You might also like
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysFrom EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNo ratings yet
- Grafcet: Animation de Grafcets Avec Séquences Et Alternées Et SimultanéesDocument8 pagesGrafcet: Animation de Grafcets Avec Séquences Et Alternées Et SimultanéesAFADNo ratings yet
- Le système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoFrom EverandLe système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoNo ratings yet
- TDElec 8Document7 pagesTDElec 8oukka100% (1)
- Théorie et conception des filtres analogiques, 2e édition: Avec MatlabFrom EverandThéorie et conception des filtres analogiques, 2e édition: Avec MatlabNo ratings yet
- Multisim: Pr. E.M. Skouri 1Document2 pagesMultisim: Pr. E.M. Skouri 1Mohamed ZnbNo ratings yet
- 3 Exercices Réponses FréquentiellesDocument15 pages3 Exercices Réponses FréquentiellesKamal PcNo ratings yet
- MCUADocument4 pagesMCUAHAMADA1972No ratings yet
- Exercice Codeur OptiqueDocument1 pageExercice Codeur OptiqueelmrabetNo ratings yet
- Commande Par Découplage Non LinéaireDocument8 pagesCommande Par Découplage Non LinéaireDjalal Eddine Chemlal100% (1)
- TP 6Document6 pagesTP 6Ahmed AmmarNo ratings yet
- 18 Le GEMMADocument82 pages18 Le GEMMASouhaiel BEJINo ratings yet
- TP Dao SolidworksDocument20 pagesTP Dao SolidworksAli lambadouzaNo ratings yet
- TP Alimentation1Document8 pagesTP Alimentation1loic noumeniNo ratings yet
- Compte Rendu Commande Robots ManipulateurDocument14 pagesCompte Rendu Commande Robots Manipulateurkurts010No ratings yet
- Analyse Modale Dans CATIADocument22 pagesAnalyse Modale Dans CATIAdidierzefNo ratings yet
- 04 Td1 Robotique DHMDocument1 page04 Td1 Robotique DHMAbdullah Al-sharabiNo ratings yet
- Corrigé S1 2013Document7 pagesCorrigé S1 2013youssefelalaouiNo ratings yet
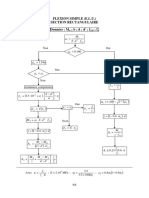
- Flexion Simple (Bras Manipulateur)Document2 pagesFlexion Simple (Bras Manipulateur)SERGIONo ratings yet
- Tutoriel Edugraf2Document7 pagesTutoriel Edugraf2Rabia Zaied100% (1)
- Cours Automatique Linéaire Séance 1Document17 pagesCours Automatique Linéaire Séance 1fakehiNo ratings yet
- 01programme 2STM PDFDocument9 pages01programme 2STM PDFMajda El-aouniNo ratings yet
- Le Moteur Pas A Pas PDFDocument23 pagesLe Moteur Pas A Pas PDFKhaled OuniNo ratings yet
- Sup'Ptic: Itt2 ANNEE ACADEMIQUE 2017-2018Document2 pagesSup'Ptic: Itt2 ANNEE ACADEMIQUE 2017-2018Angel100% (1)
- Verins Pneumatiques E12c-2Document2 pagesVerins Pneumatiques E12c-2dsiscnNo ratings yet
- Robot Schrader Exercice N 2 Grafcet Sous TacheDocument11 pagesRobot Schrader Exercice N 2 Grafcet Sous Tacheiman khadirNo ratings yet
- Algorithme de Crout Avc Et Sans PermutationDocument13 pagesAlgorithme de Crout Avc Et Sans Permutationafkir hamzaNo ratings yet
- TD 35 Corrigé - Systèmes Séquentiels - GRAFCET - Structure Particulière - Grafcet Partiel - Compteur PDFDocument4 pagesTD 35 Corrigé - Systèmes Séquentiels - GRAFCET - Structure Particulière - Grafcet Partiel - Compteur PDFEdmond OuattaraNo ratings yet
- L3 Automatique Cours Capteurs Chaines Mesures ch1Document4 pagesL3 Automatique Cours Capteurs Chaines Mesures ch1Ishak BoukhNo ratings yet
- Cours de Robotique-V3-18-12-2018Document51 pagesCours de Robotique-V3-18-12-2018Omar 95No ratings yet
- TP3moulage ChariotDocument6 pagesTP3moulage ChariotJaouad ElNo ratings yet
