You might also like
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Alpha GageDocument4 pagesAlpha GageRushikesh JoshiNo ratings yet
- Laser para Micro CortesDocument4 pagesLaser para Micro CortesWagner PeresNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- GRP Culvert Mammal Shelf Specification Design LifeDocument4 pagesGRP Culvert Mammal Shelf Specification Design LifeTesteNo ratings yet
- Available in Capacities From 35 To 2,637 Ammonia Tons!: Bulletin 153BDocument32 pagesAvailable in Capacities From 35 To 2,637 Ammonia Tons!: Bulletin 153BHarikrishnanNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- THE Series Vrla BatteryDocument6 pagesTHE Series Vrla BatteryWillians Alexander Mendoza QuilelliNo ratings yet
- Additional Precast Flooring SystemDocument36 pagesAdditional Precast Flooring SystemAbdullah Ramzi100% (1)
- FR - K - PG - Brochure Highlights 2017 - Rev00 - Eng - LOWDocument9 pagesFR - K - PG - Brochure Highlights 2017 - Rev00 - Eng - LOWTeo BogoNo ratings yet
- 0.80MX0.30M X 25MM Thk. Formtiles Metal Clamp For SupportDocument2 pages0.80MX0.30M X 25MM Thk. Formtiles Metal Clamp For SupportJoseph ValenciaNo ratings yet
- ComFlor Manual October08 CorusDocument72 pagesComFlor Manual October08 CorusevilaigilNo ratings yet
- Structural Performance of Aluminium Members With Optimised Cross-Sectional PropertiesDocument2 pagesStructural Performance of Aluminium Members With Optimised Cross-Sectional PropertiesJose Leonardo Quintero GüellNo ratings yet
- Ecotrim: Sustainable Robotic Cutting SolutionsDocument4 pagesEcotrim: Sustainable Robotic Cutting SolutionsAquilesNo ratings yet
- Tailor Welded BlanksDocument52 pagesTailor Welded BlanksYuvaraj YuvarajNo ratings yet
- Flex Circuit Design GuideDocument4 pagesFlex Circuit Design GuidejmorfeosNo ratings yet
- Sitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Document24 pagesSitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Rudra DasNo ratings yet
- Activity 3.1.3 Commercial Wall Systems Answer KeyDocument4 pagesActivity 3.1.3 Commercial Wall Systems Answer KeyCarolay Gabriela Aponte RodriguezNo ratings yet
- FDM Web PDFDocument1 pageFDM Web PDFZaheer AhamedNo ratings yet
- Gemini GB 2014.compressedDocument12 pagesGemini GB 2014.compressedsweet driveNo ratings yet
- Designing For Sheet Metal Xometry EbookDocument25 pagesDesigning For Sheet Metal Xometry EbookRodolfoNo ratings yet
- The Structural Blind Fastening System.: UltimateDocument6 pagesThe Structural Blind Fastening System.: UltimateDavid Matias Valverde RojasNo ratings yet
- VN Rapid Response Final Rev12 23 PDFDocument40 pagesVN Rapid Response Final Rev12 23 PDFSube OhNo ratings yet
- E109 Control LinesDocument11 pagesE109 Control LinestongsabaiNo ratings yet
- INNERSHIELD CATALOG.c32000Document39 pagesINNERSHIELD CATALOG.c32000Aan SharmaNo ratings yet
- TMC - Metal 3D Printing HubDocument11 pagesTMC - Metal 3D Printing HubTHE METAL COMPANYNo ratings yet
- Zamil Steel Vietnam (ZSV) : Total Steel Building SolutionsDocument80 pagesZamil Steel Vietnam (ZSV) : Total Steel Building SolutionsTuan Hung TrinhNo ratings yet
- Reliability: Residential and Industrial TechnologyDocument2 pagesReliability: Residential and Industrial TechnologySergio FernandesNo ratings yet
- CBRIDocument15 pagesCBRIsonakshiNo ratings yet
- Tubeinspect: A Turnkey Solution For Instant High-End Tube MeasurementDocument2 pagesTubeinspect: A Turnkey Solution For Instant High-End Tube MeasurementPankesh PisalNo ratings yet
- Non-Segregated Phase Bus Duct BR en 6 2012Document8 pagesNon-Segregated Phase Bus Duct BR en 6 2012Aziddin GadingNo ratings yet
- Johnson Industrial Screens PDFDocument20 pagesJohnson Industrial Screens PDFjaime palenzuela rodriguezNo ratings yet
- EagleBurgmann - CB Clamshell Metal Expansion Joints - ENDocument4 pagesEagleBurgmann - CB Clamshell Metal Expansion Joints - ENYasmine HammamiNo ratings yet
- Firesafe: Fire Safety EngineeringDocument8 pagesFiresafe: Fire Safety EngineeringEthan NguyenNo ratings yet
- Acoplamento Wrapflex FalkDocument16 pagesAcoplamento Wrapflex FalkArthur Magalhães SanduvettiNo ratings yet
- Brazing Solutions For Car Body Production+ (EN)Document2 pagesBrazing Solutions For Car Body Production+ (EN)komklaveNo ratings yet
- Tensile (Autosaved)Document44 pagesTensile (Autosaved)KelvinNo ratings yet
- For Theory DataDocument3 pagesFor Theory Datadolar buhaNo ratings yet
- Johnson Screen - Industrial - Screens - BrochureDocument20 pagesJohnson Screen - Industrial - Screens - BrochureManali PatilNo ratings yet
- Building Design: Shock ResistanceDocument2 pagesBuilding Design: Shock ResistanceTNo ratings yet
- Peri Formwork Scaffolding Engineering CompressDocument20 pagesPeri Formwork Scaffolding Engineering CompressChandra Purnomo Adjie100% (1)
- Assignment 5B - 203701024Document4 pagesAssignment 5B - 203701024Aaron LisboaNo ratings yet
- Trusses: Patent PendingDocument4 pagesTrusses: Patent PendingNhuVan NguyenNo ratings yet
- Satisloh Gi Grinder Polisher Brochure ENDocument2 pagesSatisloh Gi Grinder Polisher Brochure ENАндрій ВербовийNo ratings yet
- Uni MechDocument2 pagesUni MechSAMPATHUNo ratings yet
- Unimech PDFDocument2 pagesUnimech PDFSAMPATHUNo ratings yet
- Coromill® 390: End Mills With Size 07 Inserts Steel Grade Gc1130Document8 pagesCoromill® 390: End Mills With Size 07 Inserts Steel Grade Gc1130moonstarNo ratings yet
- Crusher Heads: NXT Level ReliabilityDocument2 pagesCrusher Heads: NXT Level Reliabilityalexander appiah-kubiNo ratings yet
- X y R Blind Fastening System Ajax FastenersDocument6 pagesX y R Blind Fastening System Ajax FastenersnerijusNo ratings yet
- Additive Fact SheetDocument2 pagesAdditive Fact SheetMustafaNo ratings yet
- Mikron Hem 600, 800, 1000, 1200Document27 pagesMikron Hem 600, 800, 1000, 1200Rodrigo Rabello CarvalhoNo ratings yet
- Mobilair M270: Portable CompressorsDocument2 pagesMobilair M270: Portable CompressorsABDELRHMAN SHAMSNo ratings yet
- CorroCube™ CorroTile™ Corporate Brochure - RE0416C PDFDocument6 pagesCorroCube™ CorroTile™ Corporate Brochure - RE0416C PDFHKM IngenierosNo ratings yet
- Aeroquip - A-HOOV-MC001-E1 - Overview - LRDocument6 pagesAeroquip - A-HOOV-MC001-E1 - Overview - LRMarcelo MalagoNo ratings yet
- (Building Construction - Module 1) : Amrutha K 4SN16AT006Document5 pages(Building Construction - Module 1) : Amrutha K 4SN16AT006Amrutha PavithranNo ratings yet
- Mechanical Intervention BrochureDocument9 pagesMechanical Intervention Brochureherbster28No ratings yet
- PCAT Prefabplate UKDocument33 pagesPCAT Prefabplate UKSzabolcs Attila KöllőNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerJebranNo ratings yet
- Hs 252 - Assembly Requirements - v70 - Es PDFDocument77 pagesHs 252 - Assembly Requirements - v70 - Es PDFElmeina AzkiaindiraNo ratings yet
- Hydril - GK BOP PDFDocument66 pagesHydril - GK BOP PDFBoris Zaslichko67% (3)
- En 1092-1 PN-10 Steel Pipe Flange - ValviasDocument5 pagesEn 1092-1 PN-10 Steel Pipe Flange - ValviasHoria ZecheruNo ratings yet
- HV Xxxx225VesselsMilitary1750Document2 pagesHV Xxxx225VesselsMilitary1750LungisaniNo ratings yet
- Yz85x Yz85 Yz85 Yz85lw Yz85lw: (5pak) (5pak) (5pam) (5SHK) (5SHM)Document52 pagesYz85x Yz85 Yz85 Yz85lw Yz85lw: (5pak) (5pak) (5pam) (5SHK) (5SHM)Gabriel ZamoraNo ratings yet
- Sunflo P-2000 PUMPS: June, 2010Document51 pagesSunflo P-2000 PUMPS: June, 2010Munya BengezaNo ratings yet
- 6) Tender Specification DOLIYADocument262 pages6) Tender Specification DOLIYADwsc BharuchNo ratings yet
- 文件目录Document250 pages文件目录luke luckyNo ratings yet
- RAB Motor Vario 125Document16 pagesRAB Motor Vario 125Muhammad TegarNo ratings yet
- Control Valve Selection BookDocument193 pagesControl Valve Selection BookMahmoud A. WahabNo ratings yet
- 4 KL Reactor Data SheetDocument4 pages4 KL Reactor Data Sheetpankil patelNo ratings yet
- K20-7500 HydrilDocument16 pagesK20-7500 HydrilTitanBOP100% (2)
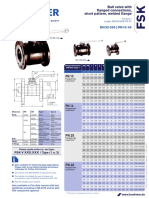
- Boehmer FSK V Dn32-200 Pn10-40 enDocument1 pageBoehmer FSK V Dn32-200 Pn10-40 enN FantinNo ratings yet
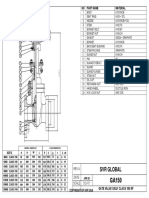
- GA150 CAST STEEL GA Specs 15-200Document1 pageGA150 CAST STEEL GA Specs 15-200Priyanka rajpurohitNo ratings yet
- Carbon and Alloy Steel Forgings For Pipe Flanges, Fittings, Valves, and Parts For High-Pressure Transmission ServiceDocument4 pagesCarbon and Alloy Steel Forgings For Pipe Flanges, Fittings, Valves, and Parts For High-Pressure Transmission ServiceNasrin AkhondiNo ratings yet
- B3E1 (1SB3E450E1) LNR125-I Mio Soul I 125SDocument52 pagesB3E1 (1SB3E450E1) LNR125-I Mio Soul I 125Seliseo peraltaNo ratings yet
- Indra: For ConstructionDocument8 pagesIndra: For Constructionsumit kumarNo ratings yet
- Krohne OPTIFLUX2000 DatasheetDocument36 pagesKrohne OPTIFLUX2000 DatasheetFrancisco GalleguillosNo ratings yet
- MDMT Calculations For A Pressure Vessel - Abdel Halim GalalaDocument12 pagesMDMT Calculations For A Pressure Vessel - Abdel Halim Galalabego00No ratings yet
- 1 X Jgs 420-Bl-BopDocument25 pages1 X Jgs 420-Bl-Bophaji atinNo ratings yet
- Wilhelm Fold 040115Document8 pagesWilhelm Fold 040115Michael Tayactac100% (1)
- 2022 Asme CodesDocument2 pages2022 Asme CodesBiswanath SamantarayNo ratings yet
- Data Sheet For DP Flow Transmitter - JBF Manglore PTA PlantDocument3 pagesData Sheet For DP Flow Transmitter - JBF Manglore PTA Plantmayukhguha1988No ratings yet
- Stainless Steels For High Service Temperatures: Outokumpu Therma RangeDocument12 pagesStainless Steels For High Service Temperatures: Outokumpu Therma RangeAngel MendozaNo ratings yet
- Orifice Plate - Multi-Holes: DatasheetDocument10 pagesOrifice Plate - Multi-Holes: DatasheetMarcelo PellizzaNo ratings yet
- Iso 1452-4-2009 PDFDocument18 pagesIso 1452-4-2009 PDFMadheswaran DharmapuriNo ratings yet
- Test U1 ASMEFormDocument1 pageTest U1 ASMEFormB DASNo ratings yet
- Mt01'06 (5yu3) Brazil (Cor Vdvm1)Document91 pagesMt01'06 (5yu3) Brazil (Cor Vdvm1)Pablo HenriqueNo ratings yet
- Api Ring Joint Gaskets: Section 5Document5 pagesApi Ring Joint Gaskets: Section 5Edwin HernandezNo ratings yet