You might also like
- HDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LDocument2 pagesHDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LMehman NasibovNo ratings yet
- SWD-CSA-A23.3-04 Shear Wall Design ManualDocument82 pagesSWD-CSA-A23.3-04 Shear Wall Design ManualYohan LimNo ratings yet
- Bolt-to-Rectangular HSS Wall Connections DesignDocument1 pageBolt-to-Rectangular HSS Wall Connections DesignronyNo ratings yet
- 9 Design of Flat Slab Column Connections As Per Aci 352-4-R89 23052014 2Document2 pages9 Design of Flat Slab Column Connections As Per Aci 352-4-R89 23052014 2Ahmad Badsha QuadriNo ratings yet
- The Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsDocument12 pagesThe Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsMiguelNo ratings yet
- Retaining Wall Design CheckDocument4 pagesRetaining Wall Design CheckARSENo ratings yet
- SteelDesign PlateGirder Fu NewDocument32 pagesSteelDesign PlateGirder Fu NewFhatony Silvershadows BondanNo ratings yet
- Flexural and Shear Design VerificationDocument7 pagesFlexural and Shear Design VerificationKhuất Trần ThanhNo ratings yet
- Software Verification: AISC-360-10 Example 001Document9 pagesSoftware Verification: AISC-360-10 Example 001Davico HernandezNo ratings yet
- Beam DesignDocument33 pagesBeam DesignstructuresNo ratings yet
- Meet The Experts - Steel JoistsDocument2 pagesMeet The Experts - Steel Joistsseth_gzbNo ratings yet
- Highlights of New ASCE Standard On Composite SlabsDocument21 pagesHighlights of New ASCE Standard On Composite SlabsGuilhermino BrittoNo ratings yet
- Standard For Steel Roof Deck: CSSBI 10M - 08 October 2008Document8 pagesStandard For Steel Roof Deck: CSSBI 10M - 08 October 2008Anonymous P73cUg73LNo ratings yet
- Unistrut CalcDocument12 pagesUnistrut Calcjacs127No ratings yet
- Research On Steel Plate Shear Wall Past, Present, FutureDocument50 pagesResearch On Steel Plate Shear Wall Past, Present, FutureAlexander Vega VásquezNo ratings yet
- CDOT 2017 09 Chapter 5 Base MaterialsDocument21 pagesCDOT 2017 09 Chapter 5 Base Materialscarl_orbeNo ratings yet
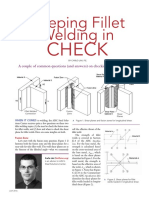
- Keeping Fillet Welding in CheckDocument2 pagesKeeping Fillet Welding in CheckdavidNo ratings yet
- 05 - Monotonic and Cyclic Response of Speed-Lock Connections With Bolts in Storage RacksDocument16 pages05 - Monotonic and Cyclic Response of Speed-Lock Connections With Bolts in Storage RacksJosé Miguel Martínez100% (1)
- Composite Steel Deck-Slabs With Supplimental Reinforcing BarsDocument4 pagesComposite Steel Deck-Slabs With Supplimental Reinforcing BarsHyunkyoun JinNo ratings yet
- Weld Analysis For DummiesDocument6 pagesWeld Analysis For DummiesJosh SmithNo ratings yet
- NBC 2010 - Commentaries - Section IDocument24 pagesNBC 2010 - Commentaries - Section IRick HenbidNo ratings yet
- Star Building Systems - 2 - 1Document27 pagesStar Building Systems - 2 - 1NiranjanAryanNo ratings yet
- Detailed Composite Beam Design AISCDocument20 pagesDetailed Composite Beam Design AISCRaveendra Babu CherukuriNo ratings yet
- Research Report On Single Plate Shear Connections: North Carolina State UniversityDocument51 pagesResearch Report On Single Plate Shear Connections: North Carolina State UniversityHarshaVeeragandhamNo ratings yet
- Slim Floor: Long Carbon Europe Sections and Merchant BarsDocument36 pagesSlim Floor: Long Carbon Europe Sections and Merchant BarstankeanleongNo ratings yet
- AISC - Design Guide 10 - Errata - Erection Bracing of Low - Rise Structural Steel Buildings PDFDocument2 pagesAISC - Design Guide 10 - Errata - Erection Bracing of Low - Rise Structural Steel Buildings PDFapuhapuh_153349No ratings yet
