You might also like
- RISSTDocument1 pageRISSTWily Villanueva TorrealvaNo ratings yet
- Sub Estacion EsDocument314 pagesSub Estacion EsgusfajNo ratings yet
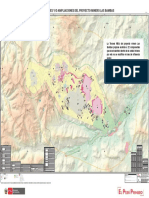
- Mapa de Las Modificaciones y Ampliaciones Del Proyecto Minero Las Bambas 2018 1Document1 pageMapa de Las Modificaciones y Ampliaciones Del Proyecto Minero Las Bambas 2018 1Wily Villanueva TorrealvaNo ratings yet
- TestDocument3 pagesTestWily Villanueva TorrealvaNo ratings yet
- SubestacionesDocument138 pagesSubestacionesLucho GonzálezNo ratings yet
- Trabajos en AlturaDocument39 pagesTrabajos en AlturaWily Villanueva TorrealvaNo ratings yet
- 3Document13 pages3Jorge Luis Sarmiento PiersantelliNo ratings yet
- Trabajos en AlturaDocument39 pagesTrabajos en AlturaWily Villanueva TorrealvaNo ratings yet
- Generador, Tableros y EppsDocument5 pagesGenerador, Tableros y EppsWily Villanueva TorrealvaNo ratings yet
- Documento Completo - pdf-PDFA PDFDocument8 pagesDocumento Completo - pdf-PDFA PDFDanny SaltoNo ratings yet
- Documento Completo - pdf-PDFA PDFDocument8 pagesDocumento Completo - pdf-PDFA PDFDanny SaltoNo ratings yet
- Tablas GestionDocument9 pagesTablas GestionWily Villanueva TorrealvaNo ratings yet
- Vientos Extremos en NQN PDFDocument11 pagesVientos Extremos en NQN PDFlucas_martin_3No ratings yet
- NTP 350.301 2009 Calderas Estandares Eficiencia2Document21 pagesNTP 350.301 2009 Calderas Estandares Eficiencia2Jorge Luis AlejosNo ratings yet
- Auditoria EnergeticaDocument3 pagesAuditoria EnergeticaWily Villanueva TorrealvaNo ratings yet
- Auditoria EnergeticaDocument3 pagesAuditoria EnergeticaWily Villanueva TorrealvaNo ratings yet
- Dia Del AguaDocument1 pageDia Del AguaWily Villanueva TorrealvaNo ratings yet
- Las Vocales y La Sagrada FamiliaDocument11 pagesLas Vocales y La Sagrada FamiliaWily Villanueva TorrealvaNo ratings yet
- Informe MicrocontroladiresDocument8 pagesInforme MicrocontroladiresWily Villanueva TorrealvaNo ratings yet
- Resumen Convección - PTCDocument31 pagesResumen Convección - PTCJorge Luis FigueroaNo ratings yet
- Presentación Básica PinturasDocument81 pagesPresentación Básica PinturasAntonioVirardiNo ratings yet
- Corken Canal Lateral Multi Eta PaDocument2 pagesCorken Canal Lateral Multi Eta PaingenerproNo ratings yet
- T Uteq 006Document90 pagesT Uteq 006YEMINNA ZELHA HUARI SANABRIANo ratings yet
- Curso de Albañileria CondinadaDocument108 pagesCurso de Albañileria CondinadaPedro JimenezNo ratings yet
- Manufactura HíbridaDocument6 pagesManufactura HíbridaMiguel SotoNo ratings yet
- Puente de FierroDocument29 pagesPuente de FierroLiz V M Zkgcjfdut100% (1)
- Proceso e Importancia Del Reciclaje de Botellas PlasticasDocument3 pagesProceso e Importancia Del Reciclaje de Botellas PlasticasArllely SandovalNo ratings yet
- Trabajo - Desarrollo de Analisis Interno TESLADocument3 pagesTrabajo - Desarrollo de Analisis Interno TESLASteven AlcázarNo ratings yet
- Las Seis Mejores CAFETERAS BIALETTI INDUCCION de 2021 - CafeteraDocument1 pageLas Seis Mejores CAFETERAS BIALETTI INDUCCION de 2021 - CafeteraAMNo ratings yet
- 1.3 Linea de ConduccionDocument10 pages1.3 Linea de Conduccionalfonso luis mendoza de la cruzNo ratings yet
- 1183inst - Moto Honda Cbf150Document12 pages1183inst - Moto Honda Cbf150Yorman PeraltaNo ratings yet
- Catalogo Imola Componentes Hidraulicos I - CDocument45 pagesCatalogo Imola Componentes Hidraulicos I - CFernando Fuentes lagosNo ratings yet
- Operaciones Unitarias Sobre El Ciclo de RefrigeraciónDocument10 pagesOperaciones Unitarias Sobre El Ciclo de RefrigeraciónErick GarciaNo ratings yet
- Envase, Empaque y EmbalajeDocument28 pagesEnvase, Empaque y EmbalajeBrandonvanpersie0% (1)
- 2301 - Mendoza Rodriguez Alex - Tarea 1 - Procesos de ManufacturaDocument5 pages2301 - Mendoza Rodriguez Alex - Tarea 1 - Procesos de ManufacturaAlexis Mendoza RodriguezNo ratings yet
- Hormigon Armado IDocument7 pagesHormigon Armado IVictor Gutierrez CruzNo ratings yet
- Manual-Absorcion y Agotamiento-13 PDFDocument50 pagesManual-Absorcion y Agotamiento-13 PDFAlejandro CanoNo ratings yet
- Quimica10ABC 02Document32 pagesQuimica10ABC 02DIANA CAROLINA POSADA LINARESNo ratings yet
- Caso Galleta. SIEDocument3 pagesCaso Galleta. SIEElNo ratings yet
- Primer Grupo de CationesDocument14 pagesPrimer Grupo de CationesJebuz Raskolnikov Valencia Garro100% (1)
- Prblemas ResistDocument19 pagesPrblemas Resistjhermosell0% (1)
- Control de Las Condiciones de ServicioDocument44 pagesControl de Las Condiciones de ServicioHector Irigoin BustamanteNo ratings yet
- Especificacion Tecnica de Zapatas Concreto 210 (Costos)Document8 pagesEspecificacion Tecnica de Zapatas Concreto 210 (Costos)Elvis EscobedoNo ratings yet
- ACT. 2 Informe - Matriz LegalDocument8 pagesACT. 2 Informe - Matriz LegalCristian VelandiaNo ratings yet
- Álbum QuirurgicoDocument43 pagesÁlbum QuirurgicoKarina Monsserrat83% (6)
- MC324Document4 pagesMC324juanalberto1234No ratings yet
- Partes de Un TornoDocument4 pagesPartes de Un TornocesarNo ratings yet
- PSLDocument9 pagesPSLSarga TanNo ratings yet
- Material EsDocument16 pagesMaterial EsMaría LeónNo ratings yet
- Quiz 1 Quimica Poli PDFDocument29 pagesQuiz 1 Quimica Poli PDFAndrés Martínez100% (3)