product Pages - Hex Bolt ZP and HDGLavanyanNo ratings yet
- Kyocera TN6020 - PV7020 - BrochureDocument12 pagesKyocera TN6020 - PV7020 - BrochuresdhgwdNo ratings yet
- Rawlbolt: Shield Anchor Loose BoltDocument6 pagesRawlbolt: Shield Anchor Loose BoltAvish GunnuckNo ratings yet
- 3X185 RM HT (Test Report)Document1 page3X185 RM HT (Test Report)jamilNo ratings yet
- Project 2 ScrewedDocument7 pagesProject 2 ScrewedDjuro SavkinNo ratings yet
- FLR2X11Y CablesDocument1 pageFLR2X11Y CablesVijay KarthikeyanNo ratings yet
- FLR2X11Y CablesDocument1 pageFLR2X11Y CablesKristaNo ratings yet
- Stainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsDocument3 pagesStainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsPaulNo ratings yet
- Stoody 102S SAW002Document1 pageStoody 102S SAW002Juaros LeonNo ratings yet
- 11kV EPR Prysmian Cable SpecDocument1 page11kV EPR Prysmian Cable Specmo shNo ratings yet
- 01 Track 2 - Armaki2 - 019 GDIS-Advantages of Fortiform 980 GI - Superior Weldability PDFDocument17 pages01 Track 2 - Armaki2 - 019 GDIS-Advantages of Fortiform 980 GI - Superior Weldability PDFSilverio AcuñaNo ratings yet
- Welding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeDocument3 pagesWelding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeJOLLY JAYA SENTOSANo ratings yet
- JST - Automotive - Connectors - JSTM S A0001226634 1 1746827Document4 pagesJST - Automotive - Connectors - JSTM S A0001226634 1 1746827Araceli OrtizNo ratings yet
- 5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsDocument36 pages5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsAnonymous bqV7MbFSuNo ratings yet
- SmppdataDocument2 pagesSmppdataMarco NiNo ratings yet
- Technical Data: Drillfast Stainless Df12-Ss Standard FastenersDocument6 pagesTechnical Data: Drillfast Stainless Df12-Ss Standard FastenersJonathan DouglasNo ratings yet
- Zamil Steel Buildings Design Manual: 1.5. Skylight PanelsDocument1 pageZamil Steel Buildings Design Manual: 1.5. Skylight PanelsvuvandanNo ratings yet
- Bimetal-Strip-Steel 2017 Rev.1Document14 pagesBimetal-Strip-Steel 2017 Rev.1humberto cerda gonzalezNo ratings yet
- PB Uddeholm Arne EnglishDocument12 pagesPB Uddeholm Arne EnglishffnNo ratings yet
- 20SQGD070 Spec SheetDocument5 pages20SQGD070 Spec Sheetsametb_1No ratings yet
- Llcau9+: Armored - Singlemode 9/125 OS1 & OS2Document2 pagesLlcau9+: Armored - Singlemode 9/125 OS1 & OS2eng.mahmoud102No ratings yet
- Data Teknis Hive Honeycomb KoreaDocument70 pagesData Teknis Hive Honeycomb KoreailhamhanafyNo ratings yet
- DIN 7500 - Trilobular Thread Rolling ScrewsDocument3 pagesDIN 7500 - Trilobular Thread Rolling ScrewsDerek100% (1)
- FLRY11Y CablesDocument1 pageFLRY11Y CablesKristaNo ratings yet
- Self Drilling Screws: DescriptionDocument2 pagesSelf Drilling Screws: DescriptionPaulNo ratings yet
- Spesifikasi Barang ListrikDocument2 pagesSpesifikasi Barang ListriksaypunyaNo ratings yet
- Formosa Taisox: High Density Polyethylene (HDPE) - Fi L M GR Ade Dat A Sheet SDocument1 pageFormosa Taisox: High Density Polyethylene (HDPE) - Fi L M GR Ade Dat A Sheet SluisalbertolvNo ratings yet
- Connector: Board-In Crimp Style ConnectorsDocument3 pagesConnector: Board-In Crimp Style ConnectorsTrần Long VũNo ratings yet
- Slab Design OldDocument14 pagesSlab Design Oldshreejay maneNo ratings yet