- Memoire MassiDocument120 pagesMemoire Massibouslimane idirNo ratings yet
- CR AytomgneDocument13 pagesCR AytomgneMhB SaAdNo ratings yet
- Examen Si 2bac STM 2022 Session Rattrapage CorrigeDocument11 pagesExamen Si 2bac STM 2022 Session Rattrapage CorrigeLOUNDOU orthegaNo ratings yet
- Polycope-TP Capteurs EEA 2021Document32 pagesPolycope-TP Capteurs EEA 2021AradNo ratings yet
- 4.1 S Erie de FourierDocument13 pages4.1 S Erie de FourierJamila DebayaNo ratings yet
- TD AscenceurDocument1 pageTD AscenceurMohamed Lahnine100% (1)
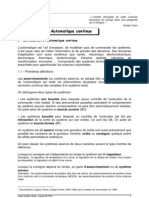
- Auto Ma Ti Que Continue 2003Document32 pagesAuto Ma Ti Que Continue 2003hakkayNo ratings yet
- TP RobotiqueDocument7 pagesTP RobotiqueSalma El BouzidiNo ratings yet
- API ExamenDocument4 pagesAPI Examenchakroun ahmedNo ratings yet
- ControleDocument5 pagesControleEL Boukhrissi OtmaneNo ratings yet
- CapteurDocument4 pagesCapteuryasser kingNo ratings yet
- TP5-1 FeuxDocument6 pagesTP5-1 FeuxsakiinaNo ratings yet
- Cours3 Uc Ports Finale Étudiants PDFDocument10 pagesCours3 Uc Ports Finale Étudiants PDFYoussef HaidaNo ratings yet
- Les Appareils de Mesure en Courant AlternatifDocument6 pagesLes Appareils de Mesure en Courant AlternatifAnonymous ap1THdqd3PNo ratings yet
- 284 - Manuel FR d700Document32 pages284 - Manuel FR d700YahyaMoummouNo ratings yet
- BTS Phy 91Document5 pagesBTS Phy 91Still Karim0% (1)
- 1a Automatique TpsDocument38 pages1a Automatique TpsSouhaib LoudaNo ratings yet
- Devoir LibreDocument3 pagesDevoir LibreAbdessadek Elbachiri100% (1)
- Micro-Controleur C51 Support Complet Et TPDocument78 pagesMicro-Controleur C51 Support Complet Et TPSeddik MaarfiNo ratings yet
- 06 GrafcetDocument28 pages06 Grafcetamine milanoNo ratings yet
- Rappel Des Notions de Puissance Complexe PDFDocument16 pagesRappel Des Notions de Puissance Complexe PDFmolodme380No ratings yet
- TP Robotique TP3 2021-2022Document1 pageTP Robotique TP3 2021-2022imenenouvelleNo ratings yet
- TP Modele GeometriqueDocument8 pagesTP Modele GeometriqueAmine EL FERHANINo ratings yet
- Filiere Usinage Preparation Au CQPM MQ 8Document14 pagesFiliere Usinage Preparation Au CQPM MQ 8mahonde mahondeNo ratings yet
- Reférentiel de Formation Classe de Première MAGDocument20 pagesReférentiel de Formation Classe de Première MAGSamen LempireNo ratings yet
- Module 02 Formation NourrissonDocument3 pagesModule 02 Formation NourrissonMounir FrijaNo ratings yet
- REDFIELD-Revolution Manual FRDocument2 pagesREDFIELD-Revolution Manual FRabremskiNo ratings yet
- Etude de L'isostatismeDocument7 pagesEtude de L'isostatismekamal belkacemNo ratings yet
- Outils ElectricienDocument10 pagesOutils ElectricienCODJIA VITALNo ratings yet
- Ben 4967Document57 pagesBen 4967mimoNo ratings yet
- Dessin TechniqueDocument58 pagesDessin Techniquemimo100% (1)
- Better Meshing Using ANSYS Fluent MeshingDocument8 pagesBetter Meshing Using ANSYS Fluent MeshingmimoNo ratings yet
- Guide de Bonnes Pratiques Pour Le Stockage de Gaz Naturel PDFDocument191 pagesGuide de Bonnes Pratiques Pour Le Stockage de Gaz Naturel PDFLoic DertyNo ratings yet
- 55-1-2 PhysicsDocument15 pages55-1-2 PhysicsAli GadaNo ratings yet
- M Ecanique Quantique II - Corrig e S Erie 2: 1 Delta de Dirac IDocument9 pagesM Ecanique Quantique II - Corrig e S Erie 2: 1 Delta de Dirac Iaba armelNo ratings yet
