You might also like
- LSAI SQA Manual FileDocument39 pagesLSAI SQA Manual FileSivakumar LNo ratings yet
- Route Card Implementation (In In-House and Supplier)Document10 pagesRoute Card Implementation (In In-House and Supplier)Manoharar RNo ratings yet
- MARATHAN MOTOR SOP Recruitment ProcedureDocument4 pagesMARATHAN MOTOR SOP Recruitment Procedurerishi gautamNo ratings yet
- Defect Rate Monitoring: Part Name: Checked By: Part Number: Customer Month Approved byDocument6 pagesDefect Rate Monitoring: Part Name: Checked By: Part Number: Customer Month Approved byParthiban DNo ratings yet
- 12 MGD MRM Report Jan-2020Document156 pages12 MGD MRM Report Jan-2020Manish KaushikNo ratings yet
- Preventive Maintenance Checklist for Hardrock Attachments Pvt. LtdDocument1 pagePreventive Maintenance Checklist for Hardrock Attachments Pvt. LtdSandeep KumarNo ratings yet
- Vendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefDocument3 pagesVendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefAmit KumarNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- WI-R&D-33 - Field Validation of ClutchDocument3 pagesWI-R&D-33 - Field Validation of ClutchDisha ShahNo ratings yet
- Control (Quality) PlanDocument1 pageControl (Quality) PlanRabia ZulqarnainNo ratings yet
- Grafica XRDocument1 pageGrafica XRAlfonso CruzNo ratings yet
- Final Inspection - Tata Ace DiscDocument3 pagesFinal Inspection - Tata Ace DiscazadNo ratings yet
- MRM PlanDocument2 pagesMRM Plang.kannan100% (1)
- Nabtesco - Annual Appraisal Sheet (For Manager & Above) 2021Document10 pagesNabtesco - Annual Appraisal Sheet (For Manager & Above) 2021Kiran AmboreNo ratings yet
- PFD - Example..Document4 pagesPFD - Example..lalit GuptaNo ratings yet
- MF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionDocument1 pageMF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionRohit VishwakarmaNo ratings yet
- 8.fixture Inspection ReportDocument1 page8.fixture Inspection ReportBASAVA ENGINEERINGNo ratings yet
- Shutter Mag WiDocument1 pageShutter Mag Wikiran vkNo ratings yet
- Boss Gears Attendance Training RecordDocument2 pagesBoss Gears Attendance Training RecordMohit SinghNo ratings yet
- Report No Date Customer Name Heat No Material Grade Size No of Pieces Weight Color CodeDocument1 pageReport No Date Customer Name Heat No Material Grade Size No of Pieces Weight Color CodeRohit VishwakarmaNo ratings yet
- Packaging Details: Vendor Name & AddressDocument4 pagesPackaging Details: Vendor Name & AddressPk NimiwalNo ratings yet
- New Staff Induction Training PlanDocument5 pagesNew Staff Induction Training PlanJohnNo ratings yet
- Check List - Product Realisation ProcessDocument4 pagesCheck List - Product Realisation ProcessDisha ShahNo ratings yet
- 1 - Supplier Rating - Including Premium Freight1Document1 page1 - Supplier Rating - Including Premium Freight1RAJESH DHOKALENo ratings yet
- Quality Manual: Organization ChartDocument2 pagesQuality Manual: Organization ChartmuthuselvanNo ratings yet
- Hyundai Transys Knob Assy FR Seat H/Adj RH 88023-K3000 NNB/T9YDocument2 pagesHyundai Transys Knob Assy FR Seat H/Adj RH 88023-K3000 NNB/T9YubraghuNo ratings yet
- 40 MGD MRM Report JAN 2020Document271 pages40 MGD MRM Report JAN 2020Manish KaushikNo ratings yet
- Process: Process Control Chart Chart No'Document1 pageProcess: Process Control Chart Chart No'AngelikaNo ratings yet
- 390018-Lito Garcia Junio-Production Team LeaderDocument3 pages390018-Lito Garcia Junio-Production Team LeaderATKNo ratings yet
- Cable bracket manufacturing processDocument2 pagesCable bracket manufacturing processBASAVA ENGINEERINGNo ratings yet
- TEAM fEASIBILITYDocument2 pagesTEAM fEASIBILITYPk NimiwalNo ratings yet
- Humidity Indicator Card How To ReadDocument10 pagesHumidity Indicator Card How To ReadSneha PatelNo ratings yet