- Concrete C20/25 - C50/60 Uncracked Natural Stone Not Approved European Technical Approval Option 7 For Uncracked ConcreteDocument3 pagesConcrete C20/25 - C50/60 Uncracked Natural Stone Not Approved European Technical Approval Option 7 For Uncracked ConcretesavioNo ratings yet
- b205g - MS Plus - 201601Document44 pagesb205g - MS Plus - 201601Alexandre SouzaNo ratings yet
- Video and Camcorder Servicing and TechnologyFrom EverandVideo and Camcorder Servicing and TechnologyRating: 4 out of 5 stars4/5 (1)
- The 2001 International Forum On Design For Manufacture and AssemblyDocument4 pagesThe 2001 International Forum On Design For Manufacture and Assemblyநளின் கான்No ratings yet
- Design and Analysis of Grass Cutting Machine by Using DFMA MethodDocument10 pagesDesign and Analysis of Grass Cutting Machine by Using DFMA Methodநளின் கான்No ratings yet
- DFMA and Sustainability Analysis in Product DesignDocument9 pagesDFMA and Sustainability Analysis in Product Designநளின் கான்No ratings yet
- Parallelogram BH: (Heron's Formula)Document3 pagesParallelogram BH: (Heron's Formula)நளின் கான்No ratings yet
- Welcome!: Dimensional EngineeringDocument66 pagesWelcome!: Dimensional Engineeringநளின் கான்No ratings yet
- Design For Assembly (DFA) : 1. Utilize Common Parts and Materials (Standardization)Document58 pagesDesign For Assembly (DFA) : 1. Utilize Common Parts and Materials (Standardization)நளின் கான்No ratings yet
- Design For Manufacture and Assembly Oriented Design Approach To A Curtain Wall System: A Case Study of A Commercial Building in Wuhan, ChinaDocument16 pagesDesign For Manufacture and Assembly Oriented Design Approach To A Curtain Wall System: A Case Study of A Commercial Building in Wuhan, Chinaநளின் கான்No ratings yet
- GD&T QuestionsDocument12 pagesGD&T Questionsநளின் கான்100% (1)
- Fundamentals of Machine Design Fundamentals of Mechanical Engineering DrawingDocument56 pagesFundamentals of Machine Design Fundamentals of Mechanical Engineering Drawingநளின் கான்No ratings yet
- IIGDT - Tolerancing Optimization Examples With $ SignsDocument9 pagesIIGDT - Tolerancing Optimization Examples With $ Signsநளின் கான்No ratings yet
- InspectionXpert GD&T-Mar2019Document1 pageInspectionXpert GD&T-Mar2019நளின் கான்No ratings yet
- Metal Cutting TrainingDocument13 pagesMetal Cutting Trainingநளின் கான்No ratings yet
- GD&T Question - AnswerDocument1 pageGD&T Question - Answerநளின் கான்No ratings yet
- Fermat Contest: Canadian Mathematics CompetitionDocument4 pagesFermat Contest: Canadian Mathematics Competitionสฮาบูดีน สาและNo ratings yet
- Phase-Locked Loop Independent Second-Order Generalized Integrator For Single-Phase Grid SynchronizationDocument9 pagesPhase-Locked Loop Independent Second-Order Generalized Integrator For Single-Phase Grid SynchronizationGracella AudreyNo ratings yet
- 4th Six Weeks RecoveryDocument8 pages4th Six Weeks RecoveryAshley HighNo ratings yet
- Em - Animals A To ZDocument9 pagesEm - Animals A To ZgowriNo ratings yet
- Heron's Formula For The Area of A Triangle - Shailesh A ShiraliDocument9 pagesHeron's Formula For The Area of A Triangle - Shailesh A ShiraliAltananyNo ratings yet
- Management Science - Lecture 2Document9 pagesManagement Science - Lecture 2Nicole SallanNo ratings yet
- Correlation of Body Mass Index With Endometrial Histopathology in Abnormal Uterine BleedingDocument101 pagesCorrelation of Body Mass Index With Endometrial Histopathology in Abnormal Uterine BleedingpritamNo ratings yet
