You might also like
- Trabajo CulataDocument11 pagesTrabajo CulataSevi AgvNo ratings yet
- Mantenimiento de sistemas auxiliares del motor de ciclo Otto. TMVG0409From EverandMantenimiento de sistemas auxiliares del motor de ciclo Otto. TMVG0409No ratings yet
- Tema 2. CulataDocument25 pagesTema 2. CulataYerson Brayan Alayo MoncadaNo ratings yet
- Tipos de Bombas de LubricacionDocument6 pagesTipos de Bombas de LubricacionBrayan Ayasta SánchezNo ratings yet
- Verificacion de La CulataDocument10 pagesVerificacion de La CulataMarcelo Morales Luna0% (1)
- El Sistema de DirecciónDocument2 pagesEl Sistema de DirecciónKleber Huarancca QNo ratings yet
- Clase Culata PDFDocument99 pagesClase Culata PDFLuisGerardNo ratings yet
- 3 Power PointDocument7 pages3 Power PointKamiilo UlloaNo ratings yet
- Sistema de RefrigeracionDocument16 pagesSistema de RefrigeracionHeber Arcana50% (2)
- S13 Iii CulataDocument55 pagesS13 Iii CulataLuis Farfan Lara100% (1)
- Comprobaciones Del Bloque Motor Grupo 1 - 1Document7 pagesComprobaciones Del Bloque Motor Grupo 1 - 1Come GalletasNo ratings yet
- Chasis y Carroceria Parabrisas - Ppt.ppsDocument45 pagesChasis y Carroceria Parabrisas - Ppt.ppsArturo Espinosa OrtizNo ratings yet
- Presentacion Arbol de LevasDocument35 pagesPresentacion Arbol de LevasJosias Bravo100% (2)
- Tipos de SuspensionesDocument19 pagesTipos de SuspensionesEsteban HogganNo ratings yet
- Desmontaje, Verificación y Montaje Del MotorDocument46 pagesDesmontaje, Verificación y Montaje Del MotorRamiro Rodenas González100% (1)
- Embrague FuncionamientoDocument45 pagesEmbrague FuncionamientoA Alexander Rojas OrtegaNo ratings yet
- Diapositiva Camaras de CombustionDocument14 pagesDiapositiva Camaras de CombustionMiguel CruzNo ratings yet
- Encendido Electrónico Por Descarga de Condensador SaabDocument6 pagesEncendido Electrónico Por Descarga de Condensador SaabManuel GodefroyNo ratings yet
- Puesta A Punto de Un Motor - PHP PDFDocument2 pagesPuesta A Punto de Un Motor - PHP PDFPABLO ALFARONo ratings yet
- El Mecanismo DiferencialDocument12 pagesEl Mecanismo DiferencialItamar De OliveiraNo ratings yet
- Manual Mecanica Automotriz Liquido de Frenos PDFDocument4 pagesManual Mecanica Automotriz Liquido de Frenos PDFJ Zito JefferxitoNo ratings yet
- CulataDocument35 pagesCulatacristian SalaverryNo ratings yet
- Sistema de Suspension Tema 1Document46 pagesSistema de Suspension Tema 1cristhian gallardoNo ratings yet
- Funciones Del Bulón de PistónDocument2 pagesFunciones Del Bulón de Pistónhugus12350% (2)
- Refrigeración en Motores de Combustión InternaDocument5 pagesRefrigeración en Motores de Combustión InternaFreddy FnaNo ratings yet
- Sistema de LubricaciónDocument25 pagesSistema de LubricaciónYuliethsita PulidoNo ratings yet
- Guia 4 MantenimientoDocument21 pagesGuia 4 MantenimientosuperibanNo ratings yet
- Distribucion 11Document59 pagesDistribucion 11Christian OrellanaNo ratings yet
- Ventiladores AutomotricesDocument2 pagesVentiladores Automotriceskaterin nureña diazNo ratings yet
- Materiales de Los Discos de EmbragueDocument7 pagesMateriales de Los Discos de EmbragueSebastian FreireNo ratings yet
- Diagnostico Electrico DieselDocument19 pagesDiagnostico Electrico DieselIvan Alvarado JuradoNo ratings yet
- El Principio de Funcionamiento de Los Frenos en General Es El MismoDocument5 pagesEl Principio de Funcionamiento de Los Frenos en General Es El Mismojokerina250% (2)
- Guia 9 Sistema HidraulicoDocument22 pagesGuia 9 Sistema HidraulicoLuisHomeroZhañayNo ratings yet
- Botadores HidraulicosDocument7 pagesBotadores HidraulicosNicolás SantarelliNo ratings yet
- MOTOR DIESEL y TurbocompresorDocument12 pagesMOTOR DIESEL y TurbocompresorPablo MarcaNo ratings yet
- Sistema de IgnicionDocument44 pagesSistema de IgnicionPablo ColguenNo ratings yet
- Tarea ValvulasDocument4 pagesTarea ValvulasRoel Hector Cruz AnampaNo ratings yet
- Suspensión McphersonDocument43 pagesSuspensión McphersonBenjamin Fuller50% (2)
- Valvulas Del MotorDocument2 pagesValvulas Del MotorDaniel GarciaNo ratings yet
- Presentacion de La Direccion Hidraulica - CompressedDocument25 pagesPresentacion de La Direccion Hidraulica - CompressedJeferson Anchatuña100% (1)
- Diagnóstico de Fallas en La Transmisión AutomáticaDocument4 pagesDiagnóstico de Fallas en La Transmisión AutomáticaWilliam ManotoaNo ratings yet
- Sistema de Refrigeración Diapositivas MecanicaDocument26 pagesSistema de Refrigeración Diapositivas Mecanicacristhiantavo100% (1)
- Trabajo Del Multiple de Admicion y EscapeDocument5 pagesTrabajo Del Multiple de Admicion y EscapeAlejandro Torres ValenciaNo ratings yet
- Presentación MOTOR OTTODocument88 pagesPresentación MOTOR OTTOmejiafajardoNo ratings yet
- Alternador Tsuru PDFDocument7 pagesAlternador Tsuru PDFflash_24014910No ratings yet
- MedicionesDocument11 pagesMedicionesJorge ShashteNo ratings yet
- Comprobacion de Conicidad y Ovalamiento Del CiguenalDocument9 pagesComprobacion de Conicidad y Ovalamiento Del CiguenalSebastián GarcésNo ratings yet
- Arbol de TransmisionDocument61 pagesArbol de TransmisionRicardo Guevara T.No ratings yet
- Bomba de Combustible e InyectoresDocument8 pagesBomba de Combustible e InyectoresLuisNo ratings yet
- 2 - Manual Mecanismos Caja Cambios VelocidadesDocument53 pages2 - Manual Mecanismos Caja Cambios VelocidadesJuan Pineda100% (1)
- Sistemas de EncendidoDocument59 pagesSistemas de EncendidoRosa GNo ratings yet
- Sistema Alimentacion y CarburacionDocument37 pagesSistema Alimentacion y CarburacionJuan Pablo PinedaNo ratings yet
- Bomba Lineal DieselDocument5 pagesBomba Lineal DieselRios CarlosNo ratings yet
- Valve TronicDocument26 pagesValve TronicAndrés Gòmez PeñalozaNo ratings yet
- Tipos de Bombas de Inyeccion DiselDocument14 pagesTipos de Bombas de Inyeccion DiselRuddy L Ballon100% (1)
- Sistema de DistribuciónDocument20 pagesSistema de DistribuciónjavierenriqueabadNo ratings yet
- CulataDocument8 pagesCulatafrancoNo ratings yet
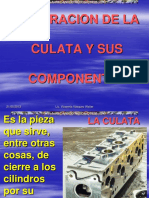
- Qué Es La CulataDocument6 pagesQué Es La CulataJuan Felipe Perez ColinaNo ratings yet
- Tapa de CilindroDocument25 pagesTapa de Cilindroelvis marchant rojas100% (1)
- Plantas Revision TecnicaDocument3 pagesPlantas Revision Tecnicaelvis marchant rojasNo ratings yet
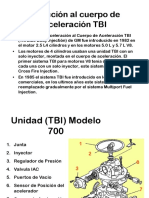
- Inyecci N Al Cuerpo de Aceleraci N TBI-1 InacapDocument323 pagesInyecci N Al Cuerpo de Aceleraci N TBI-1 Inacapelvis marchant rojasNo ratings yet
- Informe Tecnología MaterialesDocument16 pagesInforme Tecnología Materialeselvis marchant rojasNo ratings yet
- ALARMAS v.1.0Document38 pagesALARMAS v.1.0elvis marchant rojasNo ratings yet
- Inyector Bba 2Document79 pagesInyector Bba 2elvis marchant rojasNo ratings yet
- Registro de La Compresión Del MotorDocument2 pagesRegistro de La Compresión Del Motorelvis marchant rojasNo ratings yet
- Bebidas PrehispanicasDocument3 pagesBebidas PrehispanicasGadu Estrambotico AmayaNo ratings yet
- TRAKKER-Motor - 2 PDFDocument31 pagesTRAKKER-Motor - 2 PDFJose Luis Calla HuancaNo ratings yet
- SIG516 Armorers ManuaDocument103 pagesSIG516 Armorers ManuaAleiandro PedrazaNo ratings yet
- Carbonilla BMWDocument10 pagesCarbonilla BMWCatalin DragomirNo ratings yet
- 5 Sistema de Lubricacion PDFDocument3 pages5 Sistema de Lubricacion PDFJose Antonio Martinez Morales100% (1)
- Motores (Mediciones) 22Document15 pagesMotores (Mediciones) 22jhordanNo ratings yet
- Culata 2.2.en - EsDocument5 pagesCulata 2.2.en - EsJoze 230% (1)
- Itm Parque AutomotrizDocument101 pagesItm Parque AutomotrizxDarZonx viNo ratings yet
- DW 8Document24 pagesDW 8Juan Pablo Almena100% (5)
- Manual y Especificaciones de Rouser Pulsar 200 Club Bajaj ArgentinaDocument73 pagesManual y Especificaciones de Rouser Pulsar 200 Club Bajaj ArgentinaCarlos Augusto Carrillo73% (11)
- KJ Suplemento Diesel 2.5-2.8 CRDDocument228 pagesKJ Suplemento Diesel 2.5-2.8 CRDAlejandro Claudio Molina Riveros100% (3)
- Motores de Combustion InternaDocument74 pagesMotores de Combustion InternaRepositorio de la Biblioteca de la DEA-MAG-PYNo ratings yet
- Desmontaje y Comprobación de La Culata - 2Document20 pagesDesmontaje y Comprobación de La Culata - 2sergio extremos0% (1)
- Motores Kubota 3.6l DiéselDocument104 pagesMotores Kubota 3.6l Diéselfrancisco uribe50% (4)
- Diagnostico y Seleccion de MotoresDocument66 pagesDiagnostico y Seleccion de MotoresTomasKevinVallejosRojoNo ratings yet
- Limpieza y Desmontado de MonoblockDocument7 pagesLimpieza y Desmontado de MonoblockMireya Alejandra Espinoza ReyesNo ratings yet
- Asentamiento de Válvulas de Un Motor DiéselDocument26 pagesAsentamiento de Válvulas de Un Motor DiéselCristopher Fabián GBNo ratings yet
- Clase 3-4Document29 pagesClase 3-4Claudio Ibarra JimenezNo ratings yet
- Curso Mantenimiento Reparacion Culata Componentes PDFDocument15 pagesCurso Mantenimiento Reparacion Culata Componentes PDFluisNo ratings yet
- Reparar 1999-2008: ManualDocument251 pagesReparar 1999-2008: ManualPablo CabralNo ratings yet
- Reconocimiento de Las Partes de Un MotorDocument8 pagesReconocimiento de Las Partes de Un MotorDarren DurandNo ratings yet
- Lunacc DM2 Act7Document3 pagesLunacc DM2 Act7LunaCuellarCecilia1No ratings yet
- Practica 2Document19 pagesPractica 2javierNo ratings yet
- Guía de Aprendizaje 1Document51 pagesGuía de Aprendizaje 1Andrey GómezNo ratings yet
- Taller 2 - MonoblockDocument5 pagesTaller 2 - MonoblockAilthon DionicioNo ratings yet
- Manual de Taller Chevrolet S10 Apache (2000-2008) EspañolDocument3,552 pagesManual de Taller Chevrolet S10 Apache (2000-2008) Españolerik gerke100% (1)
- ABP - Diagnostico de Culata de CilindrosDocument22 pagesABP - Diagnostico de Culata de Cilindrososcar intriagoNo ratings yet
- Motor 123automotizDocument24 pagesMotor 123automotizCristian De la cruz cantilloNo ratings yet
- Piratamotor - Elección y Calado Del Árbol de LevasDocument9 pagesPiratamotor - Elección y Calado Del Árbol de LevasLa PandorgaNo ratings yet
- Cat 3512Document190 pagesCat 3512paco100% (5)
- Informe Calibracion de ValvulasDocument10 pagesInforme Calibracion de ValvulasVictor ArriagaNo ratings yet