- Skill evaluation criteria for CED and chrome plating processesDocument1 pageSkill evaluation criteria for CED and chrome plating processesDinesh KumarNo ratings yet
- PDF Process Audit Vda 63Document9 pagesPDF Process Audit Vda 63Shahrazed ZineNo ratings yet
- Laboratory Name: Accreditation Standard Certificate Number Page No Validity Last Amended OnDocument31 pagesLaboratory Name: Accreditation Standard Certificate Number Page No Validity Last Amended OnVikram BillalNo ratings yet
- pure cotton pvt ltd final inspection reportDocument4 pagespure cotton pvt ltd final inspection reportTarun PariharNo ratings yet
- Bin CleaningDocument2 pagesBin CleaningRS MANIKANDANNo ratings yet
- PFMEA Process Failure Modes and Effects AnalysisDocument15 pagesPFMEA Process Failure Modes and Effects AnalysisPrakash RanjanNo ratings yet
- List of Internal Auditors & Competency - Qms Auditor: Updation Freq - YearlyDocument1 pageList of Internal Auditors & Competency - Qms Auditor: Updation Freq - YearlyShaili SharmaNo ratings yet
- IATF 16949 Audit Status & Importance TrackerDocument5 pagesIATF 16949 Audit Status & Importance TrackerUlhas Kavathekar0% (1)
- Quality inspection plan for dyed and printed finished fabricDocument3 pagesQuality inspection plan for dyed and printed finished fabricITOPS TeamNo ratings yet
- Pallava Granite Industries (India) PVT - LTD Manubolu Maintenance Prevetive Maintenance PlanDocument13 pagesPallava Granite Industries (India) PVT - LTD Manubolu Maintenance Prevetive Maintenance Planp kishorNo ratings yet
- Purpose:: Procedure Manual FifoDocument3 pagesPurpose:: Procedure Manual FifoartiNo ratings yet
- EU Space Policy DirectorDocument1 pageEU Space Policy DirectorClau0% (1)
- Root Cause Analysis - ToolDocument11 pagesRoot Cause Analysis - ToolmuneerppNo ratings yet
- Control Chart Analysis for Seaming OperationDocument6 pagesControl Chart Analysis for Seaming Operationsudar1477No ratings yet
- Tool Development PlanDocument3 pagesTool Development PlanTrivesh SharmaNo ratings yet
- 704.F05Daily Production, Rejection ReportDocument4 pages704.F05Daily Production, Rejection ReportRAJESH DHOKALENo ratings yet
- CNC HMC Acc CheckDocument2 pagesCNC HMC Acc CheckKalees WaranNo ratings yet
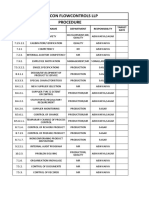
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- Initial Product Quality Control ProcessDocument3 pagesInitial Product Quality Control ProcessSameer SaxenaNo ratings yet
- Netstal Hourly Production Monitoring Sheet 08-08-2018Document1 pageNetstal Hourly Production Monitoring Sheet 08-08-2018saadbinsadaqat123456No ratings yet
- TKW Fasteners ProfileDocument37 pagesTKW Fasteners ProfileRishi GautamNo ratings yet
- Control PlanDocument4 pagesControl PlanRakesh PandeyNo ratings yet
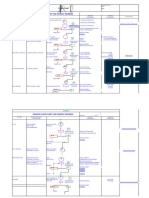
- Process flow chart for primary structural steel fabricationDocument3 pagesProcess flow chart for primary structural steel fabricationmadhu krishnaNo ratings yet
- PPAP Package for Inner Pipe PartDocument31 pagesPPAP Package for Inner Pipe PartPk NimiwalNo ratings yet
- First Article Inspection Report: Purchase Order Number Supplier NameDocument8 pagesFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityNo ratings yet
- VCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingDocument1 pageVCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingBalram JiNo ratings yet
- Axle Push Lever - B - 97Document1 pageAxle Push Lever - B - 97Preetam KumarNo ratings yet
- Adapting Cognitive Behavioral Techniques To Address Anxiety and Depression in Cognitively Able Emerging Adults On The Autism SpectrumDocument3 pagesAdapting Cognitive Behavioral Techniques To Address Anxiety and Depression in Cognitively Able Emerging Adults On The Autism SpectrumVini PezzinNo ratings yet
- Basic Concepts of Citrix XenAppDocument13 pagesBasic Concepts of Citrix XenAppAvinash KumarNo ratings yet
- TR-Pharmacy Services NC IIIDocument135 pagesTR-Pharmacy Services NC IIIAljon Fortaleza Balanag100% (2)
- Linear Piston Actuators: by Sekhar Samy, CCI, and Dave Stemler, CCIDocument18 pagesLinear Piston Actuators: by Sekhar Samy, CCI, and Dave Stemler, CCIapi-3854910No ratings yet
- Transistor Amplifier Operating ParametersDocument21 pagesTransistor Amplifier Operating ParametersReddyvari VenugopalNo ratings yet
- Tender Evaluation Template GuideDocument15 pagesTender Evaluation Template GuideKhalid NaeemNo ratings yet
- The Ideal Structure of ZZ (Alwis)Document8 pagesThe Ideal Structure of ZZ (Alwis)yacp16761No ratings yet
- PExam 2020Document126 pagesPExam 2020Omama MaazNo ratings yet
- GEd 105 Midterm ReviewerDocument17 pagesGEd 105 Midterm ReviewerAndryl MedallionNo ratings yet
- HV 2Document80 pagesHV 2Hafiz Mehroz KhanNo ratings yet
- Inclusive E-Service or Risk of Digital Divide The Case of National ICT Policy 2018 of BangladeshDocument11 pagesInclusive E-Service or Risk of Digital Divide The Case of National ICT Policy 2018 of BangladeshInternational Journal of Innovative Science and Research Technology100% (1)
- Roxas Avenue, Isabela City, Basilan Province AY: 2018-2019: Claret College of IsabelaDocument2 pagesRoxas Avenue, Isabela City, Basilan Province AY: 2018-2019: Claret College of IsabelaJennilyn omnosNo ratings yet
- James and Robson 2014 UAVDocument8 pagesJames and Robson 2014 UAVAdriRGNo ratings yet
- About Topsøe - and What We DoDocument20 pagesAbout Topsøe - and What We DoAbhishek ChaudharyNo ratings yet
- ENVPEP1412003Document5 pagesENVPEP1412003south adventureNo ratings yet
- Intro - S4HANA - Using - Global - Bike - Slides - MM - en - v3.3 MODDocument45 pagesIntro - S4HANA - Using - Global - Bike - Slides - MM - en - v3.3 MODMrThedjalexNo ratings yet
- 341SAM Ethical Leadership - Alibaba FinalDocument16 pages341SAM Ethical Leadership - Alibaba FinalPhoebe CaoNo ratings yet
- ES1 Work Panel DatasheetDocument3 pagesES1 Work Panel DatasheetGerardo Alberto Navarro LopezNo ratings yet
- Analogue Lab Manual AL7212 V2.1-Panduan Praktek DSR Elektronika-DikonversiDocument235 pagesAnalogue Lab Manual AL7212 V2.1-Panduan Praktek DSR Elektronika-DikonversiAl-FarabiNo ratings yet
- Osprey, Men-At-Arms #008 The Black Watch (1971) (-) OCR 8.12Document48 pagesOsprey, Men-At-Arms #008 The Black Watch (1971) (-) OCR 8.12mancini100% (4)
- Optimal Inspection and Preventive Maintenance Scheduling of Mining EquipmentDocument9 pagesOptimal Inspection and Preventive Maintenance Scheduling of Mining EquipmentLucia QuispeNo ratings yet
- Component 2 Learner Statement Y2Document6 pagesComponent 2 Learner Statement Y2api-426152133No ratings yet
- PSV Sizing: The Relief Load Can Be Calculated Directly, in Pounds Per Hour, From The Following RelationshipDocument4 pagesPSV Sizing: The Relief Load Can Be Calculated Directly, in Pounds Per Hour, From The Following RelationshipAfees OlajideNo ratings yet
- Johnson 1999Document20 pagesJohnson 1999Linh Hoàng PhươngNo ratings yet
- BS EN 1677-5-2001 - Inc.Document3 pagesBS EN 1677-5-2001 - Inc.Ameer Sadimin SGNo ratings yet
- EPM Mid Lecture 03 Chapt 1Document17 pagesEPM Mid Lecture 03 Chapt 1Partho Protim MondolNo ratings yet
- Berger Paints (India) Limited 21 QuarterUpdateDocument7 pagesBerger Paints (India) Limited 21 QuarterUpdatevikasaggarwal01No ratings yet
- 4WE10 New Series Directional Valves NG10Document9 pages4WE10 New Series Directional Valves NG10Paulo ArrudaNo ratings yet
- Project Cost ForecastDocument11 pagesProject Cost ForecastJames MendesNo ratings yet
- Broom Manufacture Machine: StartDocument62 pagesBroom Manufacture Machine: StartHaziq PazliNo ratings yet