- NavaDocument2 pagesNavasaikiranNo ratings yet
- Qualitest Canada BrochureDocument7 pagesQualitest Canada BrochureBala SingamNo ratings yet
- Sip Dissertation - Final - Final For CollegeDocument17 pagesSip Dissertation - Final - Final For Collegevikashirulkar922No ratings yet
- Action, Desire and Subjectivity in Prabhakara MimamsaDocument28 pagesAction, Desire and Subjectivity in Prabhakara Mimamsasiddy_777No ratings yet
- IPC 4552 Cuprins - ENIG PDFDocument3 pagesIPC 4552 Cuprins - ENIG PDFMarlon CornejoNo ratings yet
- Flap Designs For Flap Advancement During Implant Therapy A Systematic Review 2016 PDFDocument8 pagesFlap Designs For Flap Advancement During Implant Therapy A Systematic Review 2016 PDFRohit ShahNo ratings yet
- DuctBank For Electrical SystemDocument4 pagesDuctBank For Electrical SystemAnonymous XYAPaxjbYNo ratings yet
- Maharashtra Brochure (2023)Document4 pagesMaharashtra Brochure (2023)assmexellenceNo ratings yet
- The Greek LettersDocument18 pagesThe Greek LettersSupreet GuptaNo ratings yet
- B2 - Effects of UV-C Treatment and Cold Storage On Ergosterol and Vitamin D2 Contents in Different Parts of White and Brown Mushroom (Agaricus Bisporus)Document6 pagesB2 - Effects of UV-C Treatment and Cold Storage On Ergosterol and Vitamin D2 Contents in Different Parts of White and Brown Mushroom (Agaricus Bisporus)Nadya Mei LindaNo ratings yet
- Facility Systems, Ground Support Systems, and Ground Support EquipmentDocument97 pagesFacility Systems, Ground Support Systems, and Ground Support EquipmentSree288No ratings yet
- Full Download Test Bank For Environmental Economics and Management Theory Policy and Applications 6th Edition Callan PDF Full ChapterDocument27 pagesFull Download Test Bank For Environmental Economics and Management Theory Policy and Applications 6th Edition Callan PDF Full Chapterscissionrideau941m100% (20)
- De Thi Vao 10 Chuyen Hoa Nguyen Trai Hai Duong 20212022Document2 pagesDe Thi Vao 10 Chuyen Hoa Nguyen Trai Hai Duong 20212022Trần Ngọc BíchNo ratings yet
- Research Proposal PHDDocument19 pagesResearch Proposal PHDSuleiman Mukhtar100% (2)
- Dynamics Study MaterialDocument57 pagesDynamics Study Materialanik sarkerNo ratings yet
- Question Paper - GIAN - 19 - ModifiedDocument4 pagesQuestion Paper - GIAN - 19 - Modifiedsayan mukherjeeNo ratings yet
- AN-PFC-TDA 4863-3 Calculation-Tool For PFC-Preconverter Using TDA 4863Document9 pagesAN-PFC-TDA 4863-3 Calculation-Tool For PFC-Preconverter Using TDA 4863NaciConSolNo ratings yet
- Carbon Emissions Don't Cause Global Warming: BackgroundDocument5 pagesCarbon Emissions Don't Cause Global Warming: BackgroundLibertyAustraliaNo ratings yet
- Tabla QuimicaDocument12 pagesTabla QuimicaPablo PasqualiniNo ratings yet
- JCB R135 & R155-HD Skid Steer-New BrochureDocument8 pagesJCB R135 & R155-HD Skid Steer-New BrochureAshraf KadabaNo ratings yet
- Welrod Silenced PistolDocument2 pagesWelrod Silenced Pistolblowmeasshole1911No ratings yet
- Conduit 5Document42 pagesConduit 5dediNo ratings yet
- Design and Management of Mettur Dam by Predicting Seepage Losses Using Remote SensingDocument10 pagesDesign and Management of Mettur Dam by Predicting Seepage Losses Using Remote SensingInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet