You might also like
- Chemical Engineering and Processing: Process IntensificationDocument9 pagesChemical Engineering and Processing: Process IntensificationTysir SarhanNo ratings yet
- Design and Analysis of A Solar Tower Based Integrated System Using High Temperature Electrolyzer For Hydrogen ProductionDocument16 pagesDesign and Analysis of A Solar Tower Based Integrated System Using High Temperature Electrolyzer For Hydrogen ProductionfaizaNo ratings yet
- 2008 Udagawa JrnlPwrSrcs H2ProductionThroughSteamElectrolysisModelDynamicBehaviourCathodeSupportedIntermediateTemperatureSOECDocument10 pages2008 Udagawa JrnlPwrSrcs H2ProductionThroughSteamElectrolysisModelDynamicBehaviourCathodeSupportedIntermediateTemperatureSOECAndres CamposNo ratings yet
- MG - Al - Nix Bioethanol ReformingDocument13 pagesMG - Al - Nix Bioethanol ReformingposidontubeNo ratings yet
- Electrochimica ActaDocument6 pagesElectrochimica ActacomsianNo ratings yet
- Simulation and Experimental Results of PSA Process For Production of Hydrogen Used in Fuel CellsDocument18 pagesSimulation and Experimental Results of PSA Process For Production of Hydrogen Used in Fuel Cellswww.beatricechongNo ratings yet
- 1 s2.0 S0009250911006312 MainDocument17 pages1 s2.0 S0009250911006312 MainÖzge ÖztürkNo ratings yet
- Ethylene ProductionDocument10 pagesEthylene Productionnurul syuhadaNo ratings yet
- Supercapacitors Based On Propylene Carbonate SolutDocument11 pagesSupercapacitors Based On Propylene Carbonate SolutM SherazNo ratings yet
- J Cej 2015 05 128Document61 pagesJ Cej 2015 05 128Fadhli JapryNo ratings yet
- Ethylene Oxide Formation in A Microreactor: From Qualitative Kinetics To Detailed ModelingDocument11 pagesEthylene Oxide Formation in A Microreactor: From Qualitative Kinetics To Detailed ModelingMaru LinNo ratings yet
- Chemical EngineeringDocument6 pagesChemical EngineeringSriArthiNo ratings yet
- Ethylene OxideDocument12 pagesEthylene Oxideapi-3838921100% (1)
- EScholarship UC Item 9s9562w4 Ternary NiMo-Bi Liquid Alloy Catalyst For Efficient Hydrogen Production From MethaneDocument7 pagesEScholarship UC Item 9s9562w4 Ternary NiMo-Bi Liquid Alloy Catalyst For Efficient Hydrogen Production From MethanechokvuisoonNo ratings yet
- Ethylene Dichloride Production by Oxychlorination in A Fluidized Bed Reactor With CFD ModelDocument14 pagesEthylene Dichloride Production by Oxychlorination in A Fluidized Bed Reactor With CFD ModelJam ImtiazNo ratings yet
- Fluidised ParticlesDocument17 pagesFluidised ParticlesBelen CRNo ratings yet
- Zhang (2018) - Acetaldehyde Oxidation at Low and Intermediate TemperatureDocument11 pagesZhang (2018) - Acetaldehyde Oxidation at Low and Intermediate TemperatureFernanda MoncadaNo ratings yet
- Applied Thermal Engineering: Sylvain Quoilin, Sébastien Declaye, Bertrand F. Tchanche, Vincent LemortDocument9 pagesApplied Thermal Engineering: Sylvain Quoilin, Sébastien Declaye, Bertrand F. Tchanche, Vincent LemortKarla RezendeNo ratings yet
- 1 s2.0 S0360319906001868 MainDocument8 pages1 s2.0 S0360319906001868 MainJohn WickNo ratings yet