- Chapitre1-Vecteurs Torseurs PDFDocument19 pagesChapitre1-Vecteurs Torseurs PDFIlies GourriNo ratings yet
- Correction Examen PC Juin 2016 2bac SVT FRDocument7 pagesCorrection Examen PC Juin 2016 2bac SVT FRhassan ibnahmadNo ratings yet
- Dossier Corrigé MecaDocument8 pagesDossier Corrigé Mecaantoine71160No ratings yet
- 1.série N°1 de Chimie II - 1er CP - 2018-2019 ModDocument7 pages1.série N°1 de Chimie II - 1er CP - 2018-2019 ModLAICHAOUI NOURELIMANENo ratings yet
- ResumeThermodynamique 4Document2 pagesResumeThermodynamique 4anas100% (1)
- Etude Des Pendules Couplés Par Une Barre de Torsion: I-But Du TravailDocument5 pagesEtude Des Pendules Couplés Par Une Barre de Torsion: I-But Du TravailSamado Tips46No ratings yet
- Control Non DestructifDocument7 pagesControl Non Destructifhouyam hamdiNo ratings yet
- Exercice 1Document6 pagesExercice 1Houssam FerrahNo ratings yet
- Couples de Serrage - Couples de Controle (Gedore) PDFDocument12 pagesCouples de Serrage - Couples de Controle (Gedore) PDFAmi RoslaneNo ratings yet
- RPFE (Récupération de L'énergie Biomécanique) 2023Document38 pagesRPFE (Récupération de L'énergie Biomécanique) 2023Loffy AyouNo ratings yet
- Dans Les Secrets de L UniversDocument165 pagesDans Les Secrets de L UniversNihad FarahNo ratings yet
- Organigrame BaelDocument5 pagesOrganigrame BaelKaram HoussamNo ratings yet
- Les Ondes Mécaniques Progressives PDFDocument6 pagesLes Ondes Mécaniques Progressives PDFMarøøen Bouabid100% (2)
- Cours S4 Edp 08Document81 pagesCours S4 Edp 08Guy Gildas DjemNo ratings yet
- FT Vide InertieDocument5 pagesFT Vide InertielaurynNo ratings yet
- Les Transformations PhysiquesDocument6 pagesLes Transformations Physiquesbcmdata bcmdata100% (1)
- Ens ScientDocument1 pageEns ScientfachaferreroNo ratings yet
- L'Infini Dans La Paume de La Main - Matthieu Ricard Et Thuan Trinh Xuan PDFDocument465 pagesL'Infini Dans La Paume de La Main - Matthieu Ricard Et Thuan Trinh Xuan PDFVincenzo FlightNo ratings yet
- YAICHDocument187 pagesYAICHAnonymous yIQPdchHNo ratings yet
- Edgar Morin Introduction A La Pense e Complexe PDF Images Avec Recherche PDFDocument157 pagesEdgar Morin Introduction A La Pense e Complexe PDF Images Avec Recherche PDFLeonardo David Hdez83% (6)
- Chap M2Document33 pagesChap M2Kader MilanoNo ratings yet
- WWW - Cours Gratuit - Com Id 10654Document87 pagesWWW - Cours Gratuit - Com Id 10654Zakaria HaouariNo ratings yet
- 636116bfcb71b - Magazine1 ÉnoncéDocument5 pages636116bfcb71b - Magazine1 ÉnoncéAmine MohamedNo ratings yet
- Chap I I Biomedical eDocument26 pagesChap I I Biomedical eZOUHAIR KADDIOUINo ratings yet
- Les Defauts TriphasesDocument12 pagesLes Defauts TriphasesBillel Soti100% (1)
- Programme Instrumentation Et Métrologie LEEA2 - S3 PDFDocument2 pagesProgramme Instrumentation Et Métrologie LEEA2 - S3 PDFParfumerie Actu'ElleNo ratings yet
- S2 1011 Mecanique Des Fluides TD CorrectionDocument9 pagesS2 1011 Mecanique Des Fluides TD Correctiontarif ashtarNo ratings yet
- Modélisation en 2 Dimensions D'une Poutre de Forme Rectangulaire Trouée, Homogène Et Isotrope en Élastoplasticité Sous Sollicitation StatiqueDocument8 pagesModélisation en 2 Dimensions D'une Poutre de Forme Rectangulaire Trouée, Homogène Et Isotrope en Élastoplasticité Sous Sollicitation StatiqueYOUNES KABBAJNo ratings yet