You might also like
- UF1027 - Caracterización y selección del equipamiento frigorificoFrom EverandUF1027 - Caracterización y selección del equipamiento frigorificoRating: 5 out of 5 stars5/5 (1)
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónFrom EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónNo ratings yet
- Calculo de Potencia FrigorificaDocument18 pagesCalculo de Potencia Frigorificaerik garciaNo ratings yet
- Variables de Control en Una Torre de Destilación AtmosfericaDocument24 pagesVariables de Control en Una Torre de Destilación AtmosfericaIsrael Pérez100% (3)
- Maquinaria panaderíaDocument10 pagesMaquinaria panaderíaedith cj cujo jallasiNo ratings yet
- Catalogo Ayudas TecnicasDocument44 pagesCatalogo Ayudas TecnicasRocio Jaramillo Alvarez100% (1)
- Jornada de Errores MedicosDocument2 pagesJornada de Errores MedicosMartinez MelitonNo ratings yet
- Secado de RefractariosDocument7 pagesSecado de Refractarioscilianni100% (3)
- A - CT - Coquizacion PDFDocument26 pagesA - CT - Coquizacion PDFZoe ArancibiaNo ratings yet
- Dokumen - Tips Hornos SacmiDocument73 pagesDokumen - Tips Hornos Sacmijlinhares.eng100% (1)
- Revista ALUMINIO 74Document84 pagesRevista ALUMINIO 74RolffoTelloNo ratings yet
- Desalación y Fraccionamiento de Crudos Pesados TrabajoDocument17 pagesDesalación y Fraccionamiento de Crudos Pesados TrabajowilfredoNo ratings yet
- Destilaciones Astm - TBPDocument9 pagesDestilaciones Astm - TBPmarkoantonyo88No ratings yet
- MuflaDocument7 pagesMuflaFredy Huerta JaraNo ratings yet
- Practicas Análisis GravimétricoDocument6 pagesPracticas Análisis Gravimétriconetflix netflix100% (1)
- Horno Vertical de CalDocument5 pagesHorno Vertical de Calzkcomp100% (1)
- Tambores RotativosDocument12 pagesTambores RotativosFrancisco Javier Segoviano Santoyo100% (2)
- Hornos SacmiDocument72 pagesHornos SacmiAntony Giancarlo Yataco Pio100% (8)
- Proyecto de Proceso de La Elaboracion de Piezas CeramicasDocument41 pagesProyecto de Proceso de La Elaboracion de Piezas CeramicasPaola RevolloNo ratings yet
- Proceso de La Elaboracion de Piezas CeramicasDocument9 pagesProceso de La Elaboracion de Piezas CeramicasPaola RevolloNo ratings yet
- Control de Calidad Del VidrioDocument6 pagesControl de Calidad Del VidrioJaime GomezNo ratings yet
- Procesos de refinación petrolera en la refinería de TalaraDocument15 pagesProcesos de refinación petrolera en la refinería de TalaraRaphael FernandoNo ratings yet
- Carbolite PDFDocument43 pagesCarbolite PDFjhoorschNo ratings yet
- Hornos de CementoDocument32 pagesHornos de CementoLionel Stev LujanNo ratings yet
- Manual Caldera Lasian BioSelect 100-150-200-250-325-500-800Document24 pagesManual Caldera Lasian BioSelect 100-150-200-250-325-500-800Josu84No ratings yet
- Simulacion Horno Ceramico PDFDocument7 pagesSimulacion Horno Ceramico PDFLION_FIRENo ratings yet
- Catálogo de PCRDocument9 pagesCatálogo de PCRelmo_hackNo ratings yet
- Caldera biomasa instalación manualDocument32 pagesCaldera biomasa instalación manualTommy MarínNo ratings yet
- An. n17 Norma Cnam 012Document34 pagesAn. n17 Norma Cnam 012Carolina Barrera Casanova100% (1)
- Plan de Producción de La Cerámica RojaDocument13 pagesPlan de Producción de La Cerámica RojaMary AncasiNo ratings yet
- Trabajo MuflaDocument14 pagesTrabajo MuflaMiranda Campos Erick100% (1)
- Horno RotatorioDocument2 pagesHorno RotatorioGustavo PérezNo ratings yet
- Tercer Taller de Tecnologia de Alimentos IDocument9 pagesTercer Taller de Tecnologia de Alimentos IMily Benavides CiezaNo ratings yet
- Contr. Ladrillos Lab.Document5 pagesContr. Ladrillos Lab.Alejandra FarfanNo ratings yet
- ECUACERÁMICADocument10 pagesECUACERÁMICAGabriel GutierrezNo ratings yet
- Sistema de Secado para Producto GranuladoDocument12 pagesSistema de Secado para Producto GranuladoJimmy MirandaNo ratings yet
- Oxidación Térmica RegenerativaDocument11 pagesOxidación Térmica RegenerativaMILAGROSJOSEFINANo ratings yet
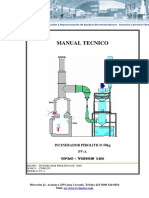
- MANUAL TECNICO INC 50kgDocument54 pagesMANUAL TECNICO INC 50kgbiomedicohyoNo ratings yet
- 3.2.proceso de Produccion - II-2Document24 pages3.2.proceso de Produccion - II-2Maria Virginia Apaza MachacaNo ratings yet
- Fase 2 Grupo 212045 5Document22 pagesFase 2 Grupo 212045 5Yurani Muñoz ossaNo ratings yet
- Evaluación Del Sistema de Distribución de Vapor en El Complejo Metalúrgico de Una Empresa Minera ResumenDocument8 pagesEvaluación Del Sistema de Distribución de Vapor en El Complejo Metalúrgico de Una Empresa Minera ResumenWilliam FimeNo ratings yet
- M. O. Sistema Extractor de Gases Via Seca - SeleneDocument5 pagesM. O. Sistema Extractor de Gases Via Seca - SeleneJhanssen AzañeroNo ratings yet
- Informe China Petrochemical1.2Document12 pagesInforme China Petrochemical1.2Victor Miguel ArevaloNo ratings yet
- Diferentes Tipos de Hornos de RevenidoDocument5 pagesDiferentes Tipos de Hornos de Revenidoray manuelNo ratings yet
- Proceso de Extraccion de Liquidos Por Turbo ExpansionDocument10 pagesProceso de Extraccion de Liquidos Por Turbo ExpansionPinto Yana Lia EyxNo ratings yet
- Informe 1 - Perfil Térmico - Grupo 1Document17 pagesInforme 1 - Perfil Térmico - Grupo 1valeria salazarNo ratings yet
- 3ra Clase Turbinas de Gas y VaporDocument17 pages3ra Clase Turbinas de Gas y VaporEstefany Yauri YupanquiNo ratings yet
- Camara Torsional para Nueva CombustionDocument5 pagesCamara Torsional para Nueva Combustioncesperon39100% (1)
- Reporte de HornosDocument10 pagesReporte de HornosjorgeNo ratings yet
- Transferencia de Calor en El Condensador de La Torre de DestilaciónDocument10 pagesTransferencia de Calor en El Condensador de La Torre de DestilaciónJorge Alejandro Rodriguez TuyinNo ratings yet
- CASODocument7 pagesCASOkevin carrera zavaletaNo ratings yet
- Control de HornosDocument6 pagesControl de HornosYulenyNo ratings yet
- Objetivo y Alcance de La Destilación de CrudoDocument7 pagesObjetivo y Alcance de La Destilación de CrudopamelaseleneNo ratings yet
- Metodologia para La Evaluacion de Sistemas de RefrigeracionDocument3 pagesMetodologia para La Evaluacion de Sistemas de RefrigeracionDario Vamos DosNo ratings yet
- InformeDocument3 pagesInformeLuis AbrahamNo ratings yet
- Procesado de Escoria y Fusión de Chatarra en Los Hornos Rotatorios BasculantesDocument10 pagesProcesado de Escoria y Fusión de Chatarra en Los Hornos Rotatorios BasculantesCamilo SabogalNo ratings yet
- Calefactores de leña TromenDocument44 pagesCalefactores de leña TromenmartinNo ratings yet
- Catálogo de Recuperacion de Calor 2020Document12 pagesCatálogo de Recuperacion de Calor 2020rascapianos kawaiNo ratings yet
- Equipo 1-Casos Parte I-Herramientas-S9Document14 pagesEquipo 1-Casos Parte I-Herramientas-S9Nikol Solsol JaraNo ratings yet
- Alivio de Tensiones Mediante Tratamiento Termico - 9Document2 pagesAlivio de Tensiones Mediante Tratamiento Termico - 9FranciscoFrankyGomezAyalaNo ratings yet
- Manual Usuario - Mod. Confort Plus 30 KWDocument68 pagesManual Usuario - Mod. Confort Plus 30 KWrisanpalNo ratings yet
- Brochure Secador SacDocument10 pagesBrochure Secador SacNelson Asencio HuayanayNo ratings yet
- Traceado Con VaporDocument8 pagesTraceado Con Vaporcsantander1100% (1)
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108From EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Rating: 5 out of 5 stars5/5 (1)
- Actividad 3: ConsideracionesDocument4 pagesActividad 3: ConsideracionesMarino Paredes TanantaNo ratings yet
- Taller - Aplicación - Del - Sistema - Métrico - Decimal PDFDocument4 pagesTaller - Aplicación - Del - Sistema - Métrico - Decimal PDFDiego VanegasNo ratings yet
- Pieza DubujoDocument19 pagesPieza DubujoAlisson NicoleNo ratings yet
- Adivinanzas - para Niños Con Respuestas. 12 - 10 - 10Document3 pagesAdivinanzas - para Niños Con Respuestas. 12 - 10 - 10LIPANURUNo ratings yet
- Centroide PDFDocument4 pagesCentroide PDFAlfonso JaimesNo ratings yet
- Ensayo CISDocument8 pagesEnsayo CISalis castilloNo ratings yet
- Historia y Origen de La Educacion FisicaDocument8 pagesHistoria y Origen de La Educacion FisicaMariana Fabian (Mariana de la noche)No ratings yet
- Salud e Influencias Quimicas Sobre El Medioambiente Carme VallsDocument19 pagesSalud e Influencias Quimicas Sobre El Medioambiente Carme VallsVanesa OttoneNo ratings yet
- EmocionesDocument6 pagesEmocionesAlex AlexNo ratings yet
- Estructuras de Drenaje SuperficialDocument10 pagesEstructuras de Drenaje SuperficialJersonCruzNo ratings yet
- VITAMINASDocument6 pagesVITAMINASWanda belen Ortiz fernandezNo ratings yet
- 01 Introducción Fisica MariscalDocument26 pages01 Introducción Fisica MariscalAndy LilaNo ratings yet
- Número 1Document68 pagesNúmero 1Isabel Felipe LopezNo ratings yet
- Transplanttes de OrganosDocument3 pagesTransplanttes de OrganosJoaco ReyesNo ratings yet
- ResumenDocument2 pagesResumenPaola SeclenNo ratings yet
- FUNDAMENTO TEÓRICO Proctor ModificadoDocument6 pagesFUNDAMENTO TEÓRICO Proctor ModificadoJhonn Salas LirioNo ratings yet
- Cascada de Chinagüí, un paraíso natural en NariñoDocument8 pagesCascada de Chinagüí, un paraíso natural en NariñoAlexandra GuerreroNo ratings yet
- 2Document4 pages2Antoine CheroNo ratings yet
- Técnicas de Inmunodiagnóstico - A1Document30 pagesTécnicas de Inmunodiagnóstico - A1José MendesNo ratings yet
- Punciòn VenosaDocument5 pagesPunciòn VenosaSofhia ReinosoNo ratings yet
- Modelaje y Optimización PEC3Document14 pagesModelaje y Optimización PEC3Guadalupe Borreguero HerráizNo ratings yet
- Cateter SubcutaneoDocument14 pagesCateter SubcutaneoCatalina VenegasNo ratings yet
- AIEPIDocument107 pagesAIEPIKari AndreaNo ratings yet
- Informe MohoDocument3 pagesInforme MohoVictor LaraNo ratings yet
- GUIA CLASE 6 CN 7°Document5 pagesGUIA CLASE 6 CN 7°Anaz SaaNo ratings yet
- Estaciones de Almacenamiento y BombeoDocument240 pagesEstaciones de Almacenamiento y BombeoFabian Alberto Lasso MNo ratings yet