- Isooctane in SOFCDocument5 pagesIsooctane in SOFCaymanoh056No ratings yet
- A Fixed-Bed Reactor Modeling Study On The Methanation of CO: Chemical Engineering Research and DesignDocument11 pagesA Fixed-Bed Reactor Modeling Study On The Methanation of CO: Chemical Engineering Research and DesignJames LivingstonNo ratings yet
- Separation and Purification TechnologyDocument10 pagesSeparation and Purification TechnologyPedro Henrique MagachoNo ratings yet
- Articulo 04Document9 pagesArticulo 04Alexis GoicocheaNo ratings yet
- Modeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneDocument6 pagesModeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneNancy ParvinaNo ratings yet
- Solid Oxide Electrolyzer 2Document11 pagesSolid Oxide Electrolyzer 2RandomV D.ENo ratings yet
- Methanation of SyngasDocument7 pagesMethanation of SyngasGabriela Campos DávilaNo ratings yet
- Thiết Kế Máy - Huy TrầnDocument6 pagesThiết Kế Máy - Huy TrầnHuy TranNo ratings yet
- J Cattod 2011 07 008Document8 pagesJ Cattod 2011 07 008Syeda Ammara AnwarNo ratings yet
- Cinetica EtilbencenoDocument12 pagesCinetica Etilbencenomauricio colomboNo ratings yet
- The Effects of Operating Conditions On The Performance of A Solid Oxide Steam Electrolyser: A Model-Based StudyDocument15 pagesThe Effects of Operating Conditions On The Performance of A Solid Oxide Steam Electrolyser: A Model-Based StudyAndres CamposNo ratings yet
- 1 s2.0 S1001841722007872 MainDocument5 pages1 s2.0 S1001841722007872 Maindogars123No ratings yet
- Zebian 2012Document21 pagesZebian 2012nejmiddin boughattasNo ratings yet
- Ocampo 2011Document9 pagesOcampo 2011Ananda Vallezi PaladinoNo ratings yet
- ATR - Modelling and SimulationDocument7 pagesATR - Modelling and SimulationQian Jun AngNo ratings yet
- Maya Cornejo2018Document13 pagesMaya Cornejo2018Fabricio CarrilloNo ratings yet
- Thermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic AnalysisDocument14 pagesThermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic Analysisdavid alendezNo ratings yet
- CARR Z-Scheme Water Splitting Using Particulate Semiconductors Immobilized Onto Metal Layers For Efficient Electron RelayDocument8 pagesCARR Z-Scheme Water Splitting Using Particulate Semiconductors Immobilized Onto Metal Layers For Efficient Electron RelayCarlos RiveraNo ratings yet
- 2021 IjheDocument10 pages2021 IjheMARYAM JAMILAH SHABDINNo ratings yet
- Reichenbach 2018Document7 pagesReichenbach 2018Neha NegiNo ratings yet
- Combustion and Flame: J.A. Federici, D.G. VlachosDocument4 pagesCombustion and Flame: J.A. Federici, D.G. Vlachosalex royNo ratings yet
- 1 s2.0 S0009250901001300 MainDocument13 pages1 s2.0 S0009250901001300 Mainjoe125951825No ratings yet
- Temperature Field, H2 and H2O Mass Transfer in SOFC Single Cell - Electrode and Electrolyte Ehickness EffectsDocument8 pagesTemperature Field, H2 and H2O Mass Transfer in SOFC Single Cell - Electrode and Electrolyte Ehickness Effects박동재No ratings yet
- Electrochemical Water Splitting Bridging The Gaps Between Fundamental Research and Industrial ApplicationsDocument21 pagesElectrochemical Water Splitting Bridging The Gaps Between Fundamental Research and Industrial ApplicationsHiran ChathurangaNo ratings yet
- Dual Ni Active Sites Mediated by in To Separate Ethane Ac - 2023 - Applied CatalDocument13 pagesDual Ni Active Sites Mediated by in To Separate Ethane Ac - 2023 - Applied CatalDana MateiNo ratings yet
- SCI - Volume 24 - Issue 3 - Pages 1253-1263 PDFDocument11 pagesSCI - Volume 24 - Issue 3 - Pages 1253-1263 PDFhoangvubui4632No ratings yet
- Perovskite Alcohol ReformingDocument14 pagesPerovskite Alcohol ReformingposidontubeNo ratings yet
- Modeling and Simulation of A Hydrocracking UnitDocument18 pagesModeling and Simulation of A Hydrocracking UnitAnnu RawatNo ratings yet
- CuO nanowire@Co3O4 Ultrathin Nanosheet Core-Shell Arrays AnDocument7 pagesCuO nanowire@Co3O4 Ultrathin Nanosheet Core-Shell Arrays AnXINFENG ZHUNo ratings yet
- Sensors and Actuators B: Chemical: Azhar Ali Haidry, Andrea Ebach-Stahl, Bilge SaruhanDocument12 pagesSensors and Actuators B: Chemical: Azhar Ali Haidry, Andrea Ebach-Stahl, Bilge SaruhanAlexander Santos SolanoNo ratings yet
- Enhanced OERDocument11 pagesEnhanced OERZafar Khan GhouriNo ratings yet
- 2018 SmallDocument8 pages2018 SmallChatta NeeladeviNo ratings yet
- Selective Oxidation of N-Butane To Maleic Anhydride in &uid Bed Reactors: Detailedkinetic Investigation Andreactor ModellingDocument6 pagesSelective Oxidation of N-Butane To Maleic Anhydride in &uid Bed Reactors: Detailedkinetic Investigation Andreactor ModellingMklptFrswNo ratings yet
- 1 s2.0 S0013468614001789 MainDocument8 pages1 s2.0 S0013468614001789 MainKiraanNo ratings yet
- 2009 Zhou JPwrSrcs ImprovedElectricalPerfCompositeLa0p7Ca0p3CrO3-delta Ce0p8Nd0p2O1p9 SOFCDocument7 pages2009 Zhou JPwrSrcs ImprovedElectricalPerfCompositeLa0p7Ca0p3CrO3-delta Ce0p8Nd0p2O1p9 SOFCAndres CamposNo ratings yet
- Alternative Cycles Based On Carbon Dioxide For Central Receiver Solar Power PlantsDocument8 pagesAlternative Cycles Based On Carbon Dioxide For Central Receiver Solar Power PlantsSyed Jiaul HoqueNo ratings yet
- Bio-Ethanol Ni - MG - Al (Ni1 - Ni3)Document13 pagesBio-Ethanol Ni - MG - Al (Ni1 - Ni3)posidontubeNo ratings yet
- Manuscript Ie 2019 04182e Revised PDFDocument23 pagesManuscript Ie 2019 04182e Revised PDFpabloNo ratings yet
- Yu2016 - Characteristics of A Sintered Porous Ni-Cu Alloy Cathode For Hydrogen ProductionDocument8 pagesYu2016 - Characteristics of A Sintered Porous Ni-Cu Alloy Cathode For Hydrogen ProductionK A ThomasNo ratings yet
- Biohydrogen III: Renewable Energy System by Biological Solar Energy ConversionFrom EverandBiohydrogen III: Renewable Energy System by Biological Solar Energy ConversionNo ratings yet
- Fast Tracking An FCC RevampDocument8 pagesFast Tracking An FCC RevampAlessio ScarabelliNo ratings yet
- Correct FCC Tower RevampDocument8 pagesCorrect FCC Tower RevampAlessio ScarabelliNo ratings yet
- Crude Unit Startup Consequences of High Liquid LevelDocument4 pagesCrude Unit Startup Consequences of High Liquid LevelAlessio ScarabelliNo ratings yet
- Diesel and VGO RecoveryDocument4 pagesDiesel and VGO RecoveryAlessio ScarabelliNo ratings yet
- Approaching The RevampDocument6 pagesApproaching The RevampAlessio ScarabelliNo ratings yet
- Efficiency Coefficient of Mechanical TransmissionsDocument4 pagesEfficiency Coefficient of Mechanical TransmissionsAlessio ScarabelliNo ratings yet
- Lessons From Three Mile Island Visual Design in A High Stakes EnvironmentDocument28 pagesLessons From Three Mile Island Visual Design in A High Stakes EnvironmentAlessio ScarabelliNo ratings yet
- Mass Moment InertiaDocument7 pagesMass Moment InertiaAlessio ScarabelliNo ratings yet
- Virtual Work and Power BalanceDocument5 pagesVirtual Work and Power BalanceAlessio ScarabelliNo ratings yet
- Maximizing Gas Plant CapacityDocument6 pagesMaximizing Gas Plant CapacityAlessio ScarabelliNo ratings yet
- Fluid Dynamics (N.2) : A. Vania, Politecnico Di Milano, Dept. of Mechanical Engineering, Milan, ItalyDocument12 pagesFluid Dynamics (N.2) : A. Vania, Politecnico Di Milano, Dept. of Mechanical Engineering, Milan, ItalyAlessio ScarabelliNo ratings yet
- Su27 Eng 1Document103 pagesSu27 Eng 1Alessio ScarabelliNo ratings yet
- Fogler Examples IsothermalDocument36 pagesFogler Examples IsothermalAlessio ScarabelliNo ratings yet
- Kinematics v1Document23 pagesKinematics v1Alessio ScarabelliNo ratings yet
- Transmissions: A. Vania Politecnico Di Milano, Dept. of Mechanical Engineering, Milan, ItalyDocument8 pagesTransmissions: A. Vania Politecnico Di Milano, Dept. of Mechanical Engineering, Milan, ItalyAlessio ScarabelliNo ratings yet
- Dynamic Analysis of A Point MassDocument7 pagesDynamic Analysis of A Point MassAlessio ScarabelliNo ratings yet
- Joints and Linkages: A. Vania Politecnico Di Milano, Dept. of Mechanical Engineering, Milan, ItalyDocument10 pagesJoints and Linkages: A. Vania Politecnico Di Milano, Dept. of Mechanical Engineering, Milan, ItalyAlessio ScarabelliNo ratings yet
- Mech Transmissions v1Document12 pagesMech Transmissions v1Alessio ScarabelliNo ratings yet
- Mech Transmission v2Document21 pagesMech Transmission v2Alessio ScarabelliNo ratings yet
- Induction Motors PPT v1Document10 pagesInduction Motors PPT v1Alessio ScarabelliNo ratings yet
- Dynamics of A Rigid Body: DM D D DM DFDocument3 pagesDynamics of A Rigid Body: DM D D DM DFAlessio ScarabelliNo ratings yet
- ICE PPT v1Document16 pagesICE PPT v1Alessio ScarabelliNo ratings yet
- ICE - Internal Combustion EngineDocument12 pagesICE - Internal Combustion EngineAlessio ScarabelliNo ratings yet
- Thermocouple 2Document22 pagesThermocouple 2Alessio Scarabelli100% (1)
- 12 - Materials For Sour Service PDFDocument50 pages12 - Materials For Sour Service PDFAlessio Scarabelli67% (3)
- Pneumatic Instrumentation AllDocument29 pagesPneumatic Instrumentation AllAlessio ScarabelliNo ratings yet
- Honda V8 F1 EngineDocument5 pagesHonda V8 F1 EngineAlessio Scarabelli100% (2)
- Using Displacement As Level MeasurementDocument11 pagesUsing Displacement As Level MeasurementAlessio ScarabelliNo ratings yet
- Saurabh ShrivastavaDocument37 pagesSaurabh ShrivastavaMahendraNo ratings yet
- Know It BrochureDocument8 pagesKnow It BrochureSonali SinhaNo ratings yet
