You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
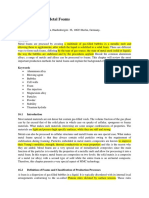
- Metal Foams - Manufacture and Physics of FoamingDocument17 pagesMetal Foams - Manufacture and Physics of FoamingDaniela Silva MolinaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- MenuCommands EDocument1 pageMenuCommands Erahul kumarNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Chemical Engineering Department: Seminar OnDocument20 pagesChemical Engineering Department: Seminar Onrahul kumarNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Hotstar CookiesDocument38 pagesHotstar Cookiesrahul kumarNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Sintering Behaviour of Al-6061 Powder Produced byDocument7 pagesSintering Behaviour of Al-6061 Powder Produced byrahul kumarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- MenuCommands EDocument30 pagesMenuCommands Erahul kumarNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Budget DescriptionDocument1 pageBudget Descriptionrahul kumarNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- CCNADocument225 pagesCCNArahul kumar0% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Biogas Power PlantsDocument11 pagesBiogas Power Plantsrahul kumarNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- BiogasDocument5 pagesBiogasrahul kumarNo ratings yet
- Branches Available in NitDocument5 pagesBranches Available in Nitrahul kumarNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Small Scale Biogas PlansDocument3 pagesSmall Scale Biogas PlansQuinton357No ratings yet
- Biodigester-Manual 12 PDFDocument21 pagesBiodigester-Manual 12 PDFAnnah FolushoNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Biodigester Manual EnglishDocument8 pagesBiodigester Manual Englishanapen100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Mars Orbiter Mission - MOMDocument17 pagesMars Orbiter Mission - MOMrahul kumarNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Biogas Imp ManualDocument131 pagesBiogas Imp Manualrahul kumarNo ratings yet
- A Project Report On GREEN ENERGYDocument22 pagesA Project Report On GREEN ENERGYrahul kumar67% (3)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Subpart V Final RuleDocument50 pagesSubpart V Final Rulemahmoud osama100% (1)
- Lec 32Document17 pagesLec 32rahul kumarNo ratings yet
- Mars Orbiter MissionDocument13 pagesMars Orbiter Missionrahul kumarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- What Is A ShuntDocument2 pagesWhat Is A Shuntrahul kumarNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- No. of Passes Length of Specimen Width of Specimen Height of SpecimenDocument1 pageNo. of Passes Length of Specimen Width of Specimen Height of Specimenrahul kumarNo ratings yet
- IIT Bombay PHD TopicsDocument8 pagesIIT Bombay PHD Topicsrahul kumarNo ratings yet
- Question & Answer Set-5Document8 pagesQuestion & Answer Set-5rahul kumar100% (1)
- Part2 10Document75 pagesPart2 10kythyfNo ratings yet
- 5 Plastic AnalysisDocument14 pages5 Plastic AnalysisParveen RidhalNo ratings yet
- Balancing Chemical Equations PDFDocument3 pagesBalancing Chemical Equations PDFBarbraNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Catalyst Breakage in Reformer TubesDocument28 pagesCatalyst Breakage in Reformer Tubeslis sugiantoroNo ratings yet
- LNGDocument92 pagesLNGIndra Mochtar100% (1)
- Wrapping & Coating Code Is 15337Document17 pagesWrapping & Coating Code Is 15337Bishwanath Sanfui100% (1)
- CSEC Chemistry June 2007 P1Document13 pagesCSEC Chemistry June 2007 P1Maryam AliNo ratings yet
- Amikam2018 - Chlorine-Free Alkaline Seawater Electrolysis For Hydrogen ProductionDocument11 pagesAmikam2018 - Chlorine-Free Alkaline Seawater Electrolysis For Hydrogen Productionismunandar1100% (1)
- The Great Muslim Scientist and PhilosopherDocument33 pagesThe Great Muslim Scientist and Philosophertheanticipant100% (1)
- Unit-Iv: Chemical FuelsDocument10 pagesUnit-Iv: Chemical Fuelsrock starNo ratings yet
- Basic ChemistryDocument58 pagesBasic ChemistryFrancesco MauriNo ratings yet
- Hydrogen Production Via Cpv/soec Electrolysis Integrated As Stage I Reactor in The Haber-Bosch Ammonia SynthesisDocument7 pagesHydrogen Production Via Cpv/soec Electrolysis Integrated As Stage I Reactor in The Haber-Bosch Ammonia SynthesisKabolobari BenakoleNo ratings yet
- Jawapan Modul SN T4 B5 PDFDocument16 pagesJawapan Modul SN T4 B5 PDFqq235No ratings yet
- 5 PolarizationDocument29 pages5 PolarizationIshan RatnakarNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- E80dc1b2 01e9 4aee b425 C074a3d3649c Bukango Seed School Mid Term ExamsDocument38 pagesE80dc1b2 01e9 4aee b425 C074a3d3649c Bukango Seed School Mid Term ExamsDaniel MarkNo ratings yet
- 9 EquizDocument2 pages9 EquizEzra Loganathan Muniandi100% (1)
- Zuo 2016Document10 pagesZuo 2016Phạm NgânNo ratings yet
- Battery - MSDS - Stryten EnergyDocument8 pagesBattery - MSDS - Stryten EnergyivanrrsistemasNo ratings yet
- Use Case Histories To Energize Your HAZOPDocument6 pagesUse Case Histories To Energize Your HAZOPNanthawat BabybebNo ratings yet
- Week 2Document15 pagesWeek 2ALPHEAUS-MBA AwajibenejiNo ratings yet
- Energetics QuestionsDocument20 pagesEnergetics QuestionsKelum100% (1)
- Acidizing & Other Chemical TreatmentDocument103 pagesAcidizing & Other Chemical TreatmentEbenezer Amoah-Kyei100% (2)
- Carbon Nanoparticles and Nanostructures PDFDocument360 pagesCarbon Nanoparticles and Nanostructures PDFIsmira Wahyu100% (1)
- Kami Export - Abbas Kamoona - Caie-Igcse-Chemistry-0620-Theory-V10Document29 pagesKami Export - Abbas Kamoona - Caie-Igcse-Chemistry-0620-Theory-V10Abbas KamoonaNo ratings yet
- Biological Molecules: WaterDocument34 pagesBiological Molecules: WaterYing ShuangNo ratings yet
- FYSMENA4111 Computer Lab 5 SurfacesDocument5 pagesFYSMENA4111 Computer Lab 5 Surfaceswer809No ratings yet
- Group J - Final ReportDocument109 pagesGroup J - Final ReportMinh ToànNo ratings yet
- Eprs Stu (2021) 697199 enDocument103 pagesEprs Stu (2021) 697199 enmerlinakisNo ratings yet
- 0620 w17 QP 42Document16 pages0620 w17 QP 42gauthamNo ratings yet
- Science MCQ Quiz Questions and Answers 1Document14 pagesScience MCQ Quiz Questions and Answers 1randhirsaha2000No ratings yet
- Production of AmmoniaDocument29 pagesProduction of AmmoniaBhavna Bajpai83% (6)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)