You might also like
- Heat Exchanger Design: Table of ContentDocument18 pagesHeat Exchanger Design: Table of ContenthellopaNo ratings yet
- Sulfur RecoveryDocument13 pagesSulfur RecoveryLarbi HammounNo ratings yet
- Heat Exchanger DesignDocument15 pagesHeat Exchanger Designcoldness_13No ratings yet
- Heat Exchanger Design - ProcessDocument42 pagesHeat Exchanger Design - Processalokbdas100% (1)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- Heat Exchanger DesignDocument13 pagesHeat Exchanger DesignDaksh Parashar80% (5)
- Design Procedure For Pressure VesselDocument200 pagesDesign Procedure For Pressure VesselSuryaprakash100% (1)
- Lecture 6 - Heat Transfer EquipmentDocument72 pagesLecture 6 - Heat Transfer EquipmentLouie GresulaNo ratings yet
- Chemical Design of Heat Exchanger TerdesakDocument22 pagesChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- Chapter 2-Shell & Tube Heat Exchangers PDFDocument55 pagesChapter 2-Shell & Tube Heat Exchangers PDFmahsaNo ratings yet
- Classification of Shell-And-Tube Heat ExchangersDocument12 pagesClassification of Shell-And-Tube Heat ExchangerslumengentiunNo ratings yet
- LCA Sanitary PadsDocument24 pagesLCA Sanitary PadsMaria Angelica Arteta Molina100% (2)
- Shell and Tube Heat Exchanger DesignDocument5 pagesShell and Tube Heat Exchanger DesignDominic CareoNo ratings yet
- Line Conductors and Supporting Structures OriginalDocument80 pagesLine Conductors and Supporting Structures OriginalRida100% (1)
- Heat Exchangers-Principles and Design Rev1 PDFDocument68 pagesHeat Exchangers-Principles and Design Rev1 PDFroyNo ratings yet
- Dielectric Materials PDFDocument12 pagesDielectric Materials PDFGopal Kumar100% (1)
- Heat Exchanger BasicsDocument18 pagesHeat Exchanger BasicsJefferson WintersNo ratings yet
- Start Up Slug Catcher and Train 1Document43 pagesStart Up Slug Catcher and Train 1Larbi HammounNo ratings yet
- Selection of TEMA Type and Thermal Design Optimization of Shell and Tube Heat ExchangerDocument6 pagesSelection of TEMA Type and Thermal Design Optimization of Shell and Tube Heat ExchangerPawan PatilNo ratings yet
- Optimization of Shell and Tube Heat ExchDocument7 pagesOptimization of Shell and Tube Heat ExchnataliaNo ratings yet
- Inune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Document30 pagesInune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Process EngineerNo ratings yet
- PHT Unit-5 (THEORY)Document81 pagesPHT Unit-5 (THEORY)521 Balaji ONo ratings yet
- Shell and Tube Heat Exchanger: Research TitleDocument10 pagesShell and Tube Heat Exchanger: Research TitleDimas SatriaNo ratings yet
- Heat ExchangersDocument14 pagesHeat ExchangersPrateek JainNo ratings yet
- Best Practice: Quick Energy Assessment Methodology For Energy Efficiency OptimizationDocument66 pagesBest Practice: Quick Energy Assessment Methodology For Energy Efficiency Optimizationm4metzNo ratings yet
- Design of StripperDocument10 pagesDesign of StripperAhmed HassanNo ratings yet
- Heat Exchanger SizingDocument6 pagesHeat Exchanger Sizingshoaib705No ratings yet
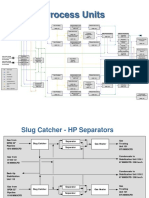
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterDocument39 pagesProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterLarbi Hammoun100% (1)
- Sustainable Development-Chapter 6Document25 pagesSustainable Development-Chapter 6Lesley GallaNo ratings yet
- Shell and Tube Heat Exchanger Design 2Document29 pagesShell and Tube Heat Exchanger Design 2Jonelou Cusipag100% (3)
- Heat ExchangersDocument8 pagesHeat ExchangersLiyan Fajar GintaraNo ratings yet
- CHAPTER 3: Design of Condenser (Heat Exchanger)Document9 pagesCHAPTER 3: Design of Condenser (Heat Exchanger)Zariq NazaruddinNo ratings yet
- Raj Khare (181113044) Chemical Engineering, 7 Sem PED-II Assignment - 1Document10 pagesRaj Khare (181113044) Chemical Engineering, 7 Sem PED-II Assignment - 1A KhapreNo ratings yet
- Helical Baffle Design in Shell and Tube Type Heat Exchanger With CFD AnalysisDocument6 pagesHelical Baffle Design in Shell and Tube Type Heat Exchanger With CFD AnalysispriyabNo ratings yet
- Chapter 8 (Heat Exchanger)Document17 pagesChapter 8 (Heat Exchanger)Zahid BhattiNo ratings yet
- Chemical & Mechanical DesignDocument39 pagesChemical & Mechanical DesignSenah DaunNo ratings yet
- ME34 - ME Laboratory 2 - : Signature of Student Under Printed NameDocument12 pagesME34 - ME Laboratory 2 - : Signature of Student Under Printed NameSky FallNo ratings yet
- An Over View On Shell and Tube Heat ExchangerDocument5 pagesAn Over View On Shell and Tube Heat ExchangerManish PrajapatiNo ratings yet
- Mam Rabia Sabir: Submitted ToDocument10 pagesMam Rabia Sabir: Submitted ToFahad KamranNo ratings yet
- Heat Exchanger Types and SelectionDocument4 pagesHeat Exchanger Types and Selection12mchc07No ratings yet
- 882design of Helical Baffle in Shell and Tube Heat Exchanger and Comparing With Segmental Baffle Using Kern Method PDFDocument6 pages882design of Helical Baffle in Shell and Tube Heat Exchanger and Comparing With Segmental Baffle Using Kern Method PDFDavid Alemán Sánchez100% (1)
- Agitated Vessel Heat TransferDocument7 pagesAgitated Vessel Heat TransferalokbdasNo ratings yet
- Chapter One (Repaired)Document11 pagesChapter One (Repaired)Diyar NezarNo ratings yet
- Performance Analysis On Double Pipe Heat Exchanger Using Wire Coiled and Pin Wire Coiled Turbulator InsertsDocument7 pagesPerformance Analysis On Double Pipe Heat Exchanger Using Wire Coiled and Pin Wire Coiled Turbulator InsertsANZAR SHAIKHNo ratings yet
- Heat Laboratory: Student Name: ىردب ريمس ريتابولف Student Number: 278 Section number: 7Document34 pagesHeat Laboratory: Student Name: ىردب ريمس ريتابولف Student Number: 278 Section number: 7philopater samirNo ratings yet
- HTED Shell and Tube H.ex. 2020Document68 pagesHTED Shell and Tube H.ex. 2020Vinesh KumarNo ratings yet
- Shell and Tube Heat Exchanger Performance Analysis: Durgesh Bhatt, Priyanka M JavharDocument10 pagesShell and Tube Heat Exchanger Performance Analysis: Durgesh Bhatt, Priyanka M Javharjefrie_butarNo ratings yet
- Irjet V5i1308 PDFDocument6 pagesIrjet V5i1308 PDFS. MarkNo ratings yet
- Systematic Procedure For Selection of Heat Exchangers: Process Industries DivisionDocument19 pagesSystematic Procedure For Selection of Heat Exchangers: Process Industries DivisionRahul ParmarNo ratings yet
- Heat Transfer MidtermDocument29 pagesHeat Transfer MidtermIvan Jeremy AbilaNo ratings yet
- Working Principle of Shell and Tube Heat ExchangerDocument8 pagesWorking Principle of Shell and Tube Heat ExchangersanjayNo ratings yet
- ThermopediaDocument8 pagesThermopediaAshwin ShettyNo ratings yet
- Design of Shell Tube Heat Exchanger Using Vibration AnalysisDocument5 pagesDesign of Shell Tube Heat Exchanger Using Vibration AnalysisIJRASETPublicationsNo ratings yet
- PHE DesignDocument23 pagesPHE Designramesh_hinukaleNo ratings yet
- (E-102) Design Compile - ElinaDocument46 pages(E-102) Design Compile - ElinaNor Elina AhmadNo ratings yet
- Shell and Tube Heat Exchanger TypesDocument25 pagesShell and Tube Heat Exchanger TypesAhmedNo ratings yet
- PED Ch2Document30 pagesPED Ch2Shubham KumarNo ratings yet
- Document 1Document4 pagesDocument 1SAMARTHNo ratings yet
- Heat ExchangerDocument9 pagesHeat ExchangerChrissa Villaflores GanitNo ratings yet
- Factors Affecting The Performance of Shell and Tube Heat ExchangerDocument9 pagesFactors Affecting The Performance of Shell and Tube Heat ExchangerMuhammed NayeemNo ratings yet
- Waste Heat Recovery Considering Environmental FactorsDocument7 pagesWaste Heat Recovery Considering Environmental FactorsrvnesariNo ratings yet
- Heat Exchanger 4Document9 pagesHeat Exchanger 4Karter KhelaNo ratings yet
- Heat Exchanger PTR Day1Document4 pagesHeat Exchanger PTR Day1siraj.hoteccNo ratings yet
- Ahmad PHTDocument12 pagesAhmad PHTEngineer TalhaNo ratings yet
- BTPDocument27 pagesBTPforevertay2000No ratings yet
- Basics of Shell and Tube Heat Exchangers With PDFDocument12 pagesBasics of Shell and Tube Heat Exchangers With PDFSachin KumarNo ratings yet
- Heat Exchanger Design - Part 1Document26 pagesHeat Exchanger Design - Part 1Siddhant SoymonNo ratings yet
- TextDocument108 pagesTextLarbi HammounNo ratings yet
- Emirates Airline - Ek 0946 Friday, June 14, 2019: Hammoun/Larbi MRDocument1 pageEmirates Airline - Ek 0946 Friday, June 14, 2019: Hammoun/Larbi MRLarbi HammounNo ratings yet
- 5) 5.3 Heat ExchangerDocument88 pages5) 5.3 Heat ExchangerLarbi HammounNo ratings yet
- D 3437 - 15Document5 pagesD 3437 - 15Larbi HammounNo ratings yet
- Acid Gas Removal and Gas Sweetening: Chemical Absorption ProcessesDocument2 pagesAcid Gas Removal and Gas Sweetening: Chemical Absorption ProcessesLarbi HammounNo ratings yet
- Staff Bank Account Information Form: Special Instructions, If AnyDocument1 pageStaff Bank Account Information Form: Special Instructions, If AnyLarbi HammounNo ratings yet
- Synthesis of Knowledge: Fire History and Climate ChangeDocument340 pagesSynthesis of Knowledge: Fire History and Climate ChangeyodoidNo ratings yet
- The Chemical Bond in Inorganic Chemistry. The Bond Valence Model. by I. David Brown. Pp. 278Document2 pagesThe Chemical Bond in Inorganic Chemistry. The Bond Valence Model. by I. David Brown. Pp. 278Yusuf JosephNo ratings yet
- Fuels and CombustionDocument57 pagesFuels and CombustionChinmay LearningNo ratings yet
- Exhaust Gas Analysis of CI Engine With Co-Generation PDFDocument9 pagesExhaust Gas Analysis of CI Engine With Co-Generation PDFhridoy bosuniaNo ratings yet
- HT 036 SolutionDocument1 pageHT 036 SolutionKTINE08100% (2)
- Problem 4Document55 pagesProblem 4Fery Reykha OmbingNo ratings yet
- Reference Index - AMMDocument4 pagesReference Index - AMMAman DeepNo ratings yet
- DendroecologyDocument404 pagesDendroecologyBenjamin LaffitteNo ratings yet
- Climate-King of ColdDocument3 pagesClimate-King of Coldapi-255055950No ratings yet
- AB Wool Glasswool PDFDocument2 pagesAB Wool Glasswool PDFAmin Danar NoviyantoNo ratings yet
- Micro Climate & Site Climate: Week - 4Document24 pagesMicro Climate & Site Climate: Week - 4jashndeepNo ratings yet
- Supervolcanoes 1Document9 pagesSupervolcanoes 1api-525321076No ratings yet
- Acid Rain: Curaçao Rain Precipitation Acidic PH Sulphur Dioxide Nitrogen Oxide Water Molecules AtmosphereDocument17 pagesAcid Rain: Curaçao Rain Precipitation Acidic PH Sulphur Dioxide Nitrogen Oxide Water Molecules AtmosphereS V ENTERPRISESNo ratings yet
- Impact of Mining Activity On Water Resource: An Overview StudyDocument8 pagesImpact of Mining Activity On Water Resource: An Overview StudyAmbika BedasurNo ratings yet
- MEC7110: Solar Energy TechnologyDocument3 pagesMEC7110: Solar Energy TechnologyNkugwa Mark WilliamNo ratings yet
- NFPA DiamondDocument17 pagesNFPA DiamondEurek Mago LumaguiNo ratings yet
- Dispersion in Water PDFDocument95 pagesDispersion in Water PDFYaser ObaidiNo ratings yet
- Materials Used in Tropical and Temperate Zones7Document7 pagesMaterials Used in Tropical and Temperate Zones7LKP GhNo ratings yet
- Orsat 2006 Vegetales PerisableDocument7 pagesOrsat 2006 Vegetales Perisablechaima rekikNo ratings yet
- Weekly Learning Plan General Biology 2 WEEK 5 November 02 06 2020Document1 pageWeekly Learning Plan General Biology 2 WEEK 5 November 02 06 2020Hiro Akiba100% (2)
- Stability of Water Hyacinth and Carbonized Rice Hull As Aggregates..CarlDocument3 pagesStability of Water Hyacinth and Carbonized Rice Hull As Aggregates..CarlEmelyn V. CudapasNo ratings yet
- Energy 3Document3 pagesEnergy 3Srishti BanerjeeNo ratings yet
- Datenblatt ULS Singapore Online AsDocument2 pagesDatenblatt ULS Singapore Online AsFaraj AlferjaniNo ratings yet
- P.S.ravishangar RB OverviewDocument46 pagesP.S.ravishangar RB OverviewPaguno kotoNo ratings yet