- Manual Técnico Sony HDC-DX70Document72 pagesManual Técnico Sony HDC-DX70Cristian MoraisNo ratings yet
- Chapter - I: Hydro DriveDocument19 pagesChapter - I: Hydro Drivekuldeep ududholiraNo ratings yet
- Breakdown Price by DivisionsDocument6 pagesBreakdown Price by DivisionsFoisulAlamNo ratings yet
- Career Cluster SurveyDocument6 pagesCareer Cluster Surveydaaiyahnaim100% (1)
- Thermophysical Properties of Containerless Liquid Iron Up To 2500 KDocument10 pagesThermophysical Properties of Containerless Liquid Iron Up To 2500 KJose Velasquez TeranNo ratings yet
- People Soft Bundle Release Note 9 Bundle9Document29 pagesPeople Soft Bundle Release Note 9 Bundle9rajiv_xguysNo ratings yet
- Mitsubishi 4g13 Engine ManualDocument6 pagesMitsubishi 4g13 Engine ManualJose Luis Caceres Severino100% (1)
- DUNAN Fan Coil UnitDocument14 pagesDUNAN Fan Coil UnitDjordjeNo ratings yet
- Calculation Rail Beam (Hoist Capacity 3 Ton)Document4 pagesCalculation Rail Beam (Hoist Capacity 3 Ton)Edo Faizal2No ratings yet
- Home Automation Control System Using DTMFDocument25 pagesHome Automation Control System Using DTMFengaydiNo ratings yet
- FD100 CatalogoDocument4 pagesFD100 CatalogoKaren VásconezNo ratings yet
- Piping Handbook Hydrocarbon Processing 1968 PDFDocument140 pagesPiping Handbook Hydrocarbon Processing 1968 PDFbogdan_chivulescuNo ratings yet
- VNX Unified Storage ManagementDocument3 pagesVNX Unified Storage ManagementNicoleNo ratings yet
- T.C. Electronic M3000 User ManualDocument78 pagesT.C. Electronic M3000 User ManualStanleyNo ratings yet
- Java SampleExamQuestionsDocument18 pagesJava SampleExamQuestionshmasryNo ratings yet
- Punjab Bye Laws For Commercial BuildingsDocument11 pagesPunjab Bye Laws For Commercial BuildingsAshween ManchandaNo ratings yet
- Method Statement UnitizedDocument22 pagesMethod Statement Unitizedifeanyi EmmanuelNo ratings yet
- SFF 8448Document8 pagesSFF 8448eleptonNo ratings yet
- Banda Hoja de DatosDocument1 pageBanda Hoja de DatosSergio Guevara MenaNo ratings yet
- 16PPE723Document2 pages16PPE723DrArun KaliappanNo ratings yet
- One Pipe Steam DesignDocument44 pagesOne Pipe Steam Designreyes hernandezNo ratings yet
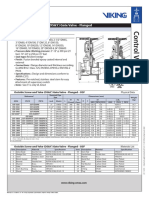
- Outside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesDocument2 pagesOutside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesMark Louie GuintoNo ratings yet
- 545 ELP-ES-2011 - Catálogo de DisipadoresDocument24 pages545 ELP-ES-2011 - Catálogo de DisipadoresrichkidNo ratings yet
- PPAPDocument2 pagesPPAPVlad NitaNo ratings yet
- Water Technology 2015 2016 1Document86 pagesWater Technology 2015 2016 1Srinivas AkHilNo ratings yet
- Pavement Evaluation and Overlay Des - DR MSA - LatestDocument103 pagesPavement Evaluation and Overlay Des - DR MSA - LatestSreedhar BhuduruNo ratings yet
- Specific Gravity 20mmDocument4 pagesSpecific Gravity 20mmIsaiahogedaNo ratings yet
- Add A Thermometer To Your Digital Multimeter - Embedded LabDocument13 pagesAdd A Thermometer To Your Digital Multimeter - Embedded LabGourmand OishiiNo ratings yet