- Designing Precast Concrete Culverts - April 30 2019Document101 pagesDesigning Precast Concrete Culverts - April 30 2019troyscribdNo ratings yet
- Design of Nailed N Glued Plywd GussetsDocument36 pagesDesign of Nailed N Glued Plywd Gussetsboon1961No ratings yet
- SEAOC - Recommended Provisions For BRBFDocument23 pagesSEAOC - Recommended Provisions For BRBFpazz0No ratings yet
- Steel Building Brace Connection DesignDocument4 pagesSteel Building Brace Connection Designmoganna73No ratings yet
- AISC Member Dimensions ViewerDocument1 pageAISC Member Dimensions ViewerAulia MirzaNo ratings yet
- Risa Base Plate ExampleDocument2 pagesRisa Base Plate ExampleFandy SipataNo ratings yet
- TSN ConnectionsDocument38 pagesTSN ConnectionsAnonymous PjmE9RJcghNo ratings yet
- Mixing Weld and Bolt Part2Document4 pagesMixing Weld and Bolt Part2ihpeterNo ratings yet
- CSA Spec HILTI HIT 100 Technical SupplementDocument32 pagesCSA Spec HILTI HIT 100 Technical SupplementIsidro P. BuquironNo ratings yet
- Appendix ADocument42 pagesAppendix Ayliu8877100% (1)
- Roberts 1991Document18 pagesRoberts 1991guojie zhouNo ratings yet
- AISC Design Guide 1 - Errata-Column Base Plates - 2nd Edition PDFDocument6 pagesAISC Design Guide 1 - Errata-Column Base Plates - 2nd Edition PDFसौरव डेNo ratings yet
- Steel DeckDocument13 pagesSteel Deckrini100% (1)
- Chapter 19. Footing and Foundation 21.11.28Document51 pagesChapter 19. Footing and Foundation 21.11.28Hasanain GaltanNo ratings yet
- Corbel Design Based On 2018 IBC / ACI 318-14: Project: Client: Design By: Job No.: Date: Review byDocument2 pagesCorbel Design Based On 2018 IBC / ACI 318-14: Project: Client: Design By: Job No.: Date: Review bycurlyjockey100% (1)
- Ej 2021 q1 IssueDocument82 pagesEj 2021 q1 IssueReab SimanthNo ratings yet
- BIA - Steel Lintel DesignDocument7 pagesBIA - Steel Lintel Designgpax42No ratings yet
- Concrete Masonry Units GuideDocument8 pagesConcrete Masonry Units GuideDilxan FdoNo ratings yet
- Significant Changes in ACI 318-19Document72 pagesSignificant Changes in ACI 318-19Dana PomaresNo ratings yet
- Connection HCS PDFDocument25 pagesConnection HCS PDFPranay UpadhyayNo ratings yet
- MasonryBearingWall IBCDocument8 pagesMasonryBearingWall IBCAbdul WahabNo ratings yet
- C Purlin Technical Data SheetDocument6 pagesC Purlin Technical Data SheetAkhil VNNo ratings yet
- Unistrut CatalogDocument12 pagesUnistrut CatalogElia Nugraha AdiNo ratings yet
- Design of Shelf Angles For Masonry VeneersDocument7 pagesDesign of Shelf Angles For Masonry VeneerssubhekshyaNo ratings yet
- Transverse Plate-To-squarerectangular Hss ConnectionsDocument7 pagesTransverse Plate-To-squarerectangular Hss Connectionsdeepak_dce_meNo ratings yet
- Storage Building Type I: Structural Steel Design Calculation SheetDocument1 pageStorage Building Type I: Structural Steel Design Calculation SheetRaveendra Babu CherukuriNo ratings yet
- Japanese Architectural Standard Specification Jass 6 CompressDocument19 pagesJapanese Architectural Standard Specification Jass 6 CompressMiroslav ThôngNo ratings yet
- Constructions: Load Bearing Constructions Using Wood-Concrete-Composite Technique With Glued-In - Shear ConnectorsDocument35 pagesConstructions: Load Bearing Constructions Using Wood-Concrete-Composite Technique With Glued-In - Shear ConnectorsPATRICIO SARAVIANo ratings yet
- Composite Deck Design GuideDocument16 pagesComposite Deck Design GuideLatha MaNo ratings yet
- ACI code requirements for structural concrete parametersDocument5 pagesACI code requirements for structural concrete parametersOscarCVNo ratings yet
- Wide-Flange Beam To HSS Column Moment Connections PDFDocument7 pagesWide-Flange Beam To HSS Column Moment Connections PDFing_fernandogalvez2015No ratings yet
- Steel GradeDocument3 pagesSteel GradeErickNo ratings yet
- 2021-11-16 - ABCD NEOH - Cross-Frames - ChavelDocument36 pages2021-11-16 - ABCD NEOH - Cross-Frames - ChavelMike2322No ratings yet
- LARSA WJE Solving-For-StabilityDocument39 pagesLARSA WJE Solving-For-StabilityMike2322No ratings yet
- AASHTO NSBA POST TENSIONED CAP Steel - Bridge - News - v6 - n3Document8 pagesAASHTO NSBA POST TENSIONED CAP Steel - Bridge - News - v6 - n3Mike2322No ratings yet
- DPWH BSDS Bridge Seismic Design SpecificationsDocument154 pagesDPWH BSDS Bridge Seismic Design SpecificationsChenthuran Vilvarajah100% (5)
- Camber Haunch Girder WSDOT A-Dimension RevisionsDocument8 pagesCamber Haunch Girder WSDOT A-Dimension RevisionsMike2322No ratings yet
- Guard Rail Special Details MASHDocument11 pagesGuard Rail Special Details MASHMike2322No ratings yet
- Guard Rail On-System Bridge (MASH) Set (4-13-23)Document11 pagesGuard Rail On-System Bridge (MASH) Set (4-13-23)Mike2322No ratings yet
- Public Roads Vol 23 Issue 7Document32 pagesPublic Roads Vol 23 Issue 7Mike2322No ratings yet
- Seismic Bridge Design Mitigation Outline Part 5Document398 pagesSeismic Bridge Design Mitigation Outline Part 5Mike2322No ratings yet
- Design Spectra Philippines Seismic Part 3Document96 pagesDesign Spectra Philippines Seismic Part 3Mike2322No ratings yet
- Philippines Spectral Map PDFDocument204 pagesPhilippines Spectral Map PDFJoseph Cloyd LamberteNo ratings yet
- Design Spectra Philippines Seismic Part 4Document144 pagesDesign Spectra Philippines Seismic Part 4Mike2322No ratings yet
- Design Example (New Bridge) Using DPWH-BSDSDocument205 pagesDesign Example (New Bridge) Using DPWH-BSDSAnn P100% (1)
- Seismic Design Bridges For Rural Areas South East AsiaDocument85 pagesSeismic Design Bridges For Rural Areas South East AsiaMike2322No ratings yet
- Seismic Bridge Design Mitigation Outline Part 4Document170 pagesSeismic Bridge Design Mitigation Outline Part 4Mike2322No ratings yet
- Seismic Bridge Design Mitigation Outline Part 3Document156 pagesSeismic Bridge Design Mitigation Outline Part 3Mike2322No ratings yet
- Out of print CISC publication on composite floor design available for free downloadDocument171 pagesOut of print CISC publication on composite floor design available for free downloadMike2322No ratings yet
- Newdirectionsposttensioningvol10a PDFDocument95 pagesNewdirectionsposttensioningvol10a PDFNOEL RODRIGUEZNo ratings yet
- Chapter 16 Outline for Replacing Selected BridgesDocument466 pagesChapter 16 Outline for Replacing Selected BridgesMike2322No ratings yet
- Seismic Design of Bridges South East Asia Part 3Document192 pagesSeismic Design of Bridges South East Asia Part 3Mike2322No ratings yet
- Curtis Carter Mass Concrete WorkshopDocument38 pagesCurtis Carter Mass Concrete WorkshopMike2322No ratings yet
- Seismic Design of Bridges South East Asia Part 1Document173 pagesSeismic Design of Bridges South East Asia Part 1Mike2322No ratings yet
- Seismic Design of Bridges in PhilippinesDocument80 pagesSeismic Design of Bridges in PhilippinesMike2322No ratings yet
- Mitigation of Seismic Disasters in Bridges Part 1Document291 pagesMitigation of Seismic Disasters in Bridges Part 1Mike2322No ratings yet
- Bridge Seismic EvolutionDocument226 pagesBridge Seismic Evolutionfredelino jumbas100% (1)
- Construction Sequence Box Girder Concrete Bridge PDFDocument15 pagesConstruction Sequence Box Girder Concrete Bridge PDFMike2322No ratings yet
- MATHCAD DESIGN OF PSC GIRDER NCHRP - RPT - 907Document195 pagesMATHCAD DESIGN OF PSC GIRDER NCHRP - RPT - 907Mike2322No ratings yet
- Standard Plans Timber Bridges IADOTfplgtr125 PDFDocument56 pagesStandard Plans Timber Bridges IADOTfplgtr125 PDFMike2322No ratings yet
- PL 05003Document65 pagesPL 05003Dave ThompsonNo ratings yet
- Xu - Jian Gong - DissertationDocument341 pagesXu - Jian Gong - DissertationMike2322No ratings yet
- Astm E426-98 R03 E03 Et PDFDocument4 pagesAstm E426-98 R03 E03 Et PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- Inweld: Chemical Composition of Inweld 8010-GDocument1 pageInweld: Chemical Composition of Inweld 8010-GTriyonoNo ratings yet
- Design of SHS To BS5950 PDFDocument56 pagesDesign of SHS To BS5950 PDFAini Leng100% (2)
- Waltlow Specialty HeatersDocument17 pagesWaltlow Specialty HeatersEliasNo ratings yet
- Norme FranciseDocument2 pagesNorme FranciseCalin GiosanNo ratings yet
- Pipeline Steep Slope ConstructionDocument6 pagesPipeline Steep Slope ConstructiontsoheilNo ratings yet
- Asme Sfa Sa 213Document14 pagesAsme Sfa Sa 213Mayank SinglaNo ratings yet
- Invoice WPQT PTMDocument5 pagesInvoice WPQT PTMFerdie OSNo ratings yet
- Taper Chart 1Document3 pagesTaper Chart 1alim fakihNo ratings yet
- AlcoTec Aluminum Technical GuideDocument40 pagesAlcoTec Aluminum Technical Guidelth770310No ratings yet
- Heat Straightening Repair of Damaged Steel Bridge Girders - Fatigue and Fracture PerformanceDocument140 pagesHeat Straightening Repair of Damaged Steel Bridge Girders - Fatigue and Fracture PerformanceEr.Praveen RajNo ratings yet
- TP 77 Pap PDFDocument8 pagesTP 77 Pap PDFJaved MohammedNo ratings yet
- Stainless Steel Course Module 4Document8 pagesStainless Steel Course Module 4amir moniriNo ratings yet
- Part Ii - Particular Technical Specifications Chapter 13 - Permanent Access Bridge 13. PERMANENT ACCESS BRIDGE........................................................ 13-1Document11 pagesPart Ii - Particular Technical Specifications Chapter 13 - Permanent Access Bridge 13. PERMANENT ACCESS BRIDGE........................................................ 13-1Anonymous KHIyWRIWmaNo ratings yet
- 2 5238030655505301850Document14 pages2 5238030655505301850Kathia Lorena Espinoza Rojas100% (1)
- Nails Making GuideDocument61 pagesNails Making GuideDj Backspin254100% (1)
- Welding Handbook ESABDocument529 pagesWelding Handbook ESABErdinc_Bal_1026100% (8)
- Inspection Engineer Maruti Bhovi ResumeDocument4 pagesInspection Engineer Maruti Bhovi ResumeRamanujan Iyer100% (1)
- Improvement of Multi-Purpose Hall Project Bill of MaterialsDocument21 pagesImprovement of Multi-Purpose Hall Project Bill of MaterialsVicent John ParedesNo ratings yet
- Welding Requirements For The CE MarkDocument2 pagesWelding Requirements For The CE MarkAekJayNo ratings yet
- Astm A 148 Cast SteelDocument4 pagesAstm A 148 Cast SteelVernon Jiménez Fonseca100% (1)
- Gas Metal Arc WeldingDocument16 pagesGas Metal Arc WeldingAizad IzzuddinNo ratings yet
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- Aws B2.1 023Document25 pagesAws B2.1 023Remmy Torres Vega100% (1)
- Auto Continuum PDFDocument164 pagesAuto Continuum PDFJosé Carlos de Alencar Dias100% (1)
- Eye Protection Safety GuideDocument17 pagesEye Protection Safety GuideDrPradeep JoshiNo ratings yet
- NLG CKP RJ 22 Sep 2021 Jam 1740Document59 pagesNLG CKP RJ 22 Sep 2021 Jam 1740Operational NLGNo ratings yet
- Wire Thermanit CSiDocument1 pageWire Thermanit CSiviphemantNo ratings yet
- 6GR WPS PQRDocument15 pages6GR WPS PQRMohammed NazeerNo ratings yet
- Rubber Lining ProcedureDocument38 pagesRubber Lining ProcedureKumar Jbs83% (18)