You might also like
- Stelex ProDocument4 pagesStelex ProRafael TellezNo ratings yet
- BlowholeDocument4 pagesBlowholekarthikkandaNo ratings yet
- AMCOL - MCST - TR - HeviSand - Chromite - Double - Skin Defect - On - Heavy - Steel - Casting PDFDocument12 pagesAMCOL - MCST - TR - HeviSand - Chromite - Double - Skin Defect - On - Heavy - Steel - Casting PDFSUNDRAMNAGANo ratings yet
- Study On Retained AusteniteDocument3 pagesStudy On Retained Austenitedwimukh360No ratings yet
- Metal Identification Tests GuideDocument24 pagesMetal Identification Tests GuideAnonymous dh6DITNo ratings yet
- Hot Topics: Effect of Magnesium in Ductile IronDocument3 pagesHot Topics: Effect of Magnesium in Ductile Ironsidharth saraswatNo ratings yet
- Heat TreatmentDocument179 pagesHeat TreatmentDebye101100% (1)
- STELEXDocument1 pageSTELEXbrazilfoundry1986No ratings yet
- Material Selection - Tip Speeds For MaterialsDocument1 pageMaterial Selection - Tip Speeds For Materialsjohan diazNo ratings yet
- Carbon Monoxide Blowholes in Grey IronDocument1 pageCarbon Monoxide Blowholes in Grey Ironarnaldorcr8646No ratings yet
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Document81 pagesMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- Foundry DefectsDocument74 pagesFoundry DefectsdanielsasikumarNo ratings yet
- Cast IronsDocument8 pagesCast IronsAlberto LunaNo ratings yet
- Balachandar - Cast & Duplex SSDocument155 pagesBalachandar - Cast & Duplex SSArunprasad MurugesanNo ratings yet
- Design Considerations of CastingsDocument8 pagesDesign Considerations of Castingshaqjmi100% (2)
- Analysis of Reasons Causing Riser Feeding FailureDocument8 pagesAnalysis of Reasons Causing Riser Feeding Failuremarcotulio123No ratings yet
- Heat Treatment: Prepared by Approved byDocument20 pagesHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryNo ratings yet
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Nitrogen Fissures Defects in Iron Castings: Back ToDocument2 pagesNitrogen Fissures Defects in Iron Castings: Back ToJustin DixonNo ratings yet
- Effects of Alloying ElementsDocument3 pagesEffects of Alloying Elementsdraj1875977No ratings yet
- Alloying Elements and Their EffectsDocument5 pagesAlloying Elements and Their EffectsDimas Anugrah100% (2)
- BCIRA Broadsheet 257-1Document4 pagesBCIRA Broadsheet 257-1Richard FarnellNo ratings yet
- Phaset 1Document235 pagesPhaset 1Francisco PerezNo ratings yet
- FP240Document28 pagesFP240igorisakovNo ratings yet
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- O HC HCDocument101 pagesO HC HCIndustrial Infra Jobs100% (1)
- Reduction Ratio Chart in Steel Rolling MillDocument1 pageReduction Ratio Chart in Steel Rolling MillSoumyo Broto DasNo ratings yet
- 26-ELKEM Poster-Graphite Structures in Cast IronsDocument1 page26-ELKEM Poster-Graphite Structures in Cast IronsHOSSIENNo ratings yet
- Casting and Fabrication of High-Damping Manganese-Copper AlloysDocument28 pagesCasting and Fabrication of High-Damping Manganese-Copper Alloysbrad209No ratings yet
- Slag Defects in Grey IronDocument1 pageSlag Defects in Grey Ironarnaldorcr8646100% (1)
- Duplex Stainless Steel 329 or 1.4460 PDFDocument2 pagesDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- MS - 003400 - 01 Rev 29Document22 pagesMS - 003400 - 01 Rev 29Arjun PrajapatiNo ratings yet
- SMS Casting BreakoutsDocument20 pagesSMS Casting BreakoutsShubham KaushikNo ratings yet
- SG-33 Electric Induction FurnaceDocument6 pagesSG-33 Electric Induction FurnaceDev PatelNo ratings yet
- Magnesium Slag Defects in Ductile IronDocument1 pageMagnesium Slag Defects in Ductile Ironarnaldorcr8646100% (1)
- Lecture 3 Casting Surface DefectsDocument72 pagesLecture 3 Casting Surface DefectsLuis Arturo RamirezNo ratings yet
- BCIRA Broadsheet 41Document4 pagesBCIRA Broadsheet 41Justin Dixon100% (1)
- Casting Defects: Casting Design and Simulation 2012Document3 pagesCasting Defects: Casting Design and Simulation 2012talk2sumantaNo ratings yet
- Manganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronDocument30 pagesManganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronNetoNo ratings yet
- Effective Filtration of Steel CastingsDocument40 pagesEffective Filtration of Steel CastingsWalter Hartwell WhiteNo ratings yet
- Porosity in Castings AFS Transactions 2005Document28 pagesPorosity in Castings AFS Transactions 2005jlplazaolaNo ratings yet
- Development and Processing of Low Carbon Bainite SteelDocument486 pagesDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- Surface Graphite Degeneration in Ductile Iron CastDocument8 pagesSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNo ratings yet
- 960cd23c 7Document480 pages960cd23c 7Никола СтефановићNo ratings yet
- Steel Pouring TimesDocument2 pagesSteel Pouring Timesvasanthi100% (1)
- Steel CleanlinessDocument22 pagesSteel CleanlinessfondershellNo ratings yet
- Aluminium EmbrittlementDocument8 pagesAluminium EmbrittlementTayfun TezanlarNo ratings yet
- Broken or Cracked Castings - Chapter 1: DescriptionDocument24 pagesBroken or Cracked Castings - Chapter 1: DescriptionSachin Kumbhar100% (1)
- Sand Casting Defects PosterDocument1 pageSand Casting Defects Posterleh antNo ratings yet
- Durham Foundry NiResistDocument1 pageDurham Foundry NiResistTerminatorX75No ratings yet
- Principles of Heat Treating of SteelsDocument30 pagesPrinciples of Heat Treating of Steelssatish_trivediNo ratings yet
- 15 - Ing - 1288377409.2 - SAE R14 - MangueraDocument2 pages15 - Ing - 1288377409.2 - SAE R14 - MangueraJaimeEnriquePadillaPobleteNo ratings yet
- Doyen Filter Data SheetDocument4 pagesDoyen Filter Data SheetanthonyNo ratings yet
- 60 Ing 1240237304.74Document1 page60 Ing 1240237304.74JUAN VEGANo ratings yet
- Balflex Supersteam: Saturated Steam Steel Braid Hose + 208ºc (+ 406ºf) 1.7 Mpa / 250psi W.P. 17.0 Mpa / 2500psi B.PDocument1 pageBalflex Supersteam: Saturated Steam Steel Braid Hose + 208ºc (+ 406ºf) 1.7 Mpa / 250psi W.P. 17.0 Mpa / 2500psi B.PJUAN VEGANo ratings yet
- TSCCUTSHEETDocument2 pagesTSCCUTSHEETJosh WhiteNo ratings yet
- Amiad Plastic FiltersDocument11 pagesAmiad Plastic FiltersWayne SeamanNo ratings yet
- JJP BrochuresDocument8 pagesJJP BrochuresarunjacobnNo ratings yet
- Steel GalvanizedDocument28 pagesSteel GalvanizedRafael TellezNo ratings yet
- FT GeofoamDocument2 pagesFT GeofoamMichael Angel0% (1)
- 33333Document1 page33333Rafael TellezNo ratings yet
- ForexDocument83 pagesForexRafael TellezNo ratings yet
- 16B5605 Rev.DDocument1 page16B5605 Rev.DRafael TellezNo ratings yet
- Type Ø Nominal Class Ø PORT (In) Ø STEM (In) Pitch Lead Thrust (LB) Torque (LB-FT)Document1 pageType Ø Nominal Class Ø PORT (In) Ø STEM (In) Pitch Lead Thrust (LB) Torque (LB-FT)Rafael TellezNo ratings yet
- Match Capacity TableDocument11 pagesMatch Capacity TableRafael TellezNo ratings yet
- Specification of Helical Compression Spring EN 15800:2010 Designed To EN 13906-1: 2002 Part No: 001 Issue No: 001Document1 pageSpecification of Helical Compression Spring EN 15800:2010 Designed To EN 13906-1: 2002 Part No: 001 Issue No: 001Rafael TellezNo ratings yet
- Type Ø Nominal Class Ø PORT (In) Ø STEM (In) Pitch Lead Thrust (LB) Torque (LB-FT) Stroke (In) Turns To OPEN ( 1)Document2 pagesType Ø Nominal Class Ø PORT (In) Ø STEM (In) Pitch Lead Thrust (LB) Torque (LB-FT) Stroke (In) Turns To OPEN ( 1)Rafael TellezNo ratings yet
- Specification of Helical Compression Spring EN 15800:2010 Designed To EN 13906-1: 2002 Part No: 001 Issue No: 001Document1 pageSpecification of Helical Compression Spring EN 15800:2010 Designed To EN 13906-1: 2002 Part No: 001 Issue No: 001Rafael TellezNo ratings yet
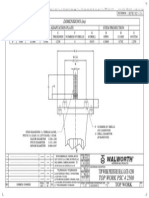
- Top Work 4 2500 PSCDocument1 pageTop Work 4 2500 PSCRafael TellezNo ratings yet
- Type Ø Nominal Class Ø PORT (In) Ø STEM (In) Pitch Lead Thrust (LB) Torque (LB-FT)Document1 pageType Ø Nominal Class Ø PORT (In) Ø STEM (In) Pitch Lead Thrust (LB) Torque (LB-FT)Rafael TellezNo ratings yet
- PSC 18 900 PSC 10 900 PDFDocument1 pagePSC 18 900 PSC 10 900 PDFRafael TellezNo ratings yet
- Lista de Material: Lote Id: Nivel Codigo Parte Descripcion Qty - Per Qty Hand Drawing - Id Base Id: WeightDocument2 pagesLista de Material: Lote Id: Nivel Codigo Parte Descripcion Qty - Per Qty Hand Drawing - Id Base Id: WeightRafael TellezNo ratings yet
- B132040 Steam MachDocument1 pageB132040 Steam MachRafael TellezNo ratings yet
- B132043 Seat Ring MachDocument1 pageB132043 Seat Ring MachRafael TellezNo ratings yet
- Lista de Material: Lote Id: Nivel Base Id: Descripcion Qty - Per Fixed - Qty Scrap Perc Qty Hand Drawing - IdDocument6 pagesLista de Material: Lote Id: Nivel Base Id: Descripcion Qty - Per Fixed - Qty Scrap Perc Qty Hand Drawing - IdRafael TellezNo ratings yet
- GT043C05MAA0095000Document1 pageGT043C05MAA0095000Rafael TellezNo ratings yet
- GC243C05MAA0006350Document1 pageGC243C05MAA0006350Rafael TellezNo ratings yet
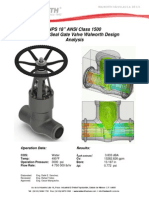
- NPS 18" ANSI Class 1500 Pressure Seal Gate Valve Walworth DesignDocument1 pageNPS 18" ANSI Class 1500 Pressure Seal Gate Valve Walworth DesignRafael TellezNo ratings yet
- Calculo Torque A Presion EspecificaDocument1 pageCalculo Torque A Presion EspecificaRafael TellezNo ratings yet
- Asme Sec. ViiiDocument1 pageAsme Sec. ViiiRafael TellezNo ratings yet
- GC243C05MAA0006350Document1 pageGC243C05MAA0006350Rafael TellezNo ratings yet
- Vulcoferran 2194.20140129.en - TI.sy000152K00Document2 pagesVulcoferran 2194.20140129.en - TI.sy000152K00domingo_carbajalNo ratings yet
- Class 10 Chemistry Workbook PDFDocument118 pagesClass 10 Chemistry Workbook PDFSayan Dutta100% (1)
- MME 3518-Powder Metallurgy-1-2Document80 pagesMME 3518-Powder Metallurgy-1-2Mohammed GhisheerNo ratings yet
- Pearson Science 8 SB Chapter 5 Unit 5.2Document11 pagesPearson Science 8 SB Chapter 5 Unit 5.2teerapong onogk67% (3)
- Metalsferrousandnonferrous 131023154745 Phpapp01Document29 pagesMetalsferrousandnonferrous 131023154745 Phpapp01Prasad RaikarNo ratings yet
- CRE Previous Year QuestionsDocument14 pagesCRE Previous Year QuestionsAbhishek GadhwalNo ratings yet
- Effect of Lime and Phosphorus Fertilizer On Acid Soil Properties and Sorghum Grain Yield and Yield Components at Assosa in Western EthiopiaDocument9 pagesEffect of Lime and Phosphorus Fertilizer On Acid Soil Properties and Sorghum Grain Yield and Yield Components at Assosa in Western EthiopiaPremier PublishersNo ratings yet
- Diploma Thomas UehlingerDocument75 pagesDiploma Thomas UehlingerTienTranNo ratings yet
- Synthesis of Aspirin DataDocument3 pagesSynthesis of Aspirin DataAnonymous orNHXM0f0No ratings yet
- Dye Penetrant TestingDocument2 pagesDye Penetrant TestingshreeambhasankaranNo ratings yet
- Gantry CraneDocument20 pagesGantry Cranekushaljp8989No ratings yet
- Lecture26 PDFDocument4 pagesLecture26 PDFgautamNo ratings yet
- Murphy's Law PDFDocument4 pagesMurphy's Law PDFMarcelo Catalan LopezNo ratings yet
- Astm e 0768 99Document5 pagesAstm e 0768 99Ivan OsorioNo ratings yet
- Colloidal Processing of CeramicsDocument18 pagesColloidal Processing of CeramicsmlombardiTO100% (1)
- Center of GravityDocument21 pagesCenter of GravityIra AgcaoiliNo ratings yet
- Jahn Teller Theorm 5th ChemDocument10 pagesJahn Teller Theorm 5th ChemMuhammad ArhamNo ratings yet
- Chemical DosingDocument3 pagesChemical DosingMasoodyNo ratings yet
- Tenaris University - International Standards and Recommended Practices For Assuring Structural Reliability On Octg ProductsDocument31 pagesTenaris University - International Standards and Recommended Practices For Assuring Structural Reliability On Octg ProductsSudish Bhat100% (1)
- The Art of Candle and SoapDocument126 pagesThe Art of Candle and SoapMallory GuestNo ratings yet
- Chemical SafetyDocument28 pagesChemical SafetyYves CaraangNo ratings yet
- DR VipinDocument27 pagesDR VipinSam SamayaNo ratings yet
- Monel K500 PDFDocument6 pagesMonel K500 PDFOZAIRTRADELINKNo ratings yet
- Fluid Power CircuitsDocument176 pagesFluid Power CircuitsMike Fredskilde97% (29)
- Excitation of Plasmons and Interband Transitions by Electrons PDFDocument2 pagesExcitation of Plasmons and Interband Transitions by Electrons PDFRobNo ratings yet
- 5 Mass TransferDocument85 pages5 Mass TransfergeorgiadisgNo ratings yet
- Continuum Electromechanics Cem - 811Document637 pagesContinuum Electromechanics Cem - 811kgrhoads100% (1)
- OTRDocument51 pagesOTRNithi AnandNo ratings yet
- Recommended Practices ON Static Electricity: OISD-110 OISD - 110 (Rev.1)Document35 pagesRecommended Practices ON Static Electricity: OISD-110 OISD - 110 (Rev.1)manuppm100% (1)
- Filter SolutionsDocument12 pagesFilter SolutionsHerik AziziNo